





Philcott
-
Posts
1,498 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Philcott
-
-
Do you use the compression style or a floating one?
-
I love living on our island but I have to say finding new tooling is not as easy as one might think. I've been pressuring the bossman to send me to a tool show again since it's been 15 years. Hopefully I can get to Chicago next year but I'm not holding my breath.
We have long used hardinge's TT-3/4 tapping heads for both cut and form tapping. They have served us well but I thought it's just about time to see what else is out there and what other guys are using. DO you use compression style?
On the machines that have rigid tapping we use that but we have a few lathes that don't have it.
What are you using and are you happy with it.
-
I still haven't heard from Tim.
-
I think you will have (as you seem to already know) nothing but trouble trying to do this in one opp. I would try roughing the OD, drill (use a 135 degree split point cobalt drill-peck drill but only retract .01 or so to break the chips), rough the ID to within .02 per side or so, finish the OD to size and part off.
2nd opp. Bore jaws so the part is holding almost all the way around the part (kind of like a collet with as much contact as possible). Finish bore to size. We have had great luck in Ti. with Seco TS2000 grade inserts. Bore the jaws to hold as much of the length of the part as you can and relief the bottom so the chips have a place to go.
It may not be production but at some point you'll just have to get the parts done.
-
Anyone feel like telling a noob what IMTS IS? =]
It's the big annual tool and manufacturing show in Chicago. Everything you need to know is a click away. http://www.imts.com/
-
It is looking like we will be in the booth Tuesday most likely doing interviews with cnc and a few dealers live for you folks that will not be going.we Eapprentice and CNC will be sending out info of times by next week and how to see the interviews and at least one of the dog and pony shows from the booth.
Ron I will see you this friday and then again at the show.
Jay,
Will this be a live podcast? It would be cool if we could interact with some of you folks while you're there.
-
Thanks Greg.
What tap is your code for?
-
Can someone post up some working code for Okuma rigid tapping? My co-worker tried what was in the book and the machine just skips over it.
Where do you put G95 in the code?
Does rigid only accept metric feed?
Thanks.
-
Rob,
As of March 2011 Tim was still posting on the DR forum. I just sent a PM to him. We'll see if I get a reply.
-
If you're talking about the one touch-igf-xl 2nd edition manual. Yes we do. Now about finding the seat time..................That's another story all together.
-
 1
1
-
-
That's interesting Ben. I was under the impression it was used mostly for simple parts. Also I didn't know Y axis could be programmed too. Don't forget I'm new to Okuma's.
Have you found any good training info on it or do you find the manuals that came with the machine and time at the control to be the best learning tools?
-
The MPLOkuma Inhouse post is a cost post afaik.
Bummer.
-
I hear talk about a MplmasterOkuma post. Is that post a downloadable and then modifiable post? My inbox awaits any and all replies.


-
I'm just cutting my teeth with learning how to program our Okuma. Many of our parts are on the complicated side so my question is do you mostly program simple face and turn with a drill and a bore kind of parts with the one touch? Can any of you post up a pic of some of the more complicated parts you did with one touch to give me an idea what it can do?
Thanks,
Phil
-
Now we're getting some where. The code (with a couple housekeeping tweeks) ran the profile.
I at least now now what I need the post to output for me. Now begins the most un-enjoyable task of messing with a post to get what I need.

