





mroy0404
-
Posts
20 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by mroy0404
-
-
I do have another question, how do you guys manage the tools in your tool changers, I mean when you program a new part, how do you remember which tool is in which pocket?
-
Thanks for the replies guys.
-
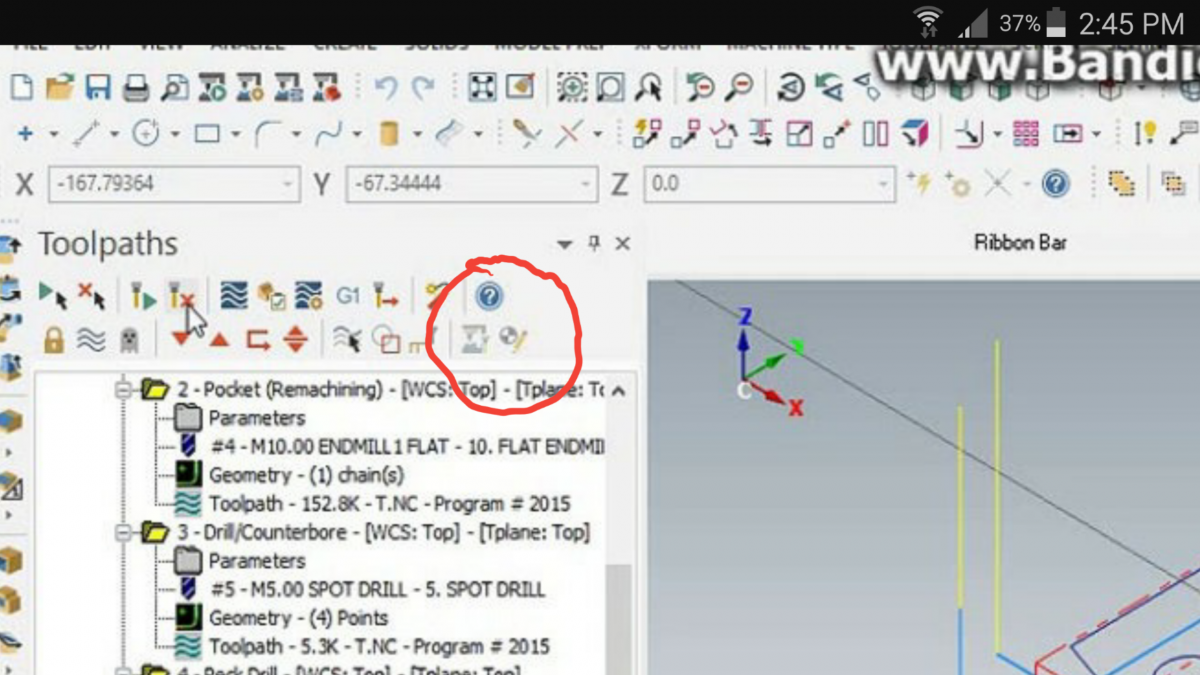
Hi guy's, I have created a tool library and would like to fill my 48 tool carousel with all the tools used on a regular basis. It would be nice if mastercam x9 would know which tools are loaded on the machine and which pocket the are located.
I have attached a photo with the button Load tool on machine, it seems to not function on my computer. How do I get this button to function?

-
 1
1
-
-
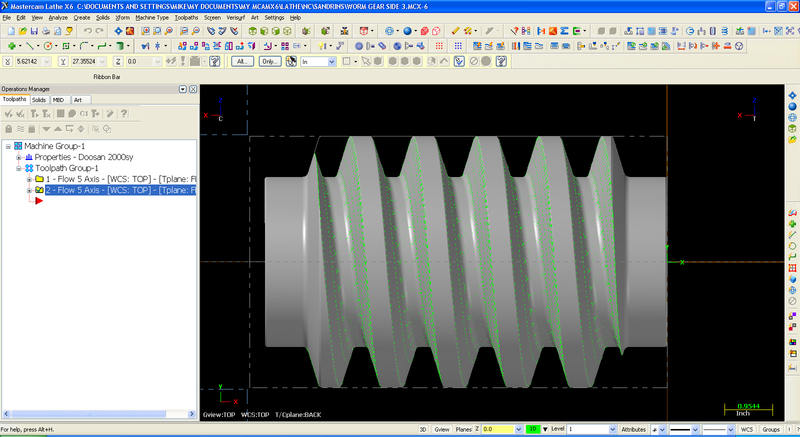
Here are two of the 3 worms that the proper toolpaths produced.

