





johnh
-
Posts
7 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by johnh
-
-
I'm not sure what is happening with the code....When I create a curve on the bottom of the sharp edge and drive it the tool skates back and forth across the minor diameter. I kinda thought it would act like a pencil cut or a 3d contour and follow the curve as it went using the minor as the guide for the depth but each time it wants to do a bunch of very strange moves and acts like it's not sure which side of the curve to be on. I'm still playing with it and seeing where I'm going wrong here, just looks like I should be able to lead in from the left and feed across to the right and the tool will follow the curve but my best guess is that I have something in the setup wrong.
-
Hi Jay,
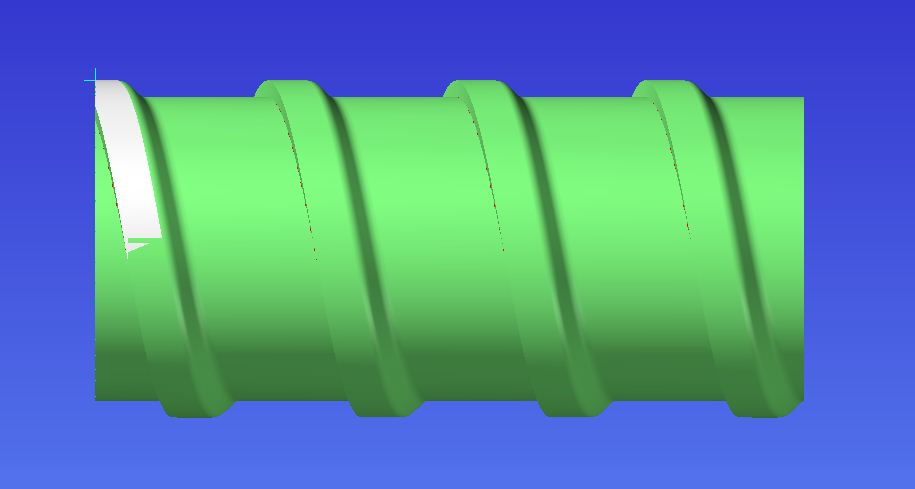
Here's a jpg of the part. It is setup in a Hurco VM10i with 3 jaw on right side. Part is on a spud and live center so I can mill across the entire length in one shot. The last guy had this dialed in and running but of course I can't find his code anywhere so I have no good start point on how he did it. There is a 3/4" dia. 2 flute HSS form tool loaded in the machine along with a 1/4 flat EM, I'm guessing that he did the rads with the form tool and then picked out the sharps. This part is injection molded and then the 2nd op is done in the mill to create the threads. Material is ABS (I'm guessing as I haven't been told yet) and I'm hearing things like they had a part coming out complete in around 2 min or so (find that hard to buy into). I really don't like the idea of the form cutter because there are several versions of this part. Same size but the thread is different in some ways and I really don't want to rely on getting a form cutter every single time. This will wind up being a production job and the cycle time has to be as fast as possible so I'm guessing that running a ball mill is not the answer.
I was able to get a ball mill to do a roughing pass on the part and that seemed to work ok but I can't seem to drive it from left to right ( guess it doesnt matter but I'm more comfortable with starting on the live center end). Thank you guys for the help on understanding this stuff. I am enjoying the learning curve and hope I can add 4ax to my list of "can do's" lol.
It's nice to hear from guys like you and Greg who are willing to help out this much. Refreshing to know there's people who still care
.gif)
john
-
I'll give that a shot...Thanks again Greg, nice to hear from another mold guy who came from 3 axis...you might just be my savior lol...I'm still a little confused why they can't get the finish with a lathe and they went 4 axis but I'm not going to complain about the chance to learn it
-
Thanks Greg!
I hate to be "THAT GUY", I just came from a world of everything worked in flat planes that were easy to define (Top,right,front) Injection molds don't really have a huge need for 4th axis work so my brain is stuck in the "wait what?" mode. I have a part model that I've been playing with and finding that it's not so bad when you just jump in. Any suggestions on how to drive a sharp endmill along a wall? This part is basically a thread (simplistic term) one side has a rad and the other is sharp. I realize it won't be "sharp" due to the rotation and using an endmill but when I try using the multiaxis paths it gives me the "only ball mill" error. Is there a pencil cut feature I'm missing in multipath?
I grabbed a generic 4ax vmc setup from MC so I'm pretty sure I'm needing to setup the definitions at this point to really get into the nuts and bolts of this. I'm trying to work this out before they actually NEED me to crank this part, apparently the last guy that ran these did it with custom tools and hand edits...of course I can't find that code anywhere (go figure right?).
Really appreciate the help and info, bear with me on all the questions please
John
-
Thanks Zamot, I'll check into it...when you get it let me know if it is a good read on the subject. I'm going to continue my quest online and bug some friends and see if I can get into the groove here lol...TALLY HO!
-
Hi folks,
New to the forum so please bear with me. I recently started at a shop that has a Hurco VM10i with a 4th axis installed, machines only 8 mos. old and has only ran some plastic so I have a really nice virgin machine for once
.The parts they run in the Hurco are a threaded rod looking piece. Apparently they utilize the 4th axis as they weren't able to achieve the required finish in a lathe. My problem is I'm not a 4 axis guy at all. My experience is injection molds and 3 axis machining with no lathe programming either, I'm hoping someone can point me in the right direction so I can get my hands on tutorials for programming the 4th in mastercam. I tried looking around the web a bit and on YouTube but they really didn't have anything that helps me with setting up Mastercam correctly to machine this style part. Any and all info is greatly appreciated and thank you in advance!
John
MCX5 4ax post issue?
in Post Processor Development Forum
Posted
Hi all,
I've been playing around with our Hurco VM10i which has a 4th axis (A) installed. My issue is that I'm trying to get a part that has a thread type feature on it to run. When I output the code it looks like it has continuous X and A motion but the machine reads each line and brakes/unbrakes the 4th on every single move. I have no M codes active in the program that would force this. I can command X and A at the same time (IE: X1.250 A90. F25.) and the x and A move together, but not when it reads my code. Am I looking at a post issue or machine issue? I'm still getting into the 4th axis programming stuff so I'm not sure which way to turn on this. I've had some help from other guys and they have been able to get me to the point of gettnig the program right and now it's on the code. It would seem that Hurco tech support is rather slow on help so I'm hoping someone in here might have an answer for me, or at least point me down the right road. Thanks in advance!
John
Here's what the code looks like: