




pete_hull
-
Posts
40 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by pete_hull
-
-
3 hours ago, nickbe10 said:
If I had my druthers, I would run NCL. But I would never advise anybody to install it in their shop. NOT user friendly and good NCL programmers command very high salaries and are as rare as rocking horse manure.
As Pete says, all the so called "multiaxis kernels" are simply a GUI interpretation of the original APT vector matrix.
Programming with NCL on an SGI was the best, absolutely loved it.
-
 1
1
-
-
René Descartes of course, but the game changer was Douglas Ross, creator of APT at MIT in the 50's- the 'preamble' to all CAD/CAM that followed
-
4
-
-
On 2/3/2022 at 2:26 PM, Bob W. said:
We have multiple tool databases (Mastercam, Vericut, etc...) but our Vericut database is king, meaning if there is ever a question about a tool's geometry Vericut is the record of reference. This is because we have a policy of 100% of our programs passing Vericut before going to the machines so if a tool is constructed to the Vericut spec it is safe to run.
Never really occurred to me, but this is a really sound policy. I am in a similar situation, traditionally have been issuing Tool setup documentation generated from catia/mastercam, but recently went all-in on Vericut generated for the reasons you have stated.
-
Carbide Dagger Drill for reducing delamination.
-
On 8/25/2021 at 12:51 PM, GoetzInd said:
Can't really see an upside for the end user. Hopefully they keep it relatively autonomous. So far so good w/ CG tech (although it hasn't even been a year).
Mike
'With CGTech’s ongoing commitment and investment to drive innovation, we are announcing an increase of our software maintenance rate from 15% to 17% effective January 1, 2022. This update reflects the first maintenance increase in CGTech history.' (10/01/21)
-
On 6/2/2009 at 12:11 PM, Guest CNC Apps Guy 1 said:
I don't know why they choose to incorrectly refer to their "A" axis as "B" axis. That just chaps me. Hello... McFly... X,Y,Z,A,B,C. It's how it's supposed to be.
Got to indulge and take the opportunity to vent, from repressed annoyance at how stupid and unnecessary this was by Haas. I programmed a couple of HS1's several years back, and programmers being a fastidious bunch, no surprise and a bit reassuring to know that it irked others too. What the heck was Haas' rationale for doing this?
-
To continue the aerospace analogy. I would classify this as a'Flight Critical' issue. It needs addressing ASAP.
-
1 hour ago, Karl@CP PISTONS said:
I had a coworker ask today for help with something strange. He wanted to use MasterCAM to output g-code for our 5 axis UMC750 with a very specific type of output. He wants to use the C and Z axis only to cut a sphere. He in essence wants the mill to act like a lathe in that the B axis will be positioned at 90 degrees then the C-axis rotate 360 degrees and then move the X and Z and repeat. Is this even possible or would the c axis need to unwind? If possible what type of toolpath would I use to cut like this?
Any pointers would be appreciated.
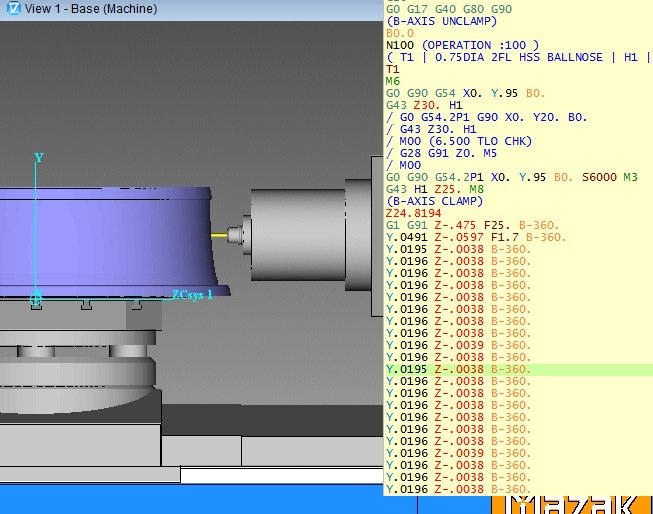
Did something similar recently using a 2d contour toolpath and post modification. Used our Mazak HMC as a VTL.