-
3
-
-
Thanks for all the replies guys.
I ended up using a 1/4" ballnose end mill with 5 Axis flow toolpath locked to 4 axis and follow surface pattern for the cut parameter. What really helped was to extrud the tooth profile in sections (8 sections to be exact) this created 8 separate surfaces to control toolpaths and depth of cuts. I first created a roughing program leaving .100 on walls and .025 on floor.
The finishing program ran smoothly at 1 hr 30 minutes cycle time with about 18000 lines of code!
Thanks again for all your replies
-
Thanks for the reply CJep
I have the pattern surface applied, the problem really is the tool wants to follow the surface down the surface than back up the second angle. this leaves way to much material for the endmill. Could there be a way to make the tool take depth cuts roughing out the worm in steps?
-
Hi GuysI have drawn this worm gear and would like to machine it on a Doosan 2000sy with live tooling and y axis. In mastercam what toolpath would be best using the live tooling with a 1/4" ballnose end mill. Can a C axis tool path read from a solid model? I have tried using mill muti axis flow tool path with the best results, but the dam tool only wants to feed down one angle then back up the second angle, this causes way to much material for the cutter. could there be a tool path that would cut multi pass's for the width then step down to clear all the material first?The gear is 5" dia x 1.25 pitch.Any help would be great
-
1
-
-
Darin
Could you give alittle more detail on this subject, I would also like to change how our lathe rapids to the face of our parts. We are also using mplmaster for a post processor.
Thank you for any help.
-
The M389 dose not need to be set for the main spindle under normal operation, unless I forget to add the M389 at the end of code when drilling on the sub. I would not really need this feature to be turned on or off. I would just like to have the M289,M389 output with all G83 drill cycles used on the sub spindle. Thanks for your reply SRD93PGT
-
Hi Guys
At work im running a 2006 Doosan 2000sy 6 axis lathe with a Fanuc 18i-TB control. When I post (from mastercam x6 with MPLmaster post) a face drilling cycle for the sub spindle the code comes out like this.
(TOOL - 1 OFFSET - 19)
(#7 DRILL)
(C-AXIS FACE DRILL)
G55
T0919
G17G98
M135
G0A45.
G0X3.875Y0.Z-.25M8
G97S3000M33
G83Z.45R.15Q1000F6.M189
A-45.Q1000
A0.Q1000
A165.Q1000
A75.Q1000
A120.Q1000
A-75.Q1000
A-165.Q1000
A-120.Q1000
G80
M9
M190
G28U0.V0.W0.H0.M35
T0100
M30
This puts the machine in alarm. I figure its the M189. If I add M389 before the G83 drill cycle and add M189 to every drill point and close the section of code with M289 all seems to work properly. The code below works perfectly. My question, is it possible to make the mplmaster post processor output the M389 just before the G83 cycle and output M289 after the G80 statment.
Just to be clear
M189 = Sub Spindle full brake
M190 = Sub Spindle brake release
(TOOL - 4 OFFSET - 4)
(15/32" DRILL)
G55
T0404
G17G99
M135
M7
G0A0.
G0Y0.Z-.25 M389
X3.5
G97S2000M33
Z.865
G83Z1.34R0.F.008M189
X4.5A-12.M189
X3.5A-24.M189
X4.5A-36.M189
X3.5A-48.M189
X4.5A-60.M189
X3.5A-72.M189
X4.5A-84.M189
X3.5A-96.M189
X4.5A-108.M189
X3.5A-120.M189
X4.5A-132.M189
X3.5A-144.M189
X4.5A-156.M189
X3.5A-168.M189
X4.5A-180.M189
X3.5A-192.M189
X4.5A-204.M189
X3.5A-216.M189
X4.5A-228.M189
X3.5A-240.M189
X4.5A-252.M189
X3.5A-264.M189
X4.5A-276.M189
X3.5A-288.M189
X4.5A-300.M189
X3.5A-312.M189
X4.5A-324.M189
X3.5A-336.M189
X4.5A-348.M189
G80
Z-.25
M289
M9
M190
M35
G28U0.V0.
