





Chaotic5555
-
Posts
12 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Chaotic5555
-
-
At my current company we use excel to attempt and quote more accurately. Ideally making a rough estimate of the time required to machine the part using length of cuts from a print in conjunction with speeds and feeds that get calculated using the results from our Machine Data handbooks. Only really helpful on doing lathe jobs which Is what I do primarily but it does a pretty solid job imo and its definitely close enough. I've got it setup to be able to split the time results into two columns based on a check mark system which switches the times from the main spindle to the sub spindle and gives the final time as the smallest time of the two. Also has a 'buffer percentage' area where I can manipulate the time as sometimes the time results from the book can be too slow/fast for the quoting preference.
That and keeping track of gage calibration is primarily what my shop uses it for!
-
 1
1
-
-
15 minutes ago, kevinf88 said:
Chaotic5555 I am trying to set this up for my swiss as well and am having no luck. I believe i duplicated your settings but it will not sync. I am using a program from an M machine with 3 channels. Any advice or anything you see in my settings?

Hey Kevin,
Just played around with what you have setup on my settings here and I think I found your issue. Try changing the 'm99' to 'M99'. Seems like its caps sensitive!
I just tried it with my program and switched my $0 to $3 to try it. Seemed to have worked just make sure your 3rd stream has a M99. Mine doesn't typically because its the Machine Configuration for my L20.
Just out of curiosity what kind of machine do you have that uses 3 Streams?? Hope this helps out though!
-
1
-
-
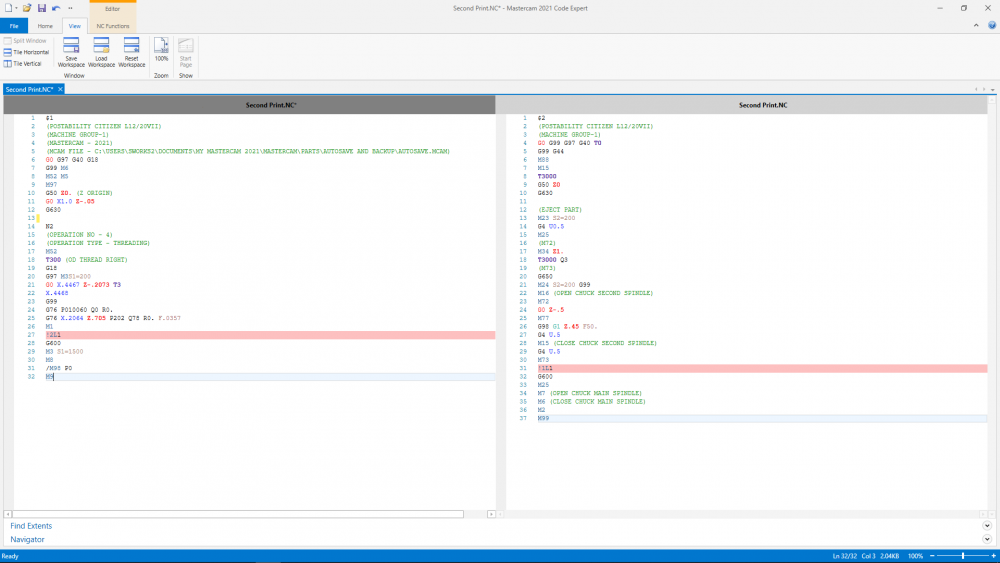
And we've been successful!
14 minutes ago, Zaffin_D said:Code expert’s highlighting is file dependent; nc files highlight differently than post files.
The $ sign is not a problem, a proper regular expression needs to be used to identify the sync points.
This is exactly the case. The Swiss takes programs as .prg files or program files rather then the typical nc file most other machines use. I believe the only confusion that will occur is just like Zaffin said where it might highlight a different color. Regardless it's the first time our Swiss guy has seen color coordinated code and he loves the printouts

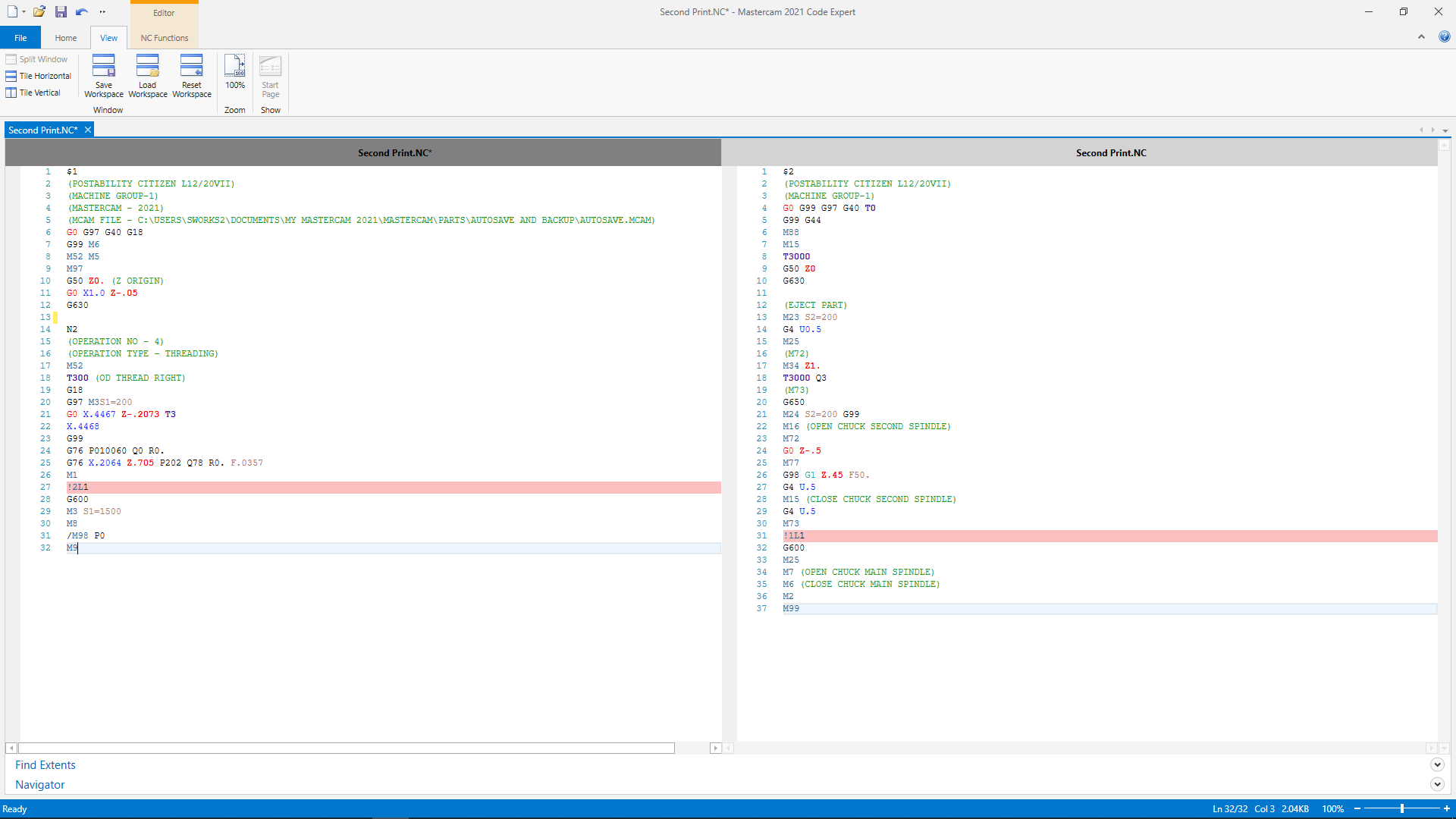
Here is my final product after messing with the Code Expert config. Overall I think it came out pretty good. I'll have to play around with multiple sync codes but as far as the first time we've been able to use mastercam to successfully program for the Swiss, it's looking very promising.