-
Thanks for the reply Ben. The D2 moves are rapids. The first one is what would be a rapid retract in the original 3axis post, followed by a rapid XY positioning move. Seeing as this is a 2axis machine, do not need the first of the D2 moves. Basically want the post to ignore anything in what would've been 'Z'.
-
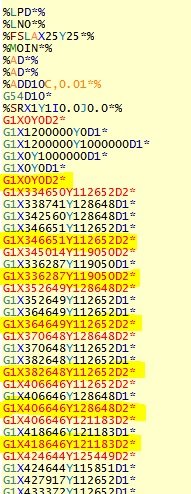
I've reworked a 3axis mill post to output gerber compatible code. It works fine, but I would like to eliminate/ignore all blocks that represent Zaxis moves. I'm getting an unwanted block on all retract moves. Is there an easy fix ? thanks.
highlighted blocks are the unwanted 'retracts'
-
18 hours ago, 5th Axis CGI said:
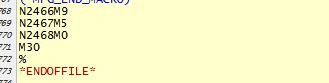
Add a M00 and M99 at the end and see if that helps. I have added 1000 extra lines of code at the end of programs 20 years ago when i had this issue DNC tapes to certain machines. No matter what we tried it would do exactly what your seeing. By doing the M00 M99 at the end it would some times work. Other times we had to add 1000 block lines of nothing at the end to act as a buffer so to speak to keep the machine running until the real end was done.
This is the end of file on our similar machine- I didn't write the post so it may be a coincidence , but curiously our post outputs an M0 before M30.
-
-
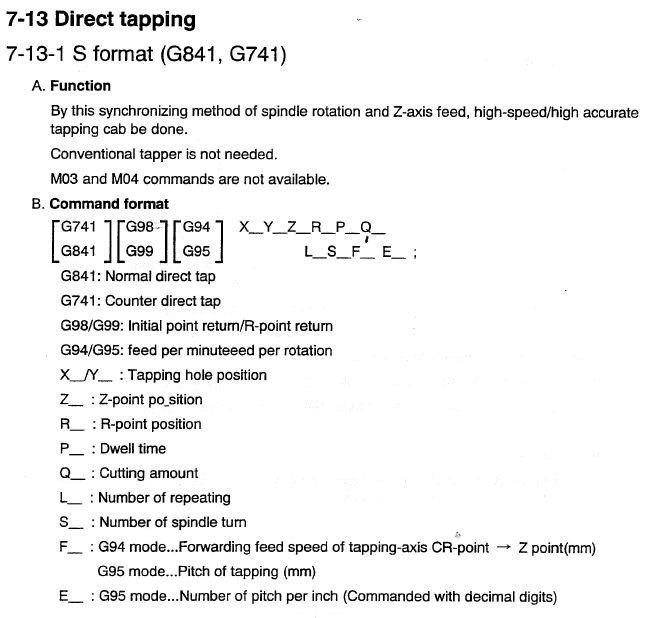
the seicos control has 2 options for high speed tapping. G841 and G84.2 - i don't know if you have a programming manual but you might want to try those options.
-
Someone at cnc software thought they could one-up Rene Descartes, the genius that came up with the original, insanely elegant system for defining coordinate systems. I feel that Mastercam's insistence on Top/Front etc. was a sorely misguided 'new coca-cola' moment.
-
 3
3
-
-
Colin,
Thank you for taking the time to come up with this very elegant solution. I don't know if you have had experienced similar, but the challenge was to use a HMC as a VTL substitute, and incremental moves with a B360. on each line has worked well, so wanted to figure out this little irksome issue.
Not being patronizing when I say that having read many of your contributions to this forum, the level of your knowledge and your willingness to assist is exceptional . Thanks again.
