




TF Leeson
-
Posts
21 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by TF Leeson
-
-
Trying to create a tool in the stand alone manager.
No matter what I do, I can't get this to work.
Any help would be appreciated
-
I've got some weldments to machine. They're a bent sheet steel "u" shape, with a tube welded across. The tube is bored for a shaft to slide through, it must be done after welding so turning isn't an option. I'll have to ream about 10 inches through, to a 1.005 ID. The question is, does anyone know who would make a reamer (the replaceable tip style) capable of running to that depth? I've looked everywhere, and our local tool rep came up shorthanded as well. If not, has anybody helix bored to that depth with success? Max amount of material id be removing would be around .01, I just need the clean the ID up after welding.
-
yeah that's what I meant
-
I'm in the market for a few new tools. One I will be buying is a 1.5 inch diameter Square shoulder mill. I've only ever used the set screw type...and am curious as to others experience on the two different styles.
-
Yes I am
-
Thanks Gcode. Just out of curiosity, are there any other ways this could be done aside from what you mentioned above?
-
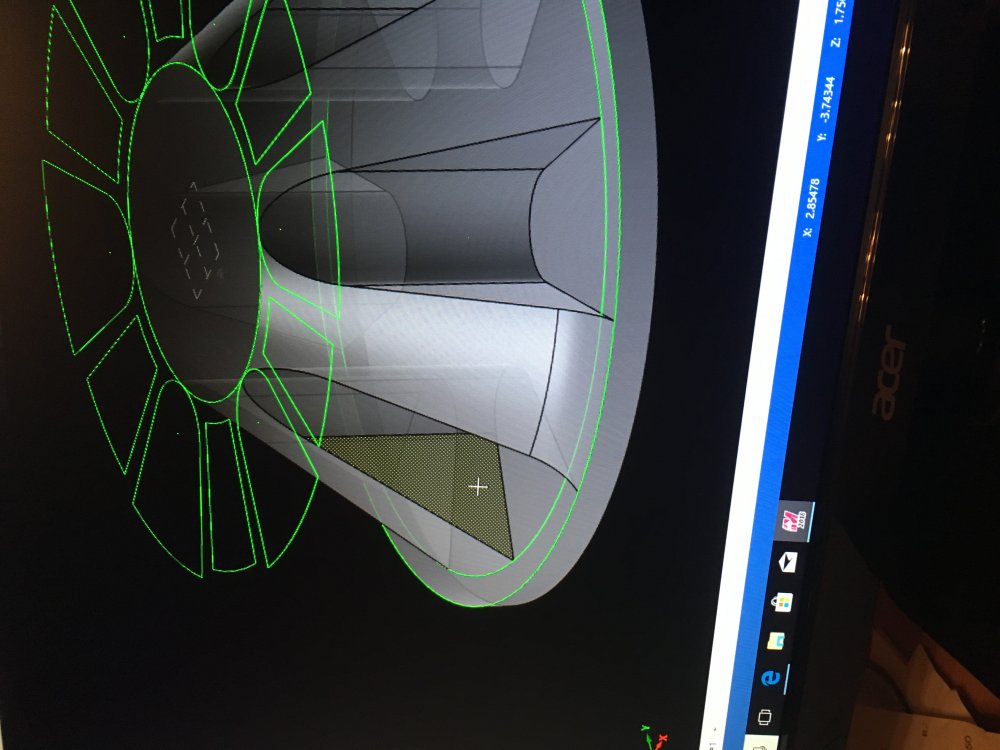
Hello all. Trying to teach myself how to draw solids and am stuck. Anywho, attached are two pics. One of my current part (incomplete),and one of what It should look like when complete. I'm trying to cut the pocket on the angled surface and the fillet and am not quite sure how to go about it. Anything helps.
Sincerely,
Stucker than stuck

-
Thank you
-
Hello all, noob here. Say I have a first op and second op in separate files. How would I go about pulling one into the other? that being my solid model and paths. I have a part I'm now running with both first and second op fixtures in the machine at the same time.
-
I've convinced the powers that be to purchase some tooling, one thing we do need is a better face mill for finishing. The Iscar IQ 845 looks promising. Any recommendations? Currently doing a lot of 50w plate work.
-
Everything checked out, I ran the remainder of my parts today with a solid holder and no problems at all. Thanks guys.
-
What are you guys using to hold your taps for rigid tapping? I've used floating for that last few years with no problems until yesterday. Crunched a brand new m6x1.0 rollform tapping 6061 T6 3/8 plate. From what I can tell, the tap caught and when the holder ran out of float it broke. I'm relatively new to CNC machining so any tips would be quite useful at this point.
Thanks
-
M20 tap isn't that big for a 40 taper, and 1018 makes it even easier. I wouldn't try much larger though.
Get the right tap for the job, and run it 40-50sfpm.
I do M20 and M24 in my 40 taper mills in 4150pht and 8620. (1-1/2" thru holes)
Roll form of cut? and are you peck tapping the m20's?
-
50 taper 30 horse spindle. I will start at 24Sf and see what happens. Thanks, jeff
-
I have some M20x2.5 holes that need tapped in 2 inch 1018 plate. I've never tapped anything close to this big before in a machine. What sort of rpm should I be looking at to do something like this. Any info helps.
Thanks, Jeff
-
ill get one of them to try as well. thanks!
-
TiCN for aluminum?
Uncoated/Bright finish is ideally what you want.
I don't know how beefy your machine is, but I'd run it max rpm, full depth and whatever feed you can get away with.
$50 is a good price for these if you are able to convince the powers that be to buy one.
http://www.lakeshorecarbide.com/12squareendvariablefluteendmillforaluminumzrn.aspx
7500 rpm available. I will get one and give it a try. Thanks!
-
I have some .375 thick 6061 aluminum plates 31.3x24.5 that need drilled and a slot milled on one end. The slot is 3.3x7.1 and I have to use contour at full WOC to mill the slot as a cutout (its all our jig for this job will allow). the only cutter I have available for aluminum in the shop currently is a 1/2 3 flute carbide TiCN coated endmill for aluminum. I am curious as to what I could get away with for speed and feed, time is of the essence on this job. Workholding isn't a problem. The plate is clamped well, and so Is the loose piece produced by the cutout. Any info helps as I have very little experience machining aluminum. parts will be done on a Haas vf-9/50. Any suggestions regarding cutters would be great too, the owner is open to spending some money on the right tools as long as it in the right place.
Thanks, jeff
-
That's a broad question. Are we talking milling or turning? What material?
milling. Mostly 1018. i run a lot of 1/2 inch -1 inch 4 flute carbide EM's
-
I am new relatively new to CNC machining. Recently I got a seat at my workplace and am curious as to what sort of stock you guys are leaving on for your finish passes, WOC, DOC etc.


Creating Custom tool
in Machining, Tools, Cutting & Probing
Posted
still giving me an error even with that file