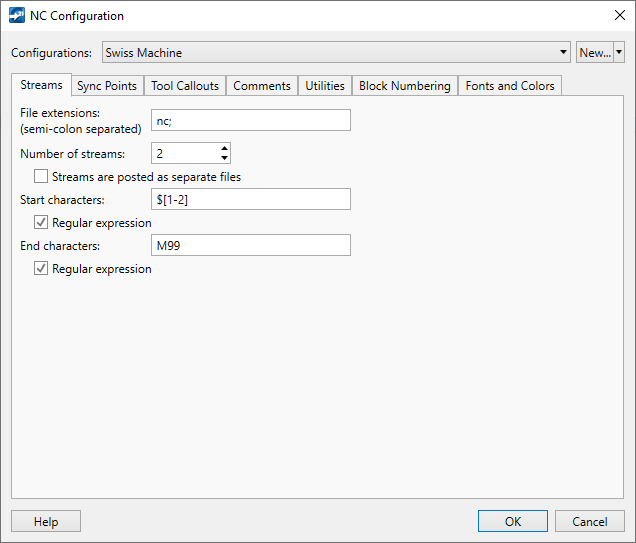
If anyone was curious who is looking this thread up in the future, here were my exact values that I set:
Start Characters (Regular Expressions Checked) \$[1-2]
End Characters (Regular Expressions UnChecked) M99
Sync Points (Regular Expressions Checked) !(1|2)L*
This splits the Swiss code into two parts, and leaves out the configuration print at the bottom of the swiss code. Ideally I was playing around with trying to get 3 parts out of the code, two parts for each primary spindle and then one part for the configurations at the bottom, but I couldn't get it working. I attempted using (M99|%) as the end expression but for my second line of code it would continue until the % rather then stopping at the M99, essentially leaving me with seeing the configuration at the end of the code twice. I may play around with it more some other day but for now it seems to work rather well. You can see the highlighted Red lines for where the spindles would synchronise.
Now if only I could get the post to stop trying to open the main spindle in the subspindle code....

-
18 minutes ago, Zaffin_D said:
A $ in a regular expression asserts the end of a line, so that’s not going to work. Escape the $ with a \.
I highly suggest you use a site like regex101.com to help you if you are new to regular expressions.
This is exactly what I was looking for!! Never dealt with regular expressions looks like this should be fun to mess around with!!
8 minutes ago, crazy^millman said:What are your Sync Point settings? How does the Swiss handle the Wait codes between the Sync Points? On a machine with more than channels you have to SYNC correctly between those streams. You only have 2 streams so it should be pretty straight forward process of syncing. That also plays into the Display Process. Are they separate programs or are the channels handled inside of one program? One a Nakamura Triple turret I have to highlight all 3 separate programs through the MultiStream windows to have it open all 3 and show the SYNC process correctly.
I'll have to figure out a way to grab the sync codes inside the program using the regular expression stuff that Zaffin referred to. On the Swiss itself our wait codes are done by calling out the head and then just inputting a number directly after. When both heads reach that they continue.
For example:
$1L1 syncs directly with $2L1
$1L2 syncs directly with $2L2 and so on.
Worst comes to worst I'll have to just export the code in two separate programs and play around with it from there but ideally this regular expression stuff allows me to sort through one file. I'll give it a shot and update the thread if I can get it working. Thanks for the help!!
-
11 minutes ago, crazy^millman said:
I think you have to open it through the Multi Stream view to see them in 2 or more streams. Just standard opening will not display the code in the streams. Have you tried that process through the home ribbon in code expert?
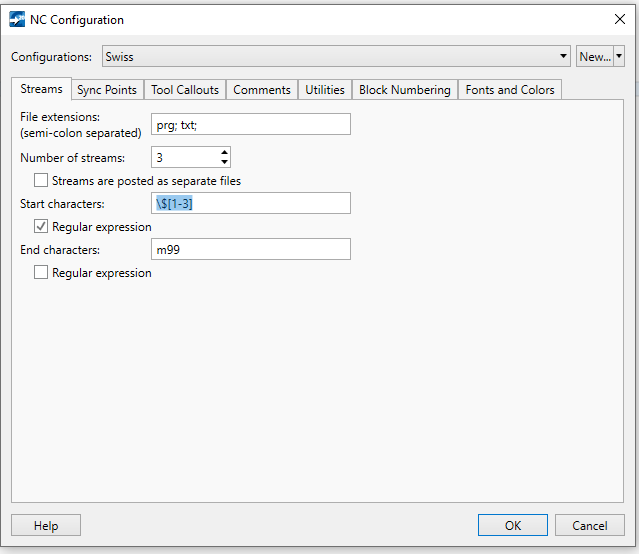
Yes, when opening through the Multi-Stream under my current configuration there is no manipulation done to the code. The picture I posted is my NC Configuration in order to split the program into those separate streams. Sorry I may have worded it poorly in my original post
-
We recently got in new post for the Swiss machines we have at the shop so I've finally been able to help the Swiss department out with some code.
I'd like to setup the Code Expert to be able to run Multi-Streams and even utilize the Align Sync tool within it. Does anyone have any experience doing this? I've been having a really hard time understanding the format that it uses as search conditions and I was just wondering if there was a guide somewhere. I would prefer to not export my code in two seperate files and keep it contained to one, just to be able to view it as two.
Each swiss code uses the header $1 or $2 and the ending code for both is M99.
The sync codes used are $1L# or $2L# where # is the corresponding number that links the two commands.
Anyone have any suggestions as to how to input this into the NC Configuration in Code Expert? I've attached a picture with what I attempted but when splitting into the Multi-Stream nothing happens and it all stays under one block.
-
Hey Guys,
Hope everyone is having a great holiday season (Merry Christmas Eve Eve).
I'm having some issues with a C-Axis cut on our machine right now. Its got a very rough surface finish and seems to be very chattery. I haven't had this issue in Mastercam before and was just wondering if some of the more experienced guys out there had some tips they could give me on reducing it.

Here's a copy of the C-Axis portion of the Code. I added a multi-pass to try and reduce it by creating a finish pass but still seems to have the same issues. We've also changed tooling and reduced the end mill size several times.
N5 G0 G59 X0 Z0
T1111
(TOOL - 11 OFFSET - 11)
( 3/8 FLAT ENDMILL)
M69
M47
G0 C35.178
M46
G97 S1250 M03
G0 G54 Z.044
X1.5544
Z-.106
G98 G1 Z-.206 F3.
