




jjones61
-
Posts
18 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by jjones61
-
-
At this point I would reach out to DMS...They're not going to give you a post for free but they might be willing to work something out with you...they're pretty good guys.
-
13 hours ago, Jesus Pacheco said:
Thanks for your help, here´s the post i´m using i assumed it was a generic post that was adjusted because of the comments wrote on it but it may be as you said from some developer.
The old plant that had the machine has the post that came with it but it´s used on BobCad Cam and we don´t have license for that software.
I took a quick look at that post and it's definitely a binned post (As usual, Colin was right
 ). Unfortunately that pretty much means you're going to have to contact your reseller.
). Unfortunately that pretty much means you're going to have to contact your reseller.
And BobCad?? Sorry, that brings back bad memories...I used BobCad for 3 years and while it's useable, it's most certainly NOT MC!
-
2 hours ago, Colin Gilchrist said:
The answer is that he is using a customized Post, and those sections have been hidden by whomever wrote his Post.
You need to reach out to the Post Developer, and will either need a Maintenance Agreement, or will need to be sure that your company made a legal Post purchase.
Yeah, that was kind of my assumption...he said it was a generic Fanuc 5 axis post but that didn't make a lot of sense to me...you would have to do a lot of editing to convert a Fanuc post to a Fagor post. I'm sure it can be done, but that's a lot of unnecessary work when there are perfectly good Fagor posts available.
My guess is it's Postabilty post since that's what both our reseller and DMS gave me.
On 3/12/2021 at 7:53 PM, Jesus Pacheco said:we didn´t get it from the manufacturer, this machine was moved from a plant that was shut down last year.
If this is the case I would try to find out what happened to the post the previous programmer was using...
-
On 3/14/2021 at 5:41 AM, CNC_Newbie said:
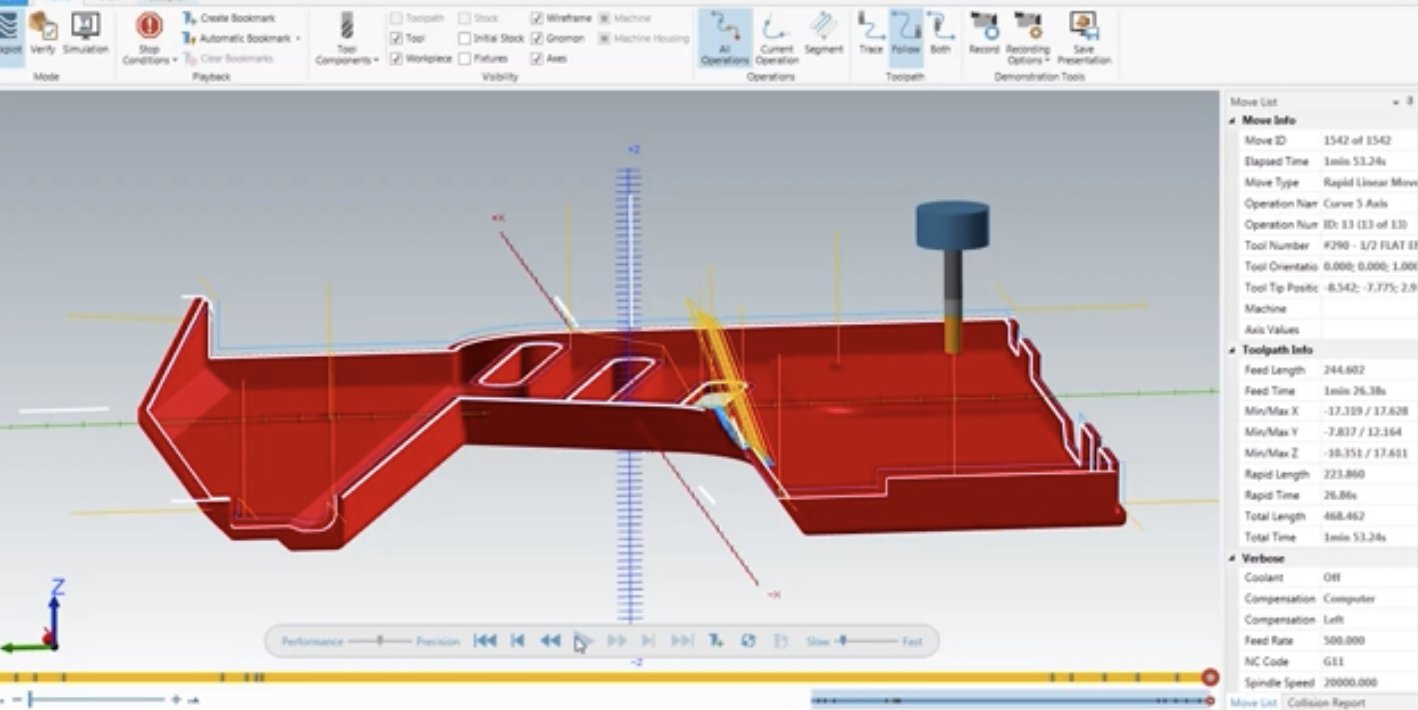
I programmed my first part with 5axis moves tonight. I must of learned more than I realized. I actually am starting to understand this stuff just a little. Now that can use the Curve toolpath. Time to learn some of the other multi Axis toolpaths like Parallel and Swarf and Flow.
