





deejflat
-
Posts
11 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by deejflat
-
-
What’s a realistic minimum depth for a blind tapped 1/420 hole? I got some that are .305 deep and .313 deep. I’m feeling like they should be 10-32 or something. Seems so dumb
-
On 10/23/2002 at 1:13 AM, Chris Parish said:
I have an entire set designed in Mastercam V9 ---send me an e-mail I'll send it to you

Yeah do you still have it? Is there a way for me to message you my email privately without everyone seeing it? I’ve been wanting to make some chess pieces for awhile. I think I know the material I want to use...
-
On 11/10/2020 at 10:57 AM, So not a Guru said:
View/Multi-Threading. Click on the toolpath that you want to stop & hit the stop button.
This is perfect. I'll have to try this next time! 4 stars my friend
-
On 10/7/2019 at 10:22 AM, JParis said:
As I do the math a .01mm step over is .0003" to me, that seems excessively tight..that in and of itself could cause a long calculation, depending on how big the total cut is...
What size ballmill is being used?
THIS. I chuckled when I saw the .01 mm because that is such a small stepover. I was on here looking to see if there is a way to stop a toolpath from generating and just start editing it. Sometimes when I copy one toolpath to another it will change the stepdown from 100% to 10% and make the generation take 10 times as long and also be a complete waste of time since I have to generate back at 100%.
One trick I use is to do a really heavy stepover when I want to see a toolpath and generate that, and then if I like where it is cutting, i'll regenerate it with the stepover I want.
I would suggest using .002 to .003 for finishing stepovers when using a ball em. Typically that leaves a nice finish when doing raster or scallop.
-
 1
1
-
-
On 10/30/2020 at 3:35 AM, zachlancy said:
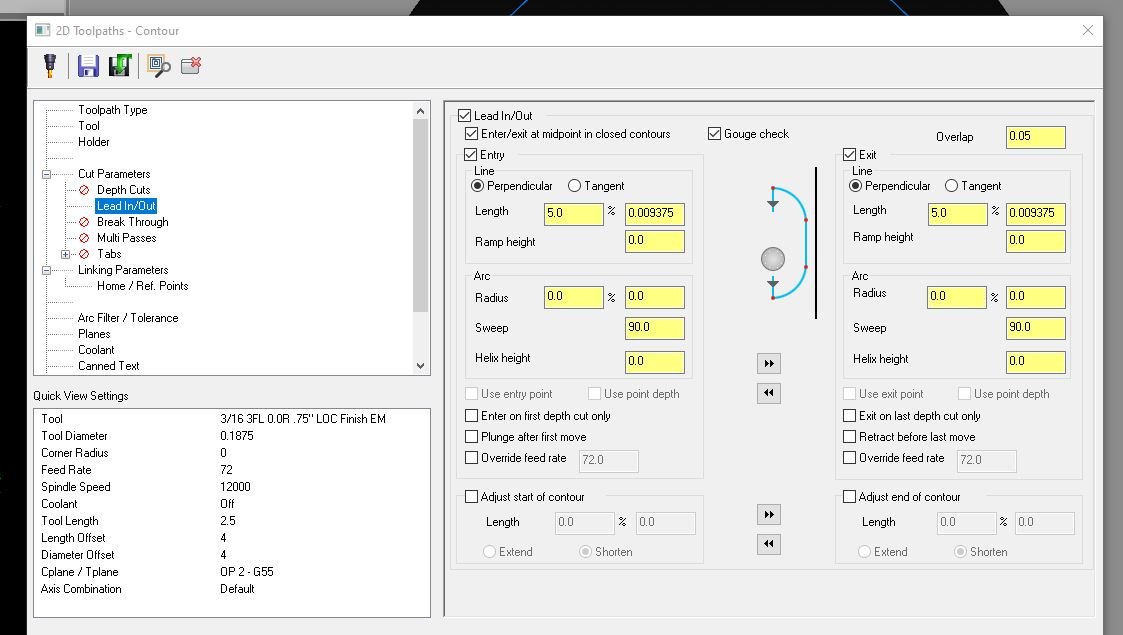