X1.4919 C31.615 F188.4147
X1.4367 C27.833 F203.8597
X1.389 C23.841 F218.9762
X1.3491 C19.656 F233.213
X1.3172 C15.3 F245.9516
X1.2934 C10.806 F256.5552
X1.278 C6.212 F264.4336
X1.271 C1.562 F269.1147
X1.2724 C-3.097 F270.3099
X1.2821 C-7.718 F267.9557
X1.3001 C-12.256 F262.2217
X1.3262 C-16.67 F253.4836
X1.3602 C-20.927 F242.2677
X1.4019 C-25.001 F229.1825
X1.4509 C-28.874 F214.8495
X1.5004 C-32.134 F200.713
X1.5544 C-35.178 F187.3359
X1.5805 C-36.695 F185.613
X1.6022 C-38.279 F193.7671
X1.6193 C-39.915 F200.109
X1.6315 C-41.59 F204.7619
X1.639 C-43.289 F207.8149
X1.6414 C-45. F209.3271
X1.639 C-46.711
X1.6315 C-48.41 F207.8149
X1.6193 C-50.085 F204.7619
X1.6022 C-51.721 F200.109
X1.5805 C-53.305 F193.7672
X1.5544 C-54.822 F185.6131
X1.4919 C-58.385 F188.4147
X1.4367 C-62.167 F203.8597
X1.389 C-66.159 F218.9762
X1.3491 C-70.344 F233.213
X1.3172 C-74.7 F245.9516
X1.2934 C-79.194 F256.5552
X1.278 C-83.788 F264.4336
X1.271 C-88.438 F269.1147
X1.2724 C-93.097 F270.3099
X1.2821 C-97.718 F267.9557
X1.3001 C-102.256 F262.2217
X1.3262 C-106.67 F253.4836
X1.3602 C-110.927 F242.2677
X1.4019 C-115.001 F229.1825
X1.4509 C-118.874 F214.8495
X1.5004 C-122.134 F200.713
X1.5544 C-125.178 F187.3359
X1.5805 C-126.695 F185.613
X1.6022 C-128.279 F193.7671
X1.6193 C-129.915 F200.109
X1.6315 C-131.59 F204.7619
X1.639 C-133.289 F207.8149
X1.6414 C-135. F209.3271
X1.639 C-136.711
X1.6315 C-138.41 F207.8149
X1.6193 C-140.085 F204.7619
X1.6022 C-141.721 F200.109
X1.5805 C-143.305 F193.7672
X1.5544 C-144.822 F185.6131
X1.4919 C-148.385 F188.4147
X1.4367 C-152.167 F203.8597
X1.389 C-156.159 F218.9762
X1.3491 C-160.344 F233.213
X1.3172 C-164.7 F245.9516
X1.2934 C-169.194 F256.5552
X1.278 C-173.788 F264.4336
X1.271 C-178.438 F269.1147
X1.2724 C-183.097 F270.3099
X1.2821 C-187.718 F267.9557
X1.3001 C-192.256 F262.2217
X1.3262 C-196.67 F253.4836
X1.3602 C-200.927 F242.2677
X1.4019 C-205.001 F229.1825
X1.4509 C-208.874 F214.8495
X1.5004 C-212.134 F200.713
X1.5544 C-215.178 F187.3359
X1.5805 C-216.695 F185.613
X1.6022 C-218.279 F193.7671
X1.6193 C-219.915 F200.109
X1.6315 C-221.59 F204.7619
X1.639 C-223.289 F207.8149
X1.6414 C-225. F209.3271
X1.639 C-226.711
X1.6315 C-228.41 F207.8149
X1.6193 C-230.085 F204.7619
X1.6022 C-231.721 F200.109
X1.5805 C-233.305 F193.7672
X1.5544 C-234.822 F185.6131
X1.4919 C-238.385 F188.4147
X1.4367 C-242.167 F203.8597
X1.389 C-246.159 F218.9762
X1.3491 C-250.344 F233.213
X1.3172 C-254.7 F245.9516
X1.2934 C-259.194 F256.5552
X1.278 C-263.788 F264.4336
X1.271 C-268.438 F269.1147
X1.2724 C-273.097 F270.3099
X1.2821 C-277.718 F267.9557
X1.3001 C-282.256 F262.2217
X1.3262 C-286.67 F253.4836
X1.3602 C-290.927 F242.2677
X1.4019 C-295.001 F229.1825
X1.4509 C-298.874 F214.8495
X1.5004 C-302.134 F200.713
X1.5544 C-305.178 F187.3359
X1.5805 C-306.695 F185.613
X1.6022 C-308.279 F193.7671
X1.6193 C-309.915 F200.109
X1.6315 C-311.59 F204.7619
X1.639 C-313.289 F207.8149
X1.6414 C-315. F209.3271
X1.639 C-316.711
X1.6315 C-318.41 F207.8149
X1.6193 C-320.085 F204.7619
X1.6022 C-321.721 F200.109
X1.5805 C-323.305 F193.7672
X1.5544 C-324.822 F185.6131
X1.4919 C-328.385 F188.4147
X1.4367 C-332.167 F203.8597
X1.389 C-336.159 F218.9762
X1.3491 C-340.344 F233.213
X1.3172 C-344.7 F245.9516
X1.2934 C-349.194 F256.5552
X1.278 C-353.788 F264.4336
X1.271 C-358.438 F269.1147
X1.2724 C-363.097 F270.3099
X1.2821 C-367.718 F267.9557
X1.3001 C-372.256 F262.2217
X1.3262 C-376.67 F253.4836
X1.3602 C-380.927 F242.2677
X1.4019 C-385.001 F229.1825
X1.4509 C-388.874 F214.8495
X1.5004 C-392.134 F200.713
X1.5544 C-395.178 F187.3359
X1.5805 C-396.695 F185.613
X1.6022 C-398.279 F193.7671
X1.6193 C-399.915 F200.109
X1.6315 C-401.59 F204.7619
X1.639 C-403.289 F207.8149
X1.6414 C-405. F209.3271
X1.639 C-406.711
X1.6315 C-408.41 F207.8149
X1.6193 C-410.085 F204.7619
X1.6022 C-411.721 F200.109
X1.5805 C-413.305 F193.7672
X1.5544 C-414.822 F185.6131
X1.4919 C-418.385 F188.4147
X1.4367 C-422.167 F203.8597
X1.389 C-426.159 F218.9762
X1.3491 C-430.344 F233.213
X1.3172 C-434.7 F245.9516
X1.2934 C-439.194 F256.5552
X1.278 C-443.788 F264.4336
X1.271 C-448.438 F269.1147
X1.2724 C-453.097 F270.3099
X1.2821 C-457.718 F267.9557
X1.3001 C-462.256 F262.2217
X1.3262 C-466.67 F253.4836
X1.3602 C-470.927 F242.2677
X1.4019 C-475.001 F229.1825
X1.4509 C-478.874 F214.8495
X1.5004 C-482.134 F200.713
X1.5544 C-485.178 F187.3359
X1.5805 C-486.695 F185.613
X1.6022 C-488.279 F193.7671
X1.6193 C-489.915 F200.109
X1.6315 C-491.59 F204.7619
X1.639 C-493.289 F207.8149
X1.6414 C-495. F209.3271
X1.639 C-496.711
X1.6315 C-498.41 F207.8149
X1.6193 C-500.085 F204.7619
X1.6022 C-501.721 F200.109
X1.5805 C-503.305 F193.7672
X1.5544 C-504.822 F185.6131
X1.4919 C-508.385 F188.4147
X1.4367 C-512.167 F203.8597
X1.389 C-516.159 F218.9762
X1.3491 C-520.344 F233.213