I'm not sure that I will be using very many of these tool paths to do the kind of stuff we do.. Like I said before, we trim out parts from thermo-molded plastics. Lots of side cutting and holes.
I do also need to learn the drilling operations. For the holes in this part I just created an edge chain of the hole, lowered it .025 past the bottom of the model (via dynamic transform). Then used the 5 Axis curve to cut the holes.
I need to.learn the drilling operations as there is way more flexibility..Also I need to learn how to set up multiple passes on each of the toolpaths. I'll use the multiple passes as a rough cut then a finish cut laslty I want to use a debit lolipop mill to Chamfer some of the edges.
The very next thing I need to learn is how to set up the Simulator to match our machine and to mock up our fixture heights so we can test for clearances and such.
Oh also I want to set up a location hole for setup parts, so when the boys in the shop set up a new job that is they can get the locator dial lined up in the hole on a setup part, the X,y,z will be registered perfectly. Take the 2 day.setups down to 30-45 mins.
Hope everyone now doing well. I just thought I would share a little bit of my progress. 5 months to go.
First, Congrats!!
That photo brings back a lot of memories...my first 5 axis programming was doing exactly that...trimming out plastic parts...on a Motion Master! (I did have about 10 years of 3 axis programming experience prior tho...starting out by jumping directly into full 5 axis is kinda like hopping into an F15 and trying to go for a joyride!!)
For what it's worth I used the curve toolpath for probably 95% of all my toolpaths. I would just pull the wires off the inside edge of the part and then create and edit Tool Axis Control lines until it looked good in backplot. There may be a better way but this was simple and I like simple!
Another thing I would strongly recommend is learning how Tool Center Point (which btw, is G48 on the Fagor controllers ) works and how to use it...that will make your life a lot easier!
One more suggestion then I'll quit my babbling...instead of offsetting your wire to control the toolpath depth change the vector depth (Parameters/Collision Control). If you put a negative number in it will lower your toolpath.
Again, congrats and keep plugging away at it...it will get easier!
-
 2
2
-
-
Dang Man! I'm glad to hear it wasn't any worse than it was and you're going to be ok!
-
On 3/12/2021 at 7:53 PM, Jesus Pacheco said:
we didn´t get it from the manufacturer, this machine was moved from a plant that was shut down last year.
Well, that shoots that idea!
Unfortunately my next idea was to do what Colin suggested so if that didn't work I'm a little perplexed. (Of course most days that doesn't take much! lol)
I don't think the prapidout or the plinout should affect your rotary axis order but hey I've been wrong before.
I can't promise you that I can fix it but I'll be happy to take a look at your post and see what I can come up with if you want.
-
If you bought your latest machine new from DMS you should have gotten a new post with it. I would reach out to DMS and see if they won't help you. If they don't let me know and I'll help you work through it.
-
I just saw this post and thought I'd throw in my two cents worth!
The first 5 axis machine I ever programmed was an old Motion Master with a Fagor control (cutting plastic parts as well) and millman is correct, once you get your post configured correctly you'll be able to post programs that require very little if any editing.
As far as WinDNC goes, it does have kind of a dated interface but I've use it to transferred hundreds of files both ways without any issues, my guess is it's the length of your cable that's causing issues. You don't need much of a pc to run it, I would see if you can find an old pc somewhere that has a 9 pin serial port on it and a shorter cable...or like you said, just use the USB port!
.gif ":)")
As for all the extra code you're getting in your posts, like has already been said, contact your reseller first, however if you still need help I'd be happy to take a look at your post if you want.
Keep plugging away at it, you'll get there!
-
I would get in touch with CNC Parts Dept.
They can probably point you in the right direction.
-
18 hours ago, 5th Axis CGI said:
They will have to give you a switch to control it. You can see if they have one, but most of the Postability Posts don't have this options and it would need to be requested from them to give this level of control. Can you throw together an example and share it so see exactly what your trying to accomplish?
Thanks 5th!
