H_Cam
-
Posