





Brandon Swihart
-
Posts
11 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Brandon Swihart
-
-
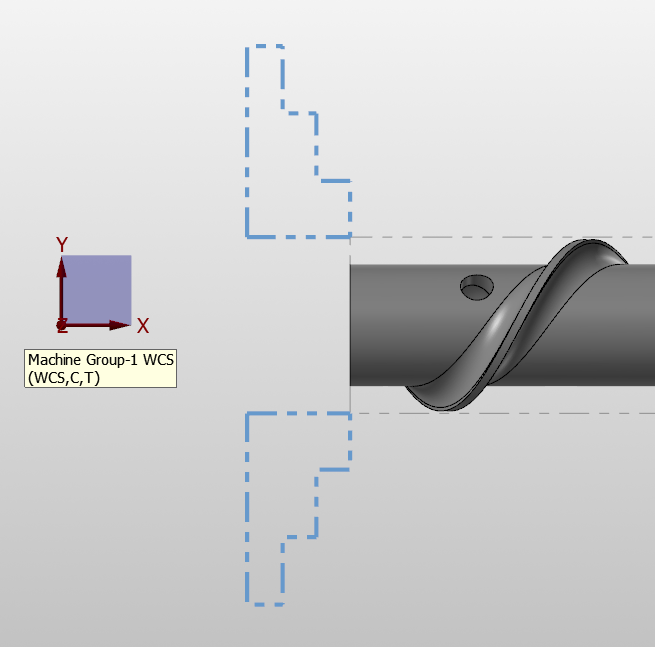
Hi, I just went through the mill-turn tutorials and I'm setting up my first ever mill-turn job in Mastercam.
One thing I notice is that I can't find a way to set my own solid model as the stock. We're roughing this part out on a 3 axis mill and being able to save out the stock model's mesh and use that as the initial stock in the mill-turn op would be extremely helpful.I also don't want to clamp on the bar stock itself, this part has endwork done before the mill-turn op that allows us to insert fixturing and clamp on that, which affects the jaw/tool holder clearances and the distance from the end of the part to the face of the jaw on either spindle. Does anyone know a way around this? Thanks
-
No, they were set to 5 axis. Our local Mastercam reseller reached out to CNC Software and were told this:
"This was an issue with Multiaxis toolpaths in 2021 which were using 4-axis tool axis control. In this case, the posted code is good, just the verify is incorrect. The plane change between the ops is what's throwing us for a loop when both are simulated. While the posted code and classic backplot will have the correct rotary moves, they were not being read as 4-axis only in verify. (As a test, change the toolpath to something with 5-axis TAC that will have similar motion and run them through verify again. All will be good.) We addressed this under #D-37675 for Mastercam 2022, but I guess it was too late to make it into a 2021 update."
Sounds like the best solution would be to upgrade to Mastercam 2022. It's a pretty rare error, at least for me. I've only had it happen two or three times
-
I'm trying to run a 5 axis toolpath but my machine alarms out due to the retract height being above the machine's z axis limit. Is there a way to assign a z travel limit in machine simulation from the center of rotation in order to predict this? Thanks!
-
I'm trying to verify a program with a couple flow 5 axis toolpaths in Mastercam 2021 but they show up as being about a foot from where they're programmed to cut. When I verify these two operations alone they cut where they're supposed to. The toolpaths look good in machine simulation as well, so it's just in the event that I verify them with other toolpaths that they appear to shift. The code these put out is good. Has anyone ever run into this? It's not really a big deal this time but I want to know what to do if I see this in the future. Thanks!
-
16 minutes ago, cncappsjames said:
We have a couple customers with those on the Matsuura machines. As far as I know they like them.
It seems like a good system, our subprogram for turning the TSC on and off was just missing a couple G103s.
-
 2
2
-
-
On 5/28/2021 at 6:12 PM, crazy^millman said:
What at TSC system is being used so I can be on the look out for other customers?
It's an MP Systems AT RF.
-
3
-
-
On 5/26/2021 at 12:57 PM, cncappsjames said:
Welcome to 5-Axis... the land of compromise.

You're going to have to do some experimenting with tolerance, point spacing, etc... to find that cycle time you can accept while maintaining the tolerance/surface finish you desire. I don't have any Haas guidelines unfortunately. I know what works for my FANUC Controlled Matsuuras but that is a completely different class machine and completely different control
I will say that regarding point spacing that around .010 (254µm) the points look like feed lines and not facets so more points begins the point of diminishing returns.
HTH
I contacted a Haas apps engineer, turns out lookahead was being turned off by a code in a subprogram for an aftermarket TSC system so that was affecting my dynamic toolpaths and my simultaneous 5 axis toolpaths. He fixed them and now the paths run as expected. Thanks!
-
3
-
-
I'm trying to run a few simultaneous 5 axis surfacing toolpaths on a Haas UMC but I can't get the machine to cut at the correct feedrate. I started out with an angle increment of 3 degrees but the motion was pretty jerky so I reduced it to .5 degrees then .1 degrees. The motion looks smooth now but the toolpath takes far longer to run. According to backplot the toolpaths should've taken a little under a minute and a half but at 3 degrees the actual machining took just under 6 minutes and at .5 degrees probably closer to 20 minutes. I'd imagine .1 degrees would take over an hour. I tried playing with the toolpath tolerances in mastercam as well as the machine's smoothing settings but none of that seemed to help. Is there an easy way to get a simultaneous 5 axis toolpath to cut smoothly and at the feedrate you specify?
Thanks
-
On 11/24/2015 at 3:59 PM, chun yu said:
How to set MasterCAM on a 4K screen?
The fonts and icons are too small. I already choose large icons under Customize.
Follow this tutorial:
https://workdrive.zohoexternal.com/external/6OBDIU5SDPA-J7WG9
Mill-Turn Stock Model
in Industrial Forum
Posted
I'm clamping on a fixture with a smaller OD, not the full stock diameter.