.... G00 G17 G90 G55 X.9308 Y.9104 S12000 M03 G43 H4 Z1. Z.0138 G94 G01 Z-.0862 F25. G41 D4 X.9401 F72. X.9382 Y.9472 Z-.0867 X.9322 Y.9835 Z-.0871 X.9224 Y1.0189 Z-.0875 X.9087 Y1.0531 Z-.0879 ....This is how I set up my ramps with comp
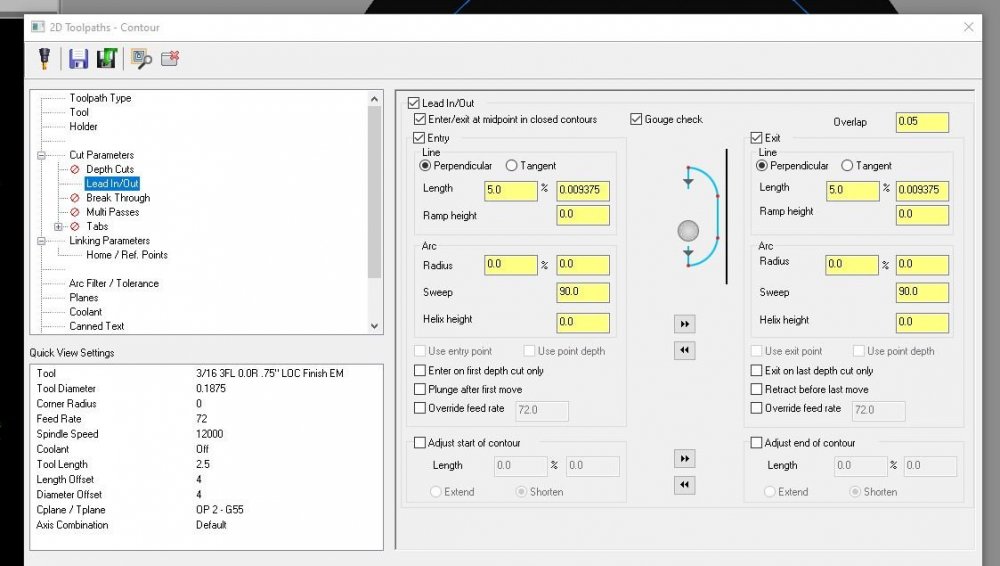
Very nice! I will have to try this next time. I typically don't try to finish to size with ramp, but I also really like using it.
-
When I have this happen, its typically cause we are using a multi axis toolpath on a 3 axis machine. If its at A0. we usually just delete it and don't have any problems. A simple replace all and A0. into a simple space
-
Thank you guys. Much appreciated. All your advice was spot on!
-
I saved it under a different name. It will probably be alright.
-
I could maybe post a picture of the toolpath and a close up of the area worked on, but most of the work we do isn't supposed to be public.
-
I am having trouble with the flowline toolpath. I am machining an undercut of -5 degrees. My first attempts would try and machine both sides of this surface. I added all surfaces of the part into collision control under check surfaces. Now everything is correct except the exit. The toolpath tries to exit into the part.
I have a 1/8 lollipop cutter already defined from a previous job, Flow parameters selects only the surfaces with the undercut, tool axis control is set to Lines because this is being worked on a 3 axis machine with output format 4axis rotary axis - X axis, lead angle side angle both set at 0, collision control compensation surfaces I have only the selected surface with an undercut, gouge check is off, etc.
My linking parameters seem to be based off of the x axis. Everything seems to work except the path wants to exit into the part (the opposite side that it starts on.)
Anyone know how to force the flowline path to start and exit near the same area?
ADJUST COLLISION TOLERANCE
in Industrial Forum
Posted
Ever figure this out? I get the problem all the time with my etch paths.