M01
-
1
-
-
Hi Guys
At work im running a 2006 Doosan 2000sy 6 axis lathe with a Fanuc 18i-TB control. When I post (from mastercam x6 with MPLmaster post) a face drilling cycle for the sub spindle the code comes out like this.
(TOOL - 1 OFFSET - 19)
(#7 DRILL)
(C-AXIS FACE DRILL)
G55
T0919
G17G98
M135
G0A45.
G0X3.875Y0.Z-.25M8
G97S3000M33
G83Z.45R.15Q1000F6.M189
A-45.Q1000
A0.Q1000
A165.Q1000
A75.Q1000
A120.Q1000
A-75.Q1000
A-165.Q1000
A-120.Q1000
G80
M9
M190
G28U0.V0.W0.H0.M35
T0100
M30
This puts the machine in alarm. I figure its the M189. If I add M389 before the G83 drill cycle and add M189 to every drill point and close the section of code with M289 all seems to work properly. The code below works perfectly. My question, is it possible to make the mplmaster post processor output the M389 just before the G83 cycle and output M289 after the G80 statment.
Just to be clear
M189 = Sub Spindle full brake
M190 = Sub Spindle brake release
(TOOL - 4 OFFSET - 4)
(15/32" DRILL)
G55
T0404
G17G99
M135
M7
G0A0.
G0Y0.Z-.25 M389
X3.5
G97S2000M33
Z.865
G83Z1.34R0.F.008M189
X4.5A-12.M189
X3.5A-24.M189
X4.5A-36.M189
X3.5A-48.M189
X4.5A-60.M189
X3.5A-72.M189
X4.5A-84.M189
X3.5A-96.M189
X4.5A-108.M189
X3.5A-120.M189
X4.5A-132.M189
X3.5A-144.M189
X4.5A-156.M189
X3.5A-168.M189
X4.5A-180.M189
X3.5A-192.M189
X4.5A-204.M189
X3.5A-216.M189
X4.5A-228.M189
X3.5A-240.M189
X4.5A-252.M189
X3.5A-264.M189
X4.5A-276.M189
X3.5A-288.M189
X4.5A-300.M189
X3.5A-312.M189
X4.5A-324.M189
X3.5A-336.M189
X4.5A-348.M189
G80
Z-.25
M289
M9
M190
M35
G28U0.V0.
M01
-
1
-
-
Thanks for the reply, but im not sure how to apply this info. Should i just cut an paste into my post processor?
-
Hi Guys
At work I use Mastercam X6 lathe with MPL master for a post processor. I find myself always editing the G0 X0. Z.25 rapid moves at the begining of all tool operations. Is there an easy fix to make the lathe rapid in a dog leg fashion. I need the program to output like this.
G0 Z.25
X0.
thanks for your help
-
ftp://mastercam-cadcam.com/Mastercam_forum/Text_&_post_files_&_misc/DoosanManual.zip
User Name: mastercam
Password: swiss
Would you also have a link to the Doosan 2000SY Manual.
Thanks in advance!!
-
.gif)
In my Mastercam the Tool Angle button seems to be turned off, is there and easy way to turn the button on or active?
-
1
-
-
Hello Guys
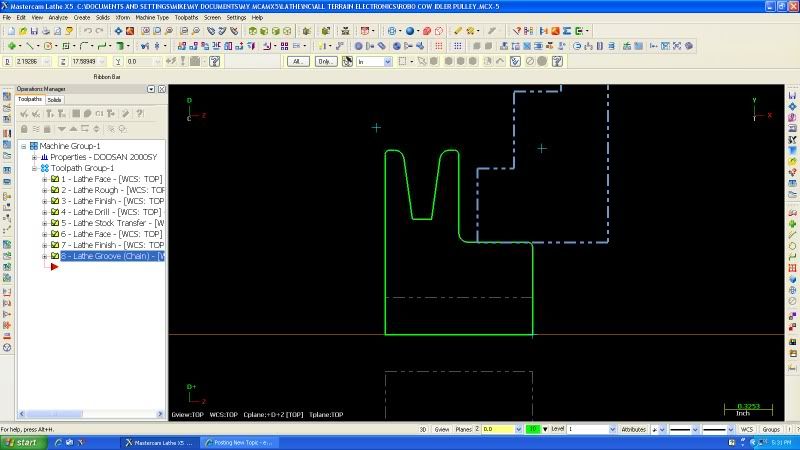
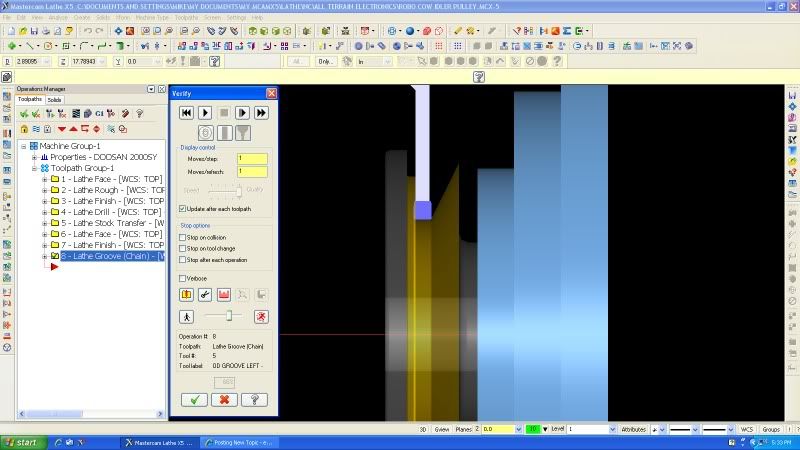
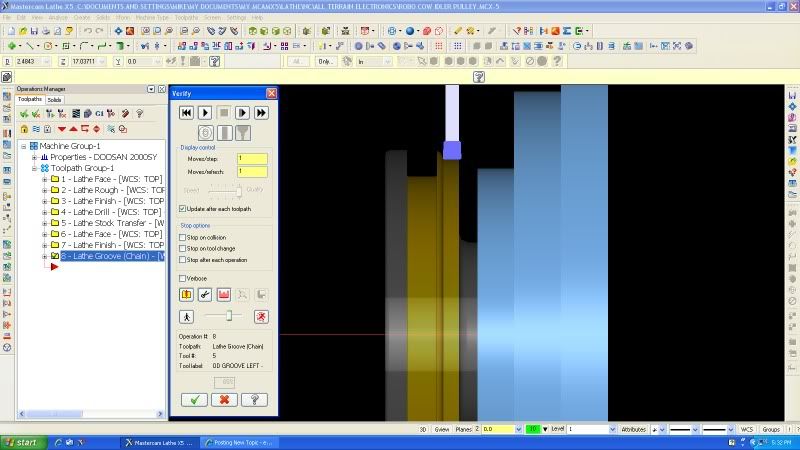
Im using X5 and all my rad's that need to be machined in the Sub Spindle seem to be reversed in the verify, and in backplot simulation all looks to be ok. It more less looks to be changing the rads into large chamfers.The contour has not changed at all just the tool path is out of wack, Has anyone seen this problem before??
-
I am using X3 with mplmaster, the thread output is not proper no matter what changes I have made in mastercam. The G76 P011660 cuts the thread all crappy like, when I change the P011660 to P011629 the threads come out very nice.
Do you guys think it could be the post that needs changing to get the P011629 to output instead of G76 P011660???
Mplmaster output now
G76 P011660 Q20 R.002
G76 X.3073 Z.85 P338 Q100 R0. F.0625
What I really need to have output
G76 P011629 Q20 R.002
G76 X.3073 Z.85 P338 Q100 R0. F.0625
Thanks in advance guys for all the help!!
Mike Roy in Canada
-
Thank you for the help, all is working just the way I need it too. My life is that much better now!!!
-
Hi Guys
I need your help, we are using X3 an need to have MPLmaster output G28 on 2 lines like the example below.
Mplmaster output:
G28 U0. V0. W0.
What we need to have output:
G28U0.
G28V0.W0.
Thanks for your help in advance.


Strange mouse or video skipping MasterCAM 2018.
in Industrial Forum
Posted
I'm interested if you found a fix to this problem, I've been having the same issue. The computer will freeze or hang for a few seconds for no reason at all.
The computer spec is exactly what you have, except for 32 gig of ram.