X1.3172 C-524.7 F245.9516
X1.2934 C-529.194 F256.5552
X1.278 C-533.788 F264.4336
X1.271 C-538.438 F269.1147
X1.2724 C-543.097 F270.3099
X1.2821 C-547.718 F267.9557
X1.3001 C-552.256 F262.2217
X1.3262 C-556.67 F253.4836
X1.3602 C-560.927 F242.2677
X1.4019 C-565.001 F229.1825
X1.4509 C-568.874 F214.8495
X1.5004 C-572.134 F200.713
X1.5544 C-575.178 F187.3359
X1.5805 C-576.695 F185.613
X1.6022 C-578.279 F193.7671
X1.6193 C-579.915 F200.109
X1.6315 C-581.59 F204.7619
X1.639 C-583.289 F207.8149
X1.6414 C-585. F209.3271
X1.639 C-586.711
X1.6315 C-588.41 F207.8149
X1.6193 C-590.085 F204.7619
X1.6022 C-591.721 F200.109
X1.5805 C-593.305 F193.7672
X1.5544 C-594.822 F185.6131
X1.4919 C-598.385 F188.4147
X1.4367 C-602.167 F203.8597
X1.389 C-606.159 F218.9762
X1.3491 C-610.344 F233.213
X1.3172 C-614.7 F245.9516
X1.2934 C-619.194 F256.5552
X1.278 C-623.788 F264.4336
X1.271 C-628.438 F269.1147
X1.2724 C-633.097 F270.3099
X1.2821 C-637.718 F267.9557
X1.3001 C-642.256 F262.2217
X1.3262 C-646.67 F253.4836
X1.3602 C-650.927 F242.2677
X1.4019 C-655.001 F229.1825
X1.4509 C-658.874 F214.8495
X1.5004 C-662.134 F200.713
X1.5544 C-665.178 F187.3359
X1.5805 C-666.695 F185.613
X1.6022 C-668.279 F193.7671
X1.6193 C-669.915 F200.109
X1.6315 C-671.59 F204.7619
X1.639 C-673.289 F207.8149
X1.6414 C-675. F209.3271
X1.639 C-676.711
X1.6315 C-678.41 F207.8149
X1.6193 C-680.085 F204.7619
X1.6022 C-681.721 F200.109
X1.5805 C-683.305 F193.7672
X1.5544 C-684.822 F185.6131
X1.4919 C-688.385 F188.4147
X1.4367 C-692.167 F203.8597
X1.389 C-696.159 F218.9762
X1.3491 C-700.344 F233.213
X1.3172 C-704.7 F245.9516
X1.2934 C-709.194 F256.5552
X1.278 C-713.788 F264.4336
X1.271 C-718.438 F269.1147
X1.2724 C-723.097 F270.3099
X1.2821 C-727.718 F267.9557
X1.3001 C-732.256 F262.2217
X1.3262 C-736.67 F253.4836
X1.3602 C-740.927 F242.2677
X1.4019 C-745.001 F229.1825
X1.4509 C-748.874 F214.8495
X1.5004 C-752.134 F200.713
X1.5544 C-755.178 F187.3359
X1.5805 C-756.695 F185.613
X1.6022 C-758.279 F193.7671
X1.6193 C-759.915 F200.109
X1.6315 C-761.59 F204.7619
X1.639 C-763.289 F207.8149
X1.6414 C-765. F209.3271
X1.639 C-766.711
X1.6315 C-768.41 F207.8149
X1.6193 C-770.085 F204.7619
X1.6022 C-771.721 F200.109
X1.5805 C-773.305 F193.7672
X1.5544 C-774.822 F185.6131
X1.4919 C-778.385 F188.4147
X1.4367 C-782.167 F203.8597
X1.389 C-786.159 F218.9762
X1.3491 C-790.344 F233.213
X1.3172 C-794.7 F245.9516
X1.2934 C-799.194 F256.5552
X1.278 C-803.788 F264.4336
X1.271 C-808.438 F269.1147
X1.2724 C-813.097 F270.3099
X1.2821 C-817.718 F267.9557
X1.3001 C-822.256 F262.2217
X1.3262 C-826.67 F253.4836
X1.3602 C-830.927 F242.2677
X1.4019 C-835.001 F229.1825
X1.4509 C-838.874 F214.8495
X1.5004 C-842.134 F200.713
X1.5544 C-845.178 F187.3359
X1.5805 C-846.695 F185.613
X1.6022 C-848.279 F193.7671
X1.6193 C-849.915 F200.109
X1.6315 C-851.59 F204.7619
X1.639 C-853.289 F207.8149
X1.6414 C-855. F209.3271
X1.639 C-856.711
X1.6315 C-858.41 F207.8149
X1.6193 C-860.085 F204.7619
X1.6022 C-861.721 F200.109
X1.5805 C-863.305 F193.7672
X1.5544 C-864.822 F185.6131
X1.4919 C-868.385 F188.4147
X1.4367 C-872.167 F203.8597
X1.389 C-876.159 F218.9762
X1.3491 C-880.344 F233.213
X1.3172 C-884.7 F245.9516
X1.2934 C-889.194 F256.5552
X1.278 C-893.788 F264.4336
X1.271 C-898.438 F269.1147
X1.2724 C-903.097 F270.3099
X1.2821 C-907.718 F267.9557
X1.3001 C-912.256 F262.2217
X1.3262 C-916.67 F253.4836
X1.3602 C-920.927 F242.2677
X1.4019 C-925.001 F229.1825
X1.4509 C-928.874 F214.8495
X1.5004 C-932.134 F200.713
X1.5544 C-935.178 F187.3359
X1.5805 C-936.695 F185.613
X1.6022 C-938.279 F193.7671
X1.6193 C-939.915 F200.109
X1.6315 C-941.59 F204.7619
X1.639 C-943.289 F207.8149
X1.6414 C-945. F209.3271
X1.639 C-946.711
X1.6315 C-948.41 F207.8149
X1.6193 C-950.085 F204.7619
X1.6022 C-951.721 F200.109
X1.5805 C-953.305 F193.7672
X1.5544 C-954.822 F185.6131
X1.4919 C-958.385 F188.4147
X1.4367 C-962.167 F203.8597
X1.389 C-966.159 F218.9762
X1.3491 C-970.344 F233.213
X1.3172 C-974.7 F245.9516
X1.2934 C-979.194 F256.5552
X1.278 C-983.788 F264.4336
X1.271 C-988.438 F269.1147
X1.2724 C-993.097 F270.3099
X1.2821 C-997.718 F267.9557
X1.3001 C-1002.256 F262.2217
X1.3262 C-1006.67 F253.4836
X1.3602 C-1010.927 F242.2677
X1.4019 C-1015.001 F229.1825
X1.4509 C-1018.874 F214.8495
X1.5004 C-1022.134 F200.713
X1.5544 C-1025.178 F187.3359
X1.5805 C-1026.695 F185.613
X1.6022 C-1028.279 F193.7671
X1.6193 C-1029.915 F200.109
X1.6315 C-1031.59 F204.7619
X1.639 C-1033.289 F207.8149
X1.6414 C-1035. F209.3271
X1.639 C-1036.711
X1.6315 C-1038.41 F207.8149
X1.6193 C-1040.085 F204.7619
X1.6022 C-1041.721 F200.109
X1.5805 C-1043.305 F193.7672
X1.5544 C-1044.822 F185.6131
G0 Z.044
M47
G97 T1100
G0 G59 X0 Z0 T0
M05
M01
I can also upload the mastercam file if that would help. Just cant figure this out for the life of me.