-
 1
1
-
5
-
-
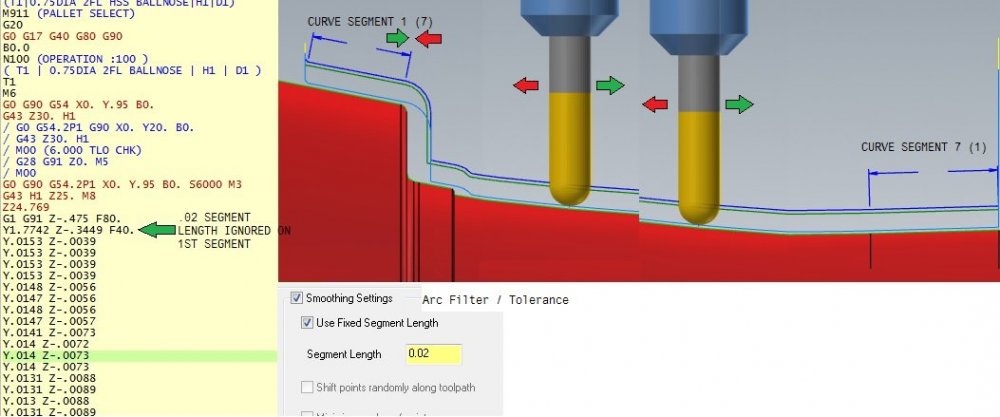
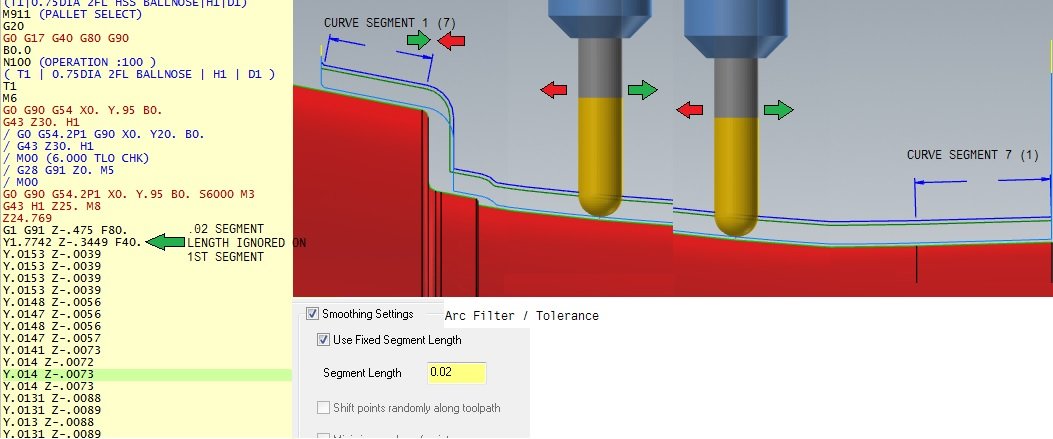
I'm trying to get mcam2018 to output a contour toolpath in .02 incremental moves in G91 mode. I'm controlling it with the segment length setting on the Arc Filter / Tolerance page. I modified an existing Fanuc post and the output looks good - Except - consistently on the first entity of the contour (7 line/arc entities total), whatever I do, the .02 segment length control is ignored . If I reverse direction , the segment control is ignored on what was previously the last entity so direction makes no difference . I'm getting around it by adding a piece of fake geometry at the start of the contour, but I am curious as to why this is happening.
-
15 hours ago, navsENG said:
Really??


analogous to the beatles being the "british monkees"
-
13 hours ago, lowcountrycamo said:
We have 18 mills, 9 are 5 x. We make mostly air frame parts and do about 80% repeat. Its myself and to others. They are nearing retirement and don’t get in a hurry to do anything. I am younger, much more driven and was recently made lead. Hence I do most of the new work. They handle mostly re-work of vintage programs to move to newer machines. They run catia. I of coarse us mcam. Guess which software management likes better?

