





ch3no2freak
-
Posts
30 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by ch3no2freak
-
-
I got it all figured out
-
 2
2
-
-
after seeing what you posted, and then messing with the post i have I think i finally have it all figured out except for one thing. everything works except for some reason after I set 0 on my machine and send the file, it retracts the tool like 2 1/2" and then starts initiating the file. I thought maybe it was in the way I set the toolpath up but I verified everything is correct to the way I used to set it all up. So I guess with a little more tweaking I will have this all set up correctly. you guys have any idea why its doing that? probably a stretch but I figured I would ask none the less
-
I was able to disable the a axis, I cant quite figure out how to disable the tool changer. also it kjeeps telling me that axis is missing from G0 and G28 MPFAN.zip
-
On 2/17/2019 at 12:17 PM, Colin Gilchrist said:
What Post Processors do you already have for V9.1?
Look in your Post Folder:
Install\mill\posts
(Install should be something like "mcam9", or something like that.)
Jeff's comment about GitHub, refers to a website which hosts "online open-source software code". He looked on Github to see if there were resources available for your controller, and saw that the G-codes for the GRBL are very similar to the Fanuc control.
So, the first step is to search through your Mastercam installation for a file called 'MPFan.pst'. This is the standard "mill Post for a Fanuc 3 or 4 Axis".
Once you locate MPFAN.PST, you should make two separate backups. Copy/Paste and rename, and also make a separate backup, with a different File Extension. (Make "mpfan_backup.pst" and "mpfan.bak)
This is for safety, so if you mess up the logic, you have a way to recover.
The "Post" is just a text file, with code written in the "MP Post Language", which is a scripting language. A bit like a cross between VBScript, a Batch File (.bat), and Standard C.
The Post contains instructions, which tell MP.DLL, how to process your NCI (Toolpath data), and turn it into NC Code.
Now, create a sample Toolpath in 9.1, and Post it with the Post. Once you have NC Output happening, figure out what needs to be changed for your machine, and we can help you do that.
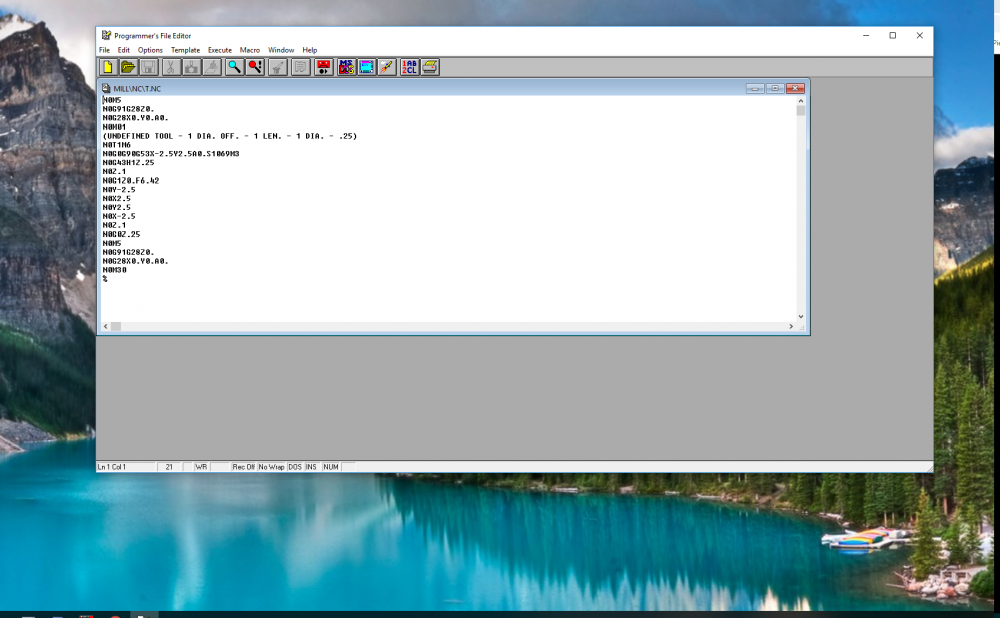
M5
G91 G28 Z0.
G28 X0. Y0. A0.