-
24 minutes ago, Orvie said:
Wow this is exactly what I was trying to do!! I've been trying to decipher it for a few minutes now but I'm having a hard time seeing it, what exactly did you do to add that in? Thank you!
-
1
-
-
I'm currently working on an operation where I need to use a groove tool that must enter the original diameter offset from the tool's center line. In order to do this I have been trying to make a tool path using the geometry to lead into the hole , cut the groove and then lead out of the same hole but I haven't had any luck in the past few days or been able to make much progress. I have uploaded a copy of the program with a Groove operation that shows what I am trying to cut out. I also have the stock model there if needed in the layers option. When I was messing around with it I did notice a lead in and lead out line but I couldn't really tell how to incorporate this properly or configure it how I needed (Mainly only gave me errors). Motor Housing Turning Operation.mcam
-
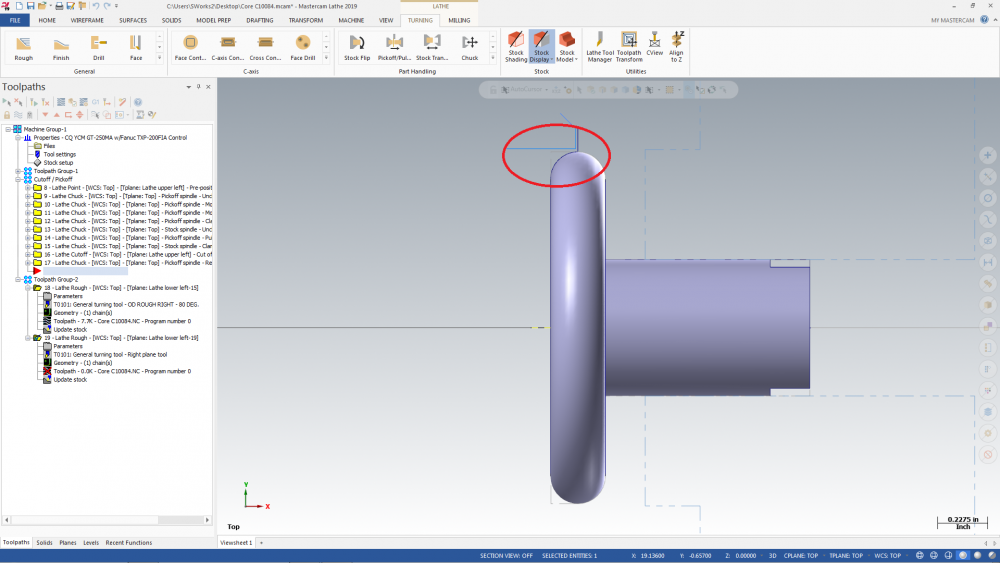
36 minutes ago, nickbe10 said:
You are trying to do a cut off op using a lathe rough contour toolpath.
You are also trying to do a cut off op using a facing tool.
Not quite sure exactly what you are trying to achieve.......?
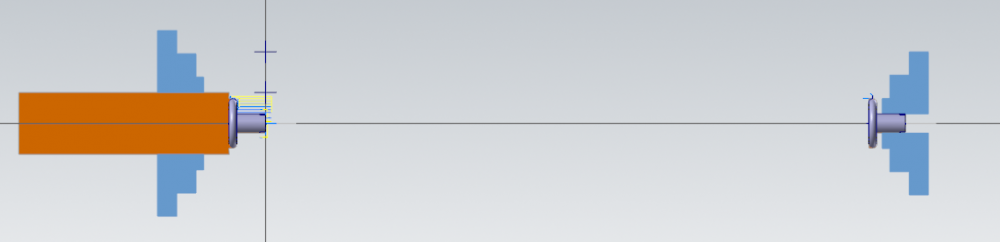
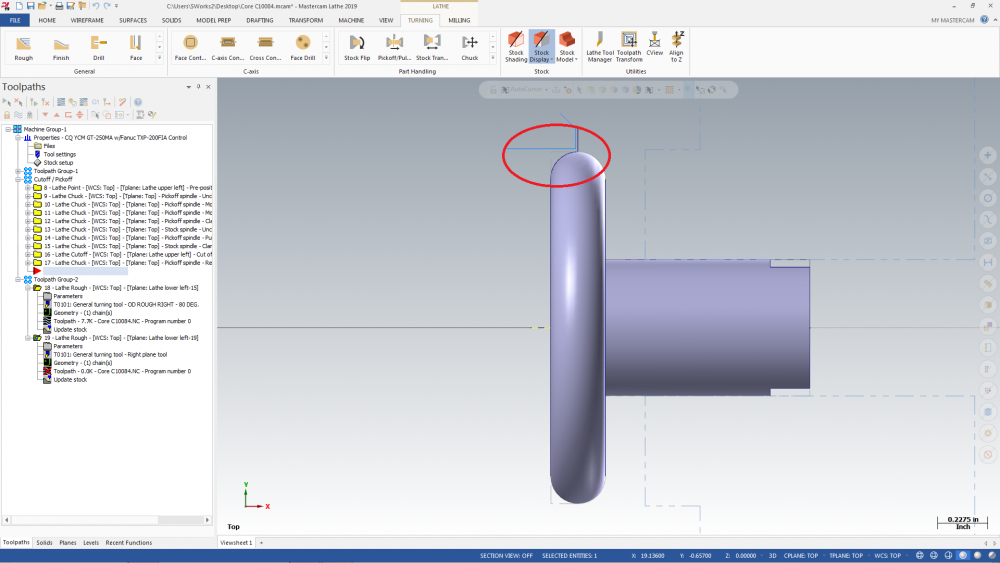
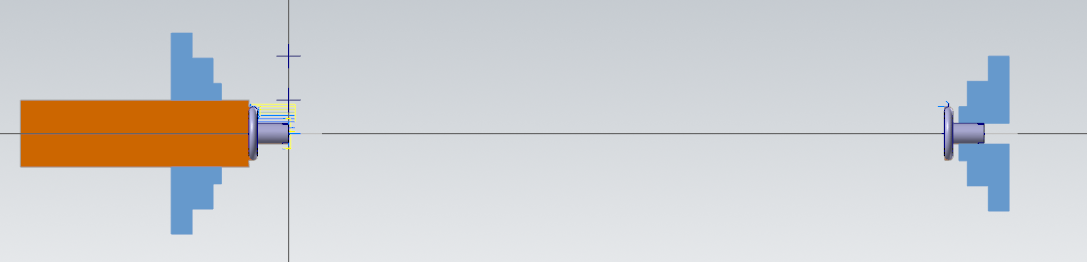
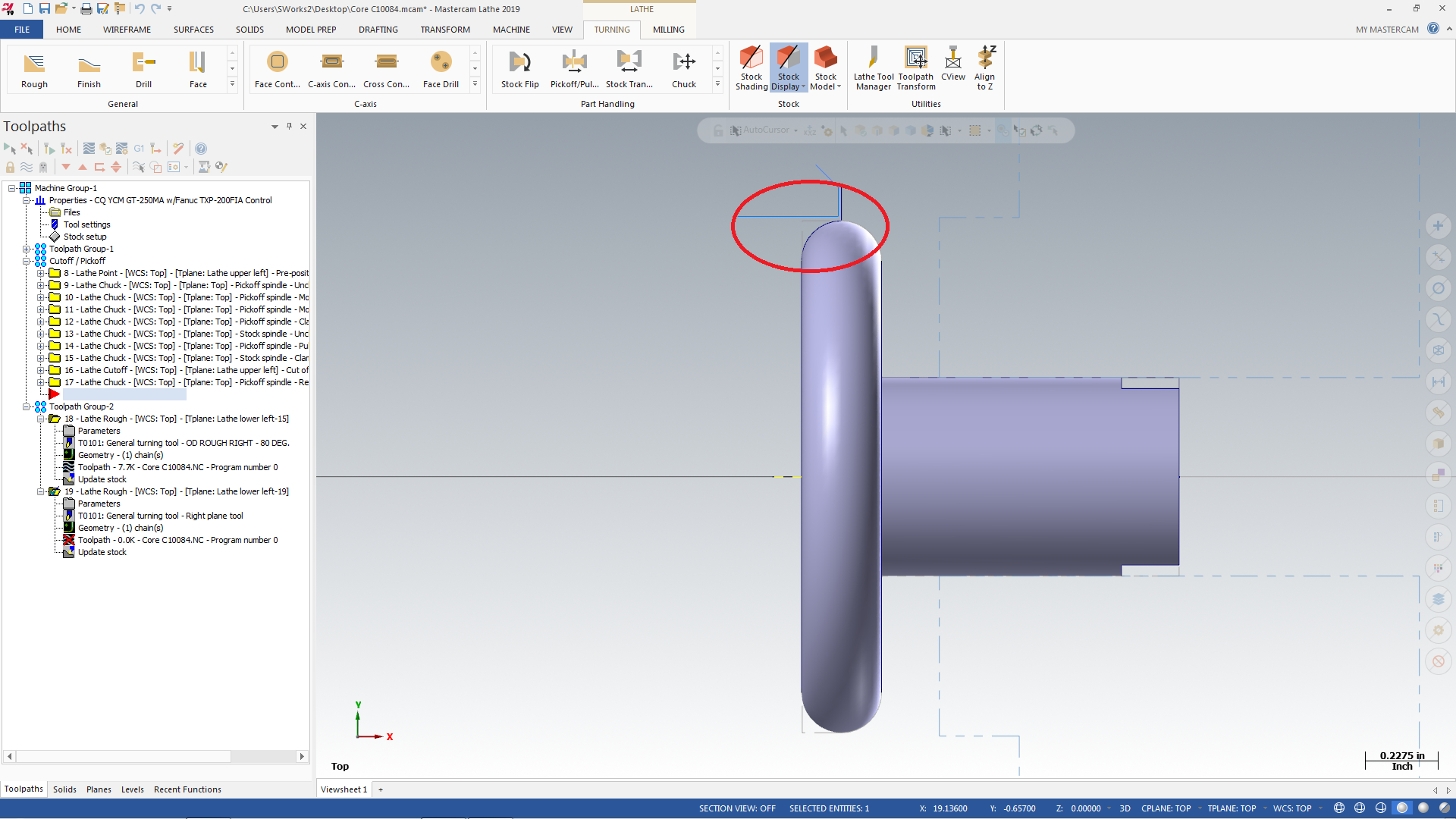
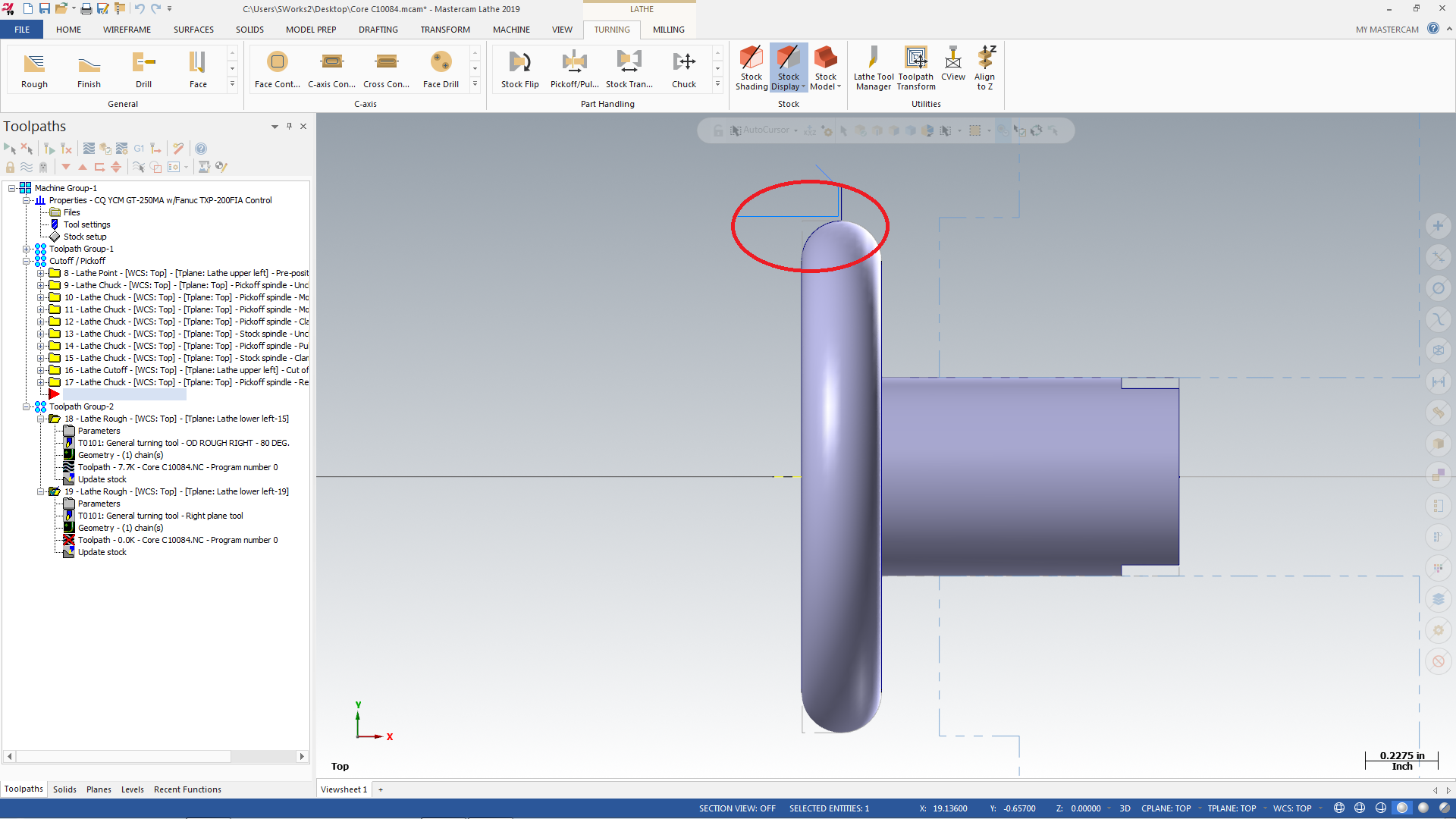
Don't know if I explained it correctly. I already performed the cutoff operation. I'm currently attempting to rough the right spindle rather then the left spindle that I started on. Here's a picture of the full view. I'm not having an issue doing any cutoff operation, I'm having an issue doing a rough pass.