There once was a speedy hare who bragged about how fast he could run. Tired of hearing him boast, Slow and Steady, the tortoise, challenged him to a race. .....
-
1
-
1
-
-
On 6/18/2010 at 4:04 AM, Tony35 said:quote:
Personally I could care less about the operator's perspective.
+2
I am not trying to convert anybody, but I've always programmed toolpaths from the perspective of looking down the tool , and the tool axis 0,0,1 normal to the XYplane is the same on a vertical and horizontal, so what's the advantage in programming them differently? .This is the way it is in the Cartesian geometry of APT.All the Top/Front Top/Top etc loses me, I accept that's maybe how CNC software want to do it but I don't like it.
-
8 minutes ago, Colin Gilchrist said:
You must have a "Front Plane", that is rotated relative to the current WCS. "Front Relative" is a good way to describe it. You are not required to use the "System Planes" for this to work. It is the relationship between the WCS and Tool Plane that is important...
Thanks Colin. That is very good to know.
-
On 6/23/2018 at 3:08 PM, Colin Gilchrist said:
What machine are you driving? If it is Horizontal, make sure you are using the Horizontal Machine Definition, and using Top WCS / Front Tool Plane. All other rotated Tool Planes must be a "rotation of Front, around the Y+ axis".
Does this mean that the Tool Plane must be the Front Plane relative to the currently active Top WCS, or that it must be specifically the Mastercam 'Top/Front' planes ? ( which would necessitate moving the part geometry) ? Thanks
-
8 minutes ago, JParis said:
I would just so that any file references don't possibly get mixed up....
I typically install old >> New and uninstall new >> old
Thanks for your valued advise. I am really disappointed to be going this route, as I clearly macam2018 works just fine for others, but at this point I think its my best option.
-
Unfortunately for me, Mcam2018 has been a series of frustrations eg. slow toolpath processing ,multiple buggy issues, crashing, tool library issues, glacially slow verify etc, to such an extent that I am giving up before I waste any more time with it . I don't need any of the 'lipstick on a pig veneer' that the latest release usually has, so I don't routinely install every new version, and I regret installing mcam2018 as my efficiency has dropped significantly . I am not trying to claim that it's bad software, but for whatever reason that I have been unable to pinpoint, it has been a very bad experience for me. I am running on the same hardware and O/S as the previous (mcamx8) version, so I know that's not the issue. I am not a computer guru, and also have the problem, as many do, of working with an indifferent IT dept. I have little sovereignty over my computer settings, and after months of trying, we have failed to find the cause of many of the problems that persist. At least as a short term fix, I am cutting my losses and intend to reinstall Mcamx8, which ran like a Rolls-Royce. I have a very large visibility project imminent and can't afford any time to be continually battling software issues . Again this is not to bash the product which I have used and advocated for many years , but for whatever reason(s), mcam2018 has been a lemon.
I still have my mcamx8 installation disk, tool libraries, posts/machine defs etc. I know that there is the issue of backwards compatibility for mcam2018 created files, but I can live with that for now. My question is, will I need to uninstall mcam2018 before I try to re-install mcamx8? Are there any other issues that I may not be aware of?
-
if (opcode$ = three),
pcan1, pbld, n$, *sgcode, *sgabsinc, "G9", pwcs, pfxout, pfyout,
*speed, *spindle, pgear, strcantext, e$
else,
pcan1, pbld, n$, *sgcode, *sgabsinc, "G8", pwcs, pfxout, pfyout,
*speed, *spindle, pgear, strcantext, e$is how I do it.
Chip Fan
in Industrial Forum
Posted
Taking a look at chip clearing fans, all looks good on the videos, but would like user opinion. How effective are these ? Obviously designed for use on enclosed machines only, but are there any other limitations/downsides ? Do you incorporate into your program with TLO or MDI/Handwheel ? If so, how close do you get to the part and do you include it in program simulation?
Thanks.