Email sent
-
That bit looks simple enough. You will see from the file I sent that the part will need to use cutter comp as well as G102 and G103's throughout the profile.
-
PM sent. Forgot to ask for email addy.
-
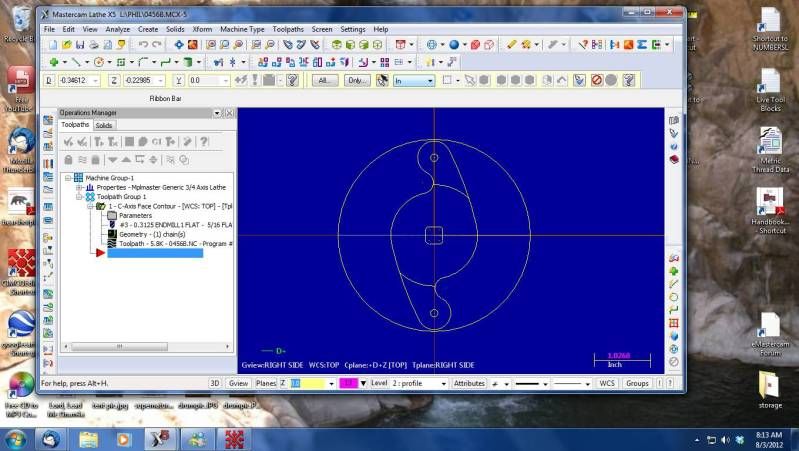
We have the above mentioned lathe and I need some help figuring out what the code needs to look like to run some C axis face milling on this.
First of all, we have a lot of programs written to run on our fanuc controls and we would like (if possible) to be able to tweak the code to run on the Okuma. If we could change the G113 to G137 or something like that it would be great but I have a feeling it won't be as easy as that.
Below is a sampling of the code I use now. The X value is the diametrical distance along the horizontal axis (X on a mill) and the C is the radial distance along the vertical axis (Y on a mill).
What I need to know (we are new with this machine and I don't have much for sample code with explanations) is when programming with G137 where do I get my values for X and Y? From there I can start working on some post mods to get me going.
The machine has a Y axis but for now I want to try and get this conversion going
Any help would be much appreciated.
G0 X4.0161 Z.25
M8
G112
G1 X-.3536 C2.0002 F100.
Z.05
Z-.25 F6.42
G41 X-.1768 C1.9119 F40.
G3 X0. C1.8753 L.125
G2 X.8186 C1.6243 L.4593
X1.8444 C.2121 L6.1562
X1.8925 C0. L.9462
X.3694 C-.9281 L.9462
G3 X.3402 C-.9607 L.0437
X.3904 C-1.0003 L.0437
G2 X.9185 C-1.416 L.4592
X0. C-1.8752 L.4592
X-.8186 C-1.6243 L.4592
X-1.8444 C-.2121 L6.1562
X-1.8925 C0. L.9462
X-.3694 C.9281 L.9462
G3 X-.3402 C.9607 L.0437
X-.3904 C1.0003 L.0437
G2 X-.9185 C1.416 L.4592
X0. C1.8753 L.4592
X.1984 C1.8644 L.4593
G3 X.2524 C1.8615 L.125
X.3868 C1.8811 L.125
G1 G40 X.5976 C1.9483
Z.25 F100.
G113
I have a .Z2G profile that we have used on our fanuc controls I can send if someone wants to try and help.
-
Thanks to all who gave me suggestions they all contributed to figuring this out.
-
I would try getting a PCD threading tool. Diamond tools are wicked sharp and would cut through that stuff like butter. Also, how may passes are you taking? Lots of light cuts is going to be your best bet.
It's cutting in 18 passes now and ran last night with no problems. What a day yesterday fighting this crap.
I really think the main solutions were getting the cutting speed up high enough and smaller passes. Sharp tool played a part for sure and I'll get a PCD insert if we get this job again.
-
I'm a little further ahead with this now. I am leaving more for my last pass .003, turning at 3000 rpm and using the coolant. So far I got one in a row. Yee frigin' Haw
-
On second thought, what about a modified threadmill? A tap may not handle the radial stress very well.
This idea has me thinking. Hhhmmmmmm.
-
I understand. It sticks to the insert then pulls chunks out of the material. The method I described is a pain in the butt, but we have machined threads this way on some NASTY refractory alloys that are soft and gummy. And, they are abrasive as well. You gotta love it.
We don't have a way to grind that here anymore and my eyes aren't what they once were to hand grind the tool. I do appreciate the tip though.
-
The problem I seem to be getting is the material lifting/pulling off the part and leaving torn out areas, It's not a build up on the threads.
Handy thread site
in Industrial Forum
Posted
nice but no metric