I'm about to take Dave up on his offer, but just in case anyone else is bored I've attached a drawing of a typical part we machine. We use a step drill to drill all those yellow counterbores and then a regular spiral router bit to miter the front and back edges, then come back in with a saw blade to seperate it into 4 parts. Nothing fancy but we run enough stuff like this to keep 2 dual table 5 axis machines running 8-9 hrs a day.
18 hours ago, Dave Thomson from Postability said:You can certainly reach out to me using the contact email on our website if you've like us to offer suggestions on your issue. I don't often stop by here, but happened to see your post today.
Dave,
Thanks, I will shoot you an email in a minute.
-
1 hour ago, 5th Axis CGI said:
What post are you using? Purchased or Generic?
It's a Postabilty post. I've emailed our reseller but haven't heard anything back. Plus I'm stuck at home right now so I figured this will give me something to work on and maybe I'll even learn a thing or two!
-
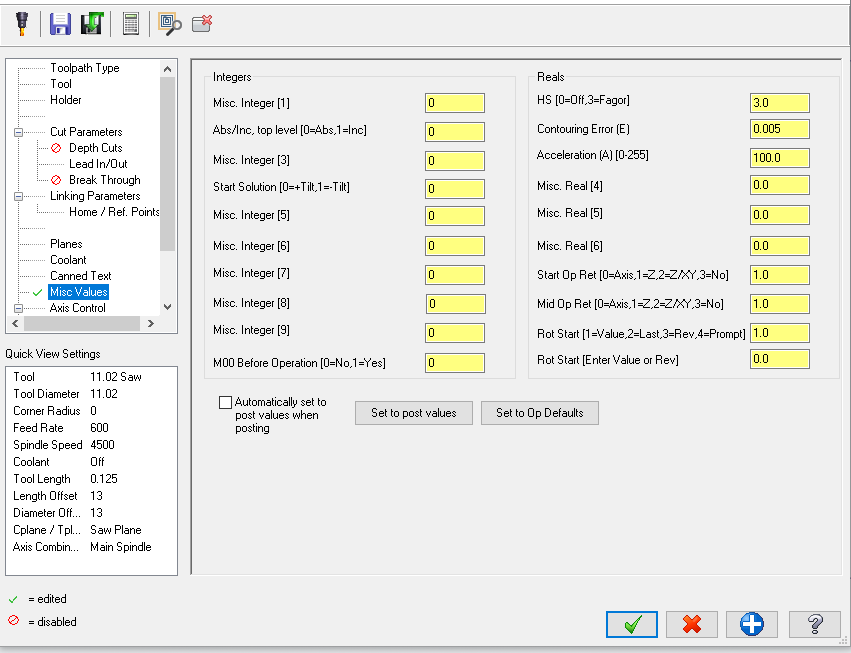
Is there a way to force Mastercam to tilt the B axis instead of rotating the C axis? We have a 5 axis head/head router and we do a lot of bevel cutting on opposite sides of parts. It's a lot more efficient to have the B move from -45 to 45 versus the C move from 0 to 180, etc. I know I could create different planes or make two seperate toolpaths to accomplish this but I'm hoping there might be an easier solution...using one of the misc's integers maybe?
-
32 minutes ago, peter ~ said:
Thank you so much!!! You have no Idea how huge this is for us, we have been bleeding on machine hours.
No problem, glad it worked!
I have learned so much from this forum that any time I can help out, I'm glad to do it!
-
2
-
-
2 hours ago, 5th Axis CGI said:
That looks like a Postabiliy Engine Post.
It Was a Postability post...until I got my grubby little paws on it!

-
1
-
-
18 minutes ago, peter ~ said:
I confirmed 100 % this was the issue a simple mistake but expensive, would any of you happen to know if this can be updated via edit common parameters?
You can in 2020...I would assume you can in 2018 as well.
-
3 hours ago, peter ~ said:
So it looks like your post uses Misc #1 to control retracts...I would create a couple of simple contour toolpaths, scroll down to Misc Values for each toolpath and make sure Misc #1 is actually set to 2 then post it and see what the retracts look like. I know sometimes I have to uncheck the "Automatically set to post values" box and manually change the number to make it work right, Also make sure you regenerate the toolpaths before posting them...even if they don't show up as dirty.
-
1
-
-
I don't know how their 3 axis posts work but our 5 Axis DMS post uses Real Integer #8 to control mid op retracts. If your is like this try setting #8 to 3 and see if that fixes your problem.
And on a side note...I've been programming Fanuc and Fagor controls for 10+ years and given a choice I'll take the Fagors any day! (just my $.02 worth)

YouTube Live - 5-Axis Intro - 20-MAR-2021
in Industrial Forum
Posted
Thanks, Colin...I hope you don't mind me posting the link...there is a LOT of valuable info in this video and I would hate for anyone to miss it!
https://youtu.be/xAADaMu9ZIE