





CNCGUY
-
Posts
485 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by CNCGUY
-
-
Always save before I walk away to do something else - even if I just did it !!!!
-
 1
1
-
-
Hey all,
We are about to launch a third shift and will be running 24 hours x 5 days. Any pros/cons as far as when the week starts, Sunday night or Monday morning?
We've had some discussion here but more input is always helpful!!
-
quote:You need the angle for the threadmill to follow.
+10000
It will not work without it!!!
-
We run Multi-DNC here as well to 26 machines. All are wired. The request is made at the machine by scanning barcode that is supplied on the setup sheet. We chose this method due to program name length and no fat finger foul ups.
-
Thanks John. That did it. Guess my search criteria wasnt very good.
-
Hey all,
I just installed X2 MR2 SP1 on my M6500. I cant do calculations in any fields where I should be able to. I remember this problem in the past but dont remember the fix. I searched but still no luck.
Thanks
-
Looking at a new M6500 and wondering if the Quadro FX3800M is worth the extra $470 or will the FX2800M work fine. Both are 1gb which is already an improvment over what I have now. Should the $470 be spent on some other upgrade???
-
Not sure if this makes a differnece - are you using tool staging?
Something like this sounds familiar.
-
Not sure, but I think you would use 0=54, 1=55, ~ 6=110 (G154 P1) 7=111 (G154 P2)
HTH
-
Select the ops you want to "unlock" then click the lock in the uppper left corner of the ops manager.
HTH
-
Most likely it has to do with how the tool is setup. Check tool setup - you can change spindle direction there.
-
quote:Do you guys use the stock advance toolpath for that?
Its not necessary. It can be as simple or complex.
Simple - place a G105 at the end of your program and have accurate numbers in #3100, #3101 and #3102. We have had problems with the acuuracy of the push. It would tend to feed to far.
Complex - Call up a sub program with a bump stop with the G105 for the bar to push to. This method requires all variables to be extremely accurate. If something is off, the loader will want to push farther than the bump will allow.
FWIW - We use the complex method. We also check when a new bar loads to activate the parts catcher so remnants exit the machine rather than end up in the auger.
HTH
Edit-I just noticed you said you will be using a bar puller, not a bar loader.

-
You should be able to clamp the chuck with the foot switch after M00. We do it every day here.
Cycle start to clamp it will not work. Its a safety to keep one from starting the spindle with material in it while un-clamped!!!

Automatic bar pulls work great. We do that also. Clamp and un-clamp work fine when programmed. Dont hit feed hold while un-clamped - your program will stop right there.
-
We deal with a company by the name of Sheffco, Inc. in Michigan. A new OMP-40 cost $3000. If I send them a smashed up one, they will send a new one for $1000. (Pricing may vary!!!)
I was told Renishaw doesnt actually repair anything, they just want it back to smash it.
-
You should be able to copy/paste the tool then make necessary changes.
-
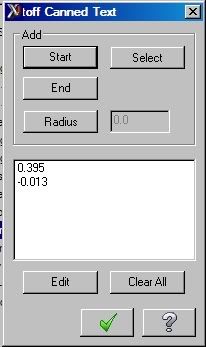
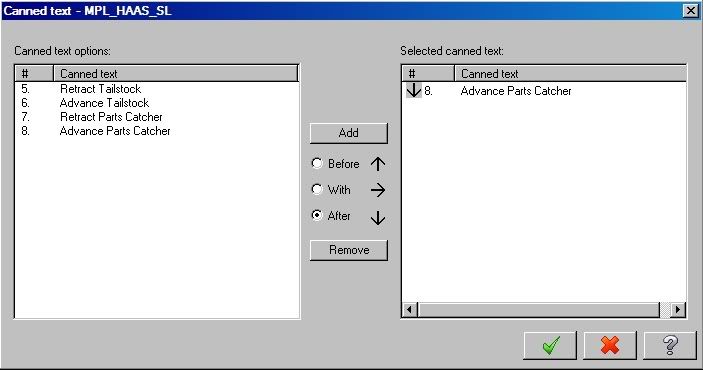
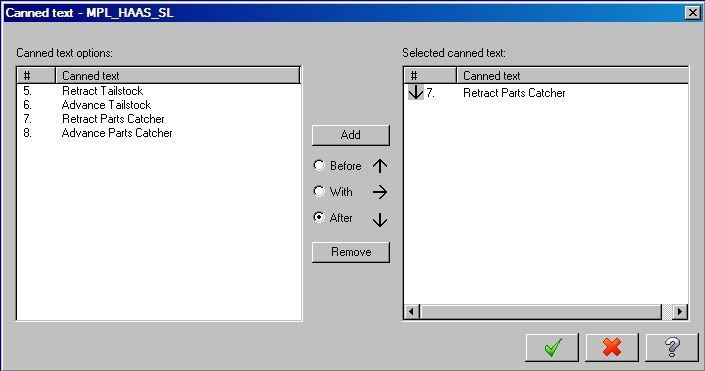
• Canned Text
• Radius
o Enter/Pick the radius to activate parts catcher
o Advance Parts Catcher
o After
o Add
• End (From cut-off parameters)
o Retract Parts Catcher
o After
o Add
There is no need to do any manual entry to get correct code.
code:N6 G30 U0. W0.
G54G97 S1200 M04T606 (CUT OFF .122 R)M08G00 X.9808 Z-1.618G01 X.25 F.004M24X-.026M23G00 X.966M09G00 Z.05G30 U0. W0.T600M01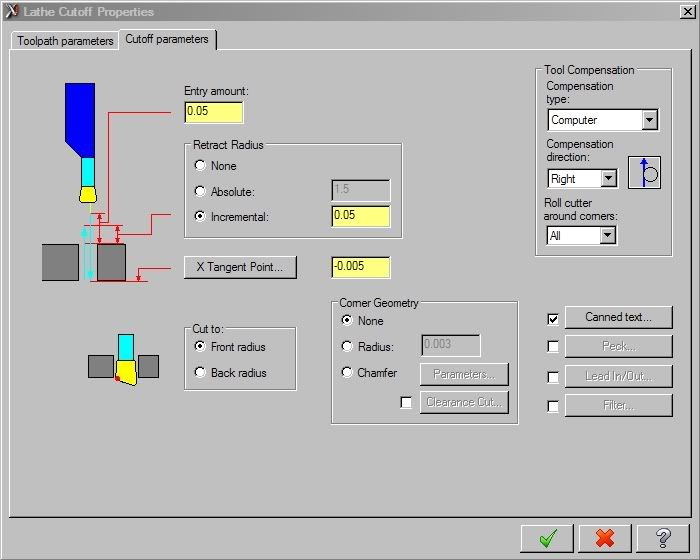
-
Use canned text in the cut-off paramaters page of the cut off cycle. We use it here all the time - works great. You may need to change the actual code in your post.
HTH
-
Hey peeps,
What do you folks do to inspect parts to ensure that you arent running hundreds of scrap parts on nights and weekends. I realize its not as big a deal for long cycles, but what about short cycle - high volume parts? Is this type of stuff done only with materials that dont where tools very quick (ie. 6061)??????
What about a pallet thats scheduled "after hours". How do you know its gonna be good. Was it proven out at some point?
Just trying to understand more.