M01
( UNDEFINED TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - .25 )
T1 M6
G0 G90 G53 X-1. Y.5 A0. S5000 M3
G43 H1 Z.51
G1 Z.23 F50.
X1. F350.
Y-.5
X-1.
Y.5
Z.49 F300.
M5
G91 G0 G28 Z0.
G28 X0. Y0. A0.
M30
%
this is what i got back after using a different fanuc post I got from mastercam. However ugcs kicks back errors saying a few lines are unsupported. the high lighted stuff is what it didnt like
-
right but I dont really understand the answers, thats where im currently stuck
-
Well hopefully this thread doesnt die and I will here back from you guys soon
-
thank youfor taking the time to help me with this, sorry for being pretty ignorant on all this lol
-
ok made the files (backup and and the other), opened mill and made a square with a simple tool path. ran the post and got this back
-
too be completely honest with you, I'm not 100% sure what that means. Could you educate me slightly?
-
So I converted my bench top mill to cnc and I got everything working. Heres the issue, I have mastercam 9.1 but cant find the post to make it work with GRBL. I downloaded fusion 360 and that works but I know how to use mastercam 9.1 pretty damn well and not so much the fusion software. I also have many many MANY files already written in mastercam from years ago that I would rather not have to redo in fusion. Does anyone anywhere know where I can find the post to make this work? The re-seller has nothing for me, and master cam corporate couldn't help. Yes I know 9.1 is pretty old, however it still work pretty well for me. Thanks for any help any can offer.
-
i tried adding the tool path to the design and then saving it and it cut it the same way as before. :/ oh well...
-
v9.1 = real old.
Sorry, I cannot help you there in regards to Add-Ins.
Rob's suggestion of doing a path and plotting it and doing 'save as geometry' is probably all you'll be able to do in v9.1 to do this "re-ordering" .
alright well thank you for your help anyways.
-
ch3no2freak,
Do the individual entities within the "chain" need to be oriented start pt->end pt, start pt ->end pt?
To see what I mean do Analyze-Entity and Mastercam will show you the Start Pt (green) and End Pt (red) of the entity.
So is it OK if you have two lines that started from opposite directions and ended at the same location?
Of do only the entities themselves just need to be "one after the other" in the desired order?
*This is fairly simple dto do. (not quite so true if you've never done anything with NET-Hooks), as it's a bit out of the ordinary.
You're running Mastercam X9, correct?
Please email me your contact info -> SDK <at> mastercam <dot> com
mastercam 9.1
-
Net-hook? Ok then what do I do?
-
No doubt, as it would not know what "geometric order" could/should be. They're just a collection of random geometry entities.
Let me get this straight...
You're just sending out the geometry data you've created in Mastercam as a DXF file, and that is what's sent to your machine?
Or are you creating an actual toolpath in Mastercam?
By creating a toolpath, you would be setting your desired cut-order.
If we now need a DXF file "in that order" we'd need to extract the geometries referenced in the chains (in their chained order), then write them out in that order.
*That's where it could get a bit tricky.* I’m thinking of a couple possible solutions
It would require using a NET-Hook or C-Hook Add-In to “re-process” the geometry.
You are correct, I am sending out data I've created in mastercam as a .dxf file for my vinyl cutter to read. I am not putting toolpath on in master cam.
-
well then darnit! haha thanks for the help guys. hopefully someone knows how to fix this problem.
-
so is there no way to fix the issue when converting it to a .dxf with the geometry being out of order?
-
i think you have to change the extension to a .txt
-
anyone anything?
-
how do i check and or fix that? is there a way to?
-
oh I see what your saying. sometimes i import line art from corel but then i go over that with arcs and lines then erase all the splines.
-
i dont use splines though
-
Is your geometry Lines, points, and arcs or are they Splines?
This sometimes happens to me when I send designs to the WaterJet.
how did you fix that?
-
I remember sending stuff to the plasma cutter or mill and it would do that. It was just really odd

mastercam 9.1 w/ GRBL
in Post Processor Development Forum
Posted
I can post when i get home man but honestly it's just the fanuc post from master cam and i disabled the a axis and i delete the tool change code and the m codes after i post it. That did the trick