





Alex Nitti
-
Posts
7 -
Joined
-
Last visited
Alex Nitti's Achievements
")



-
Hello, I'm trying to modify Generic Haas VF-TR_Series 5X Mill postprocessor. There are xout, yout, zout variables in it for output X, Y, Z tool coordinates. I need to assign a math formula to recalculate xout variable. For example pcom_move a = 10 xout = a + 5 - adding a value n$, xout, e$ - output xout but it is still output initial X value without adding a+5. What I do wrong?
-
Ok, Thanks.
-
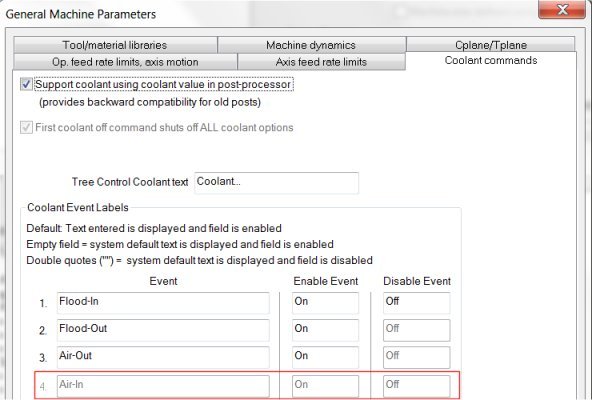
Hi all, I have 4 different coolant types on my machine. But they are only 3 types are active in General machine Parameters. Please advise how to add another one? V9-style is used in the post. Regards, Alex
-
Hi everyone, I have head - head machine with A (-120+120) and C (0-360) rotary axes. It's possible to get the same tool position with two ways for such kinematics. For example A-90 C0 position can be achieved as A+90 C180. At the momemt my postprocessor outputs second variant (A-90 C180). Please advise how to minimize rotary movements and have A-90 C0?
-
Overal Tool length output in tool table
Alex Nitti replied to Alex Nitti's topic in Post Processor Development Forum
geirsj, I'm using MasterCAM X9. I managed to output tool length. I thought there is pre-defined variable for tool length and I just can't find it's name in manuals. Your reference to NCI guide helped me. Thanks. -
Overal Tool length output in tool table
Alex Nitti replied to Alex Nitti's topic in Post Processor Development Forum
Ok, thanks, I have NCI reference guide and I guess it has what I'm needed. -
Please advise, what variables are used to output overall tool length and cutting length in tool table?