Thanks for the insight!!!!
-
Del,
Since I got the M15 info to add to the post from you, I was hoping you had the solution.

Hopefully someone has a way to do this - short of a misc. int.
-
Were running a Fanuc EDM with a fanuc post.
quote:# Control Name : Fanuc# Description : Generic 4 Axis Wire Post# 4-axis : Yes# Executable : MP 10.0When programming manual tapers (change at point) the post isnt catching it to post an M15 P1. The T is posted where required, but thats it. Everything works fine for all other tapers, but not manual.
code:M15 P0
G55 G00 X-.42539 Y1.0945 Z1.75 I1.75 J0.G92M60M37 I1.75S441 D441G41 G01 X-.41539X-.31539Y1.0845X-.27035 Y1.0585X-.03088X-.00639 Y1.083X.10762X.1179 Y1.07301G51 X.12162 Y.9435 T.5G50 X.14862 T0.G02 X.18862 I.02 J-.015G01 X.20562X.21649 Y.93354G51 X.2207 Y.88543 T.5X.25635 Y.7524G50 X.50898 T0.G51 X.54462 Y.88543 T.5X.54975 Y.94404G50 X.56062 Y.954 T0.Any ideas on how to capture a manual taper so I can get the M15 P1?
Thank you
-
Pastaga,
depthcc controls the depth of cut.
For a HAAS, you need to use the old style (1 line) rough cycle, not the new style (2 line).
Look for this in your post
quote:# --------------------------------------------------------------------------# Machine Specific Settings# --------------------------------------------------------------------------#Machine axis switches, initialy_axis_mch : no$ #Machine has Y axis, 0=no, 1=yesold_new_sw : 0 #Switch old (6T), new (0T+) cycle formats, 0=old, 1=newwcs_origin : 0 #Always use the WCS origin for coordinatesdia_mult : 2 #Multiplier for output on X axis (Neg. switches sign of X)y_mult : 1 #Multiplier for output on Y axis (Neg. switches sign of Y)z_mult : 1 #Multiplier for output on Z axis (Neg. switches sign of Z)dia_shift : 0 #Shift for output on X axis, radial entryy_shift : 0 #Shift for output on Y axisz_shift : 0 #Shift for output on Z axismap_home : yes$ #Use home positions as entered or map to machine axis
-
It would have to be saved to be used again or turned on in each operation.
-
Thanks Colin.
I was thinking that would be greater than or less than, but if its not greater and its not less, it's not equal.
-
Hey guys,
I looked thru the reference guide but didnt see what I need. How do we check if two variables are not equal?
Thank you
Part Marking During Cetrain Time Period
in Industrial Forum
Posted
Thats a pretty cool idea. Can you capture the actual time on the machine then use that in your macro. I cant help you where to capture it though.