nico1991
-
Posts
9 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by nico1991
-
Hello everyone, i had to improve it because there were several issues with the solution, espacially when calling null toolchange with the last tool. so i modified the code a little bit: if AnzahlWerkzeugwechsel >= tcnt & next_tool$ = first_tool$, next_tool$ = 1 pbld, next_tool$, e$ Im from Germany so i made a "german" variable AnzahlWerkzeugwechsel. It increments after each M6. It is compared with "tcnt" which is filled while buffering the tooltable i think. I hope this might help you as well if you have trouble with the previous solution. Nico
-
I think i got it: if toolcount = tooltotal, next_tool$ = 1 #added this line pbld, next_tool$, e$ can anyone tell me if there could occur some problems? I have tested it with cal tools multiple times in a programm. That worked Thank you Nico
-
Hello, i use the master Gcode Post and i have a question with loading the next tool. For example: I use 3 tools T10, T13 and T19. Gcode looks like: T10 M6 T13 . . . T13 M6 T19 . . . T19 M6 <- last toolchange T10 <-- preloads the first tool. Here is the thing i want to change. With the last toolchange i always want to preload "T1". Ist there a possibility to realizie that? . . Thank you very much for your support. Nico
-
Add G68.2 to mpmaster for HMC machine
nico1991 replied to nico1991's topic in Post Processor Development Forum
Hello, thank you for your answer. My local dealer is not very happy i use mpmaster PostProcessor and update it by myself, because he cant earn Money then. as a result, he says he does not help me update my Posts. Thats why i'm doing it on my own. In generally i do know where to put the code for G68.2. It has to be added in ptlchg_com and ptlchg0$ and i have to cancel it in retract funtion i guess. Note: We do only need 3+1 axis milling, so we use B axis of the machine only for indexing! We do not cut simultaniously. So here is my Problem. G68.2 allows a displacement of the coordinate System. At the Moment we programm our parts with G54.2 and the Location Point of the wcs and all local coordinate systems is the same. Only B axis is tilted around Yaxis. But how do i calculate the shift from local Coordinate System (plane) to wcs if they are not set up in the same point? Yout would really help me alot, if you could Show me the needed modifications for G68.2. Thank you very much! Nico -
Hello, at the moment we work on Mori Seiki NH Series HMC's and we are using G54.2 for milling in different angle's of the table. Now were getting some new NH series machines and they only support G68.2. Has anyone of you ever done this before? I mean to add the G68.2 to mpmaster? Sorry for my bad english an thank you very much! Nico
-
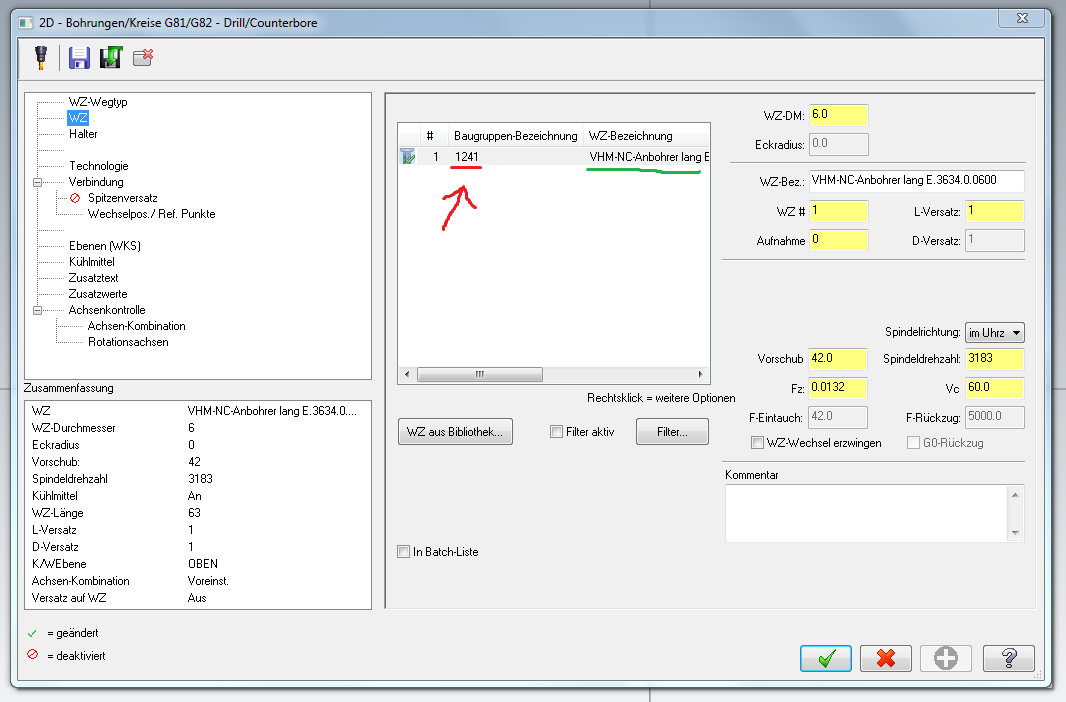
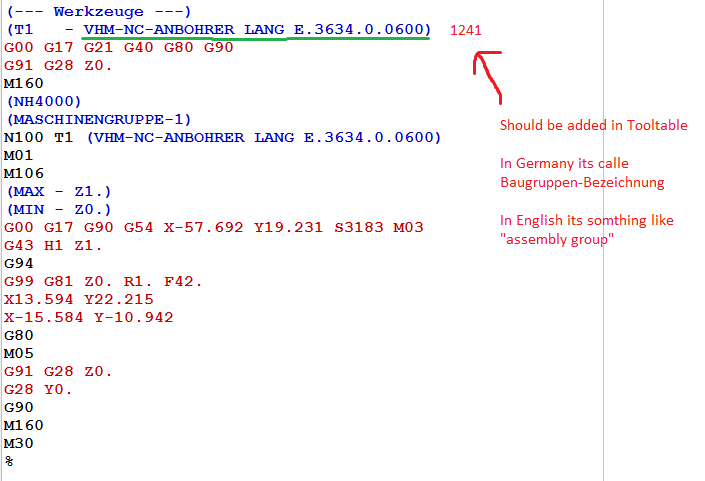
Hello, i'm trying to update my mpmaster post. I was able to adapt most things to my machines and the post is working very well. But now im trying to add some operator information in the tool table. I created some assemblys (I hope its the right word) out of my tool and tool holders. When I programm an Operation an choose an assembly as a tool it only outputs the value "Tool description" (Green Value in the pictures). I would also like to have the the red Value (e.g. 1241 in picture 2) in my tool table. Is that possible? Thank you for your help and sorry for my bad english. Greetings Nico


-
I know that. But what is the number for G54.2P1? And how can i use same offset numbers for different views? When i type "0" in all views, the Post Processor gives Out an error. Nico
-
Thank you. Much easier than i thought. Gizmo, you are right. M106 is return to Toolchange point in all Axis + Tool change! I do have an other Question. Is there any possibility to set a Parameter, that every posted Coordinate System like G54, G55 G54.1P1 for example is overwritten with G54.2P1 When you use different planes? Can the user decide when creating tool path, if the he wants an output in different coordinate System like G54, G55 ... or if he Just want all operations in G54.2P1 coordinate system? Sorry for my bad english!
-
Hello, is there any possibility to change M06 for Tool change into M106 in the mpmaster Post Processor? Thank you Nico