-
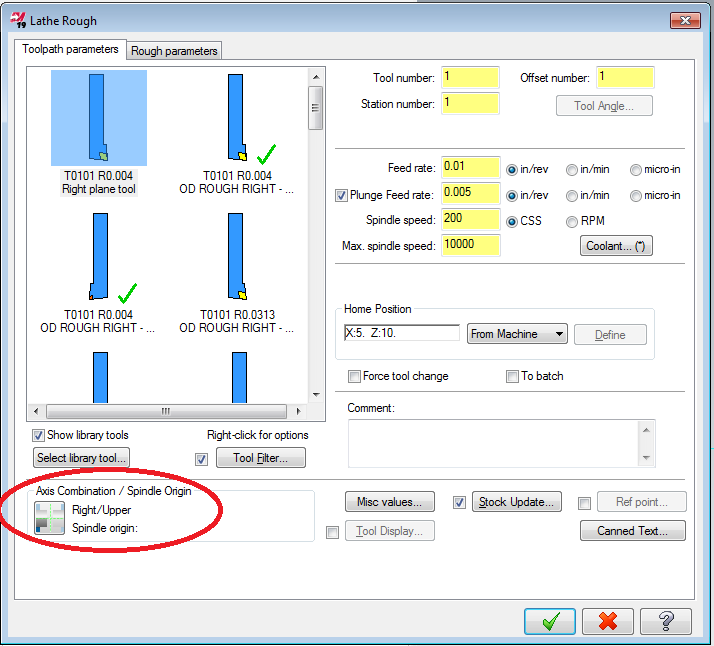
Hey Everyone, this is my first time posting so let me know if I screw up any formatting or anything like that. Appreciate it in advance!
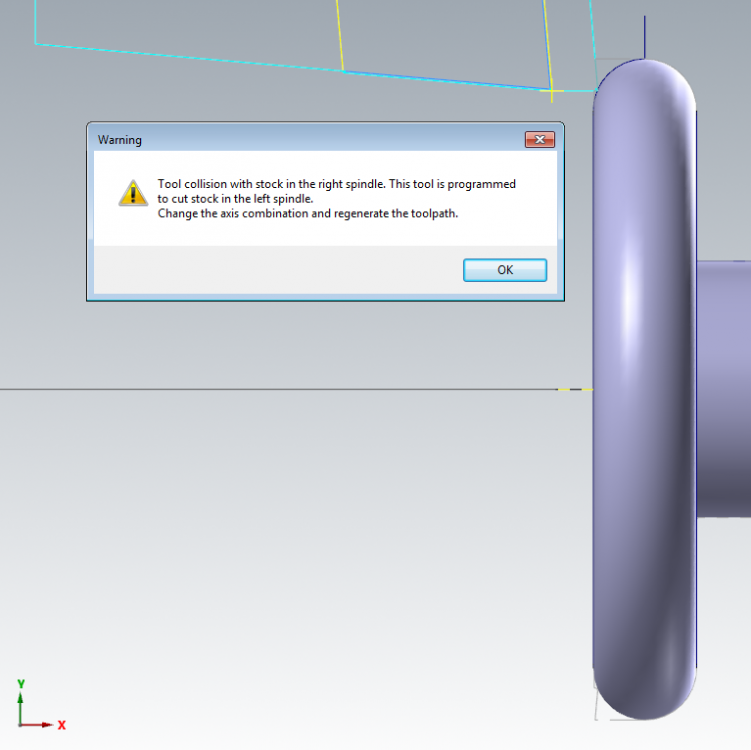
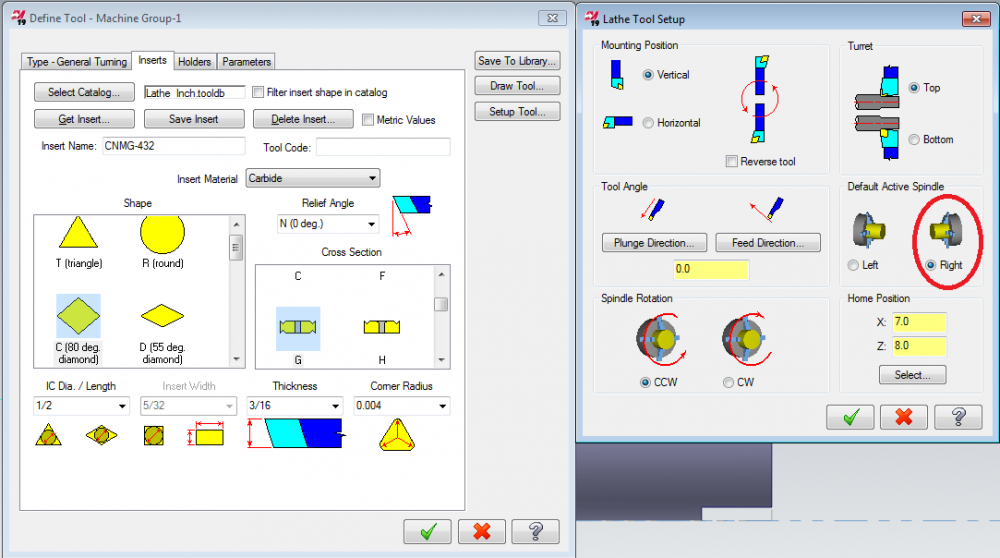
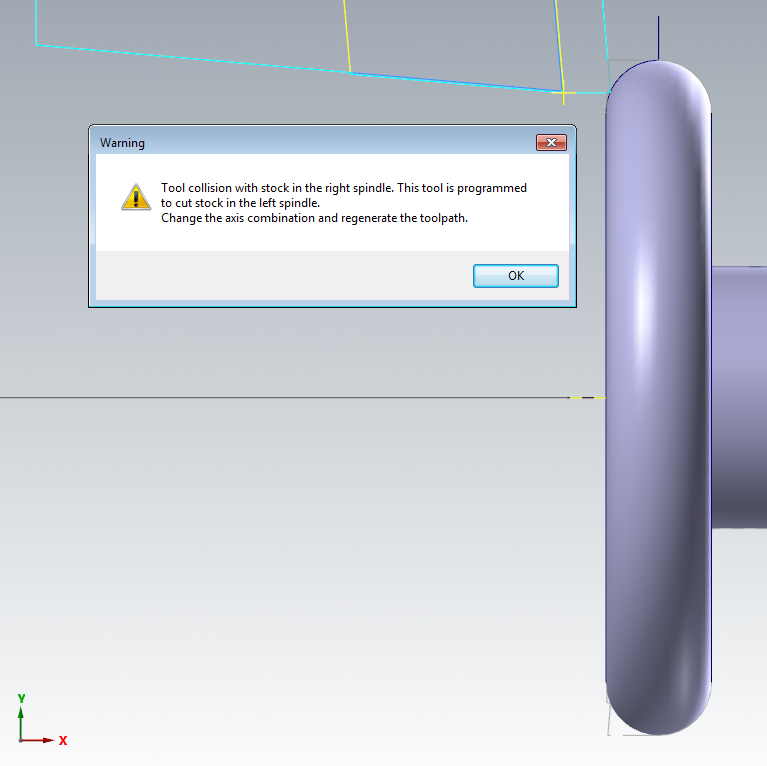
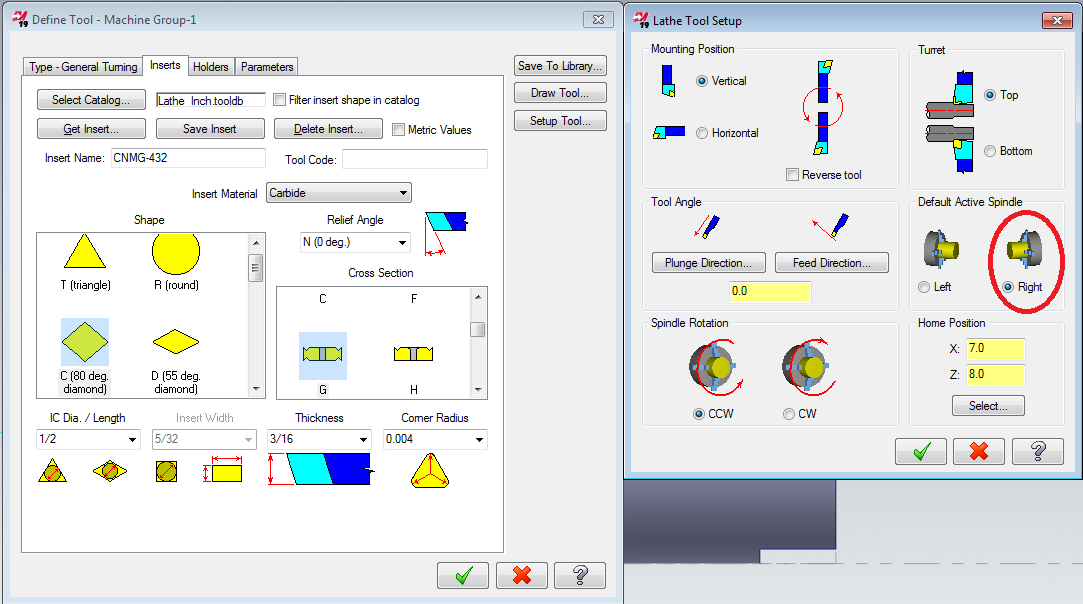
I am finally starting to write programs that integrate the Cutoff Pickoff function on machines at my company but have been having issues within MasterCam trying to practice this. The part that I'm making should be a very simple part but for whatever reason I can't seem to switch the plane that the tool cuts in. I cant change it to cut the stock that's in the right spindle. I have attached photos of the issues that I'm having as well as the tool that I'm using to try and cut with. I have been trying to use many different tools with no luck and even after switching the Axis Combination, the tool still gives me an error message.
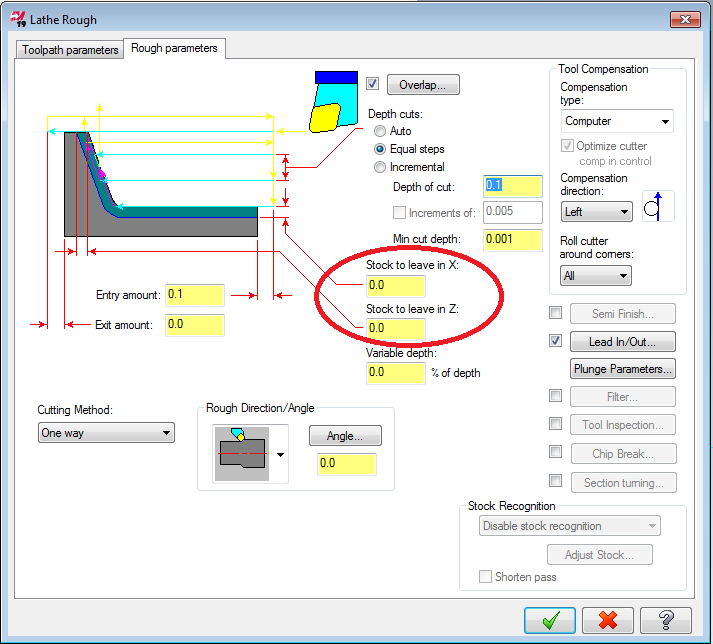
You may notice that I'm using a rough parameter with 0.0 stock to leave in X and Y. This is because I thought that I was making some progress with it when I got a rough plot to back plot but after looking at it again It wasn't actually cutting any stock which is the only reason it wasn't giving an error message

Anyone have any idea what I'm doing wrong here?

Mastercam not correctly updating Tool Nose Radius for Post?
in Industrial Forum
Posted
Not a good start to the week for Mastercam for me
For whatever reason My tool nose isn't correctly updating on a roughing tool I'm using?
Essentially my program is using two turning tools, a Rough Turning tool (80°) and a Finish Turning tool (55°). I am trying to use a 1/64th tool tip radius for both of these inserts and for whatever reason the post isn't printing the correct tool nose radius. No idea why this is happening but I'm thinking it might have something to do with the amount of stock being left in the cut.
I'm leaving .020" in the X and the Y of my rough. Ideally this leaves enough material for my finish turn to fully fit the tool nose radius and leave a good finish. When I do this, it updates my tool nose radius in the code and adds .020" to the radius.
For example here is code without the .020 to leave in X and Y.
G3X.6756Z-2.2151R.0156 G1Z-2.7036 Z-2.786 X.835 X.9764Z-2.7153 G0Z.2 X.4869 G1Z.1 Z-.1911 X.6245Z-.5814 G3X.625Z-.5841R.0156 G1Z-2.0999 X.6609Z-2.1805 X.8024Z-2.1098 G0X.8524 Z-2.6036 X.6756 G1Z-2.7036 G3X.6755Z-2.705R.0156F.005And here is what happens when I add the .020 to leave in X and Y.
G3X.665Z-.5841R.0356 G1Z-2.0977 X.7139Z-2.2073 G3X.7156Z-2.2151R.0356 G1Z-2.7036 Z-2.766 X.835 X.9764Z-2.6953 G0Z.2 X.4869 G1Z.1 Z-.076 X.6609Z-.5695 X.8024Z-.4988 G0X.8524 Z-2.6036 X.7156 G1Z-2.7036 G3X.7153Z-2.7067R.0356F.005Is this really a desirable effect? Is there a way to make it so that the radius wouldn't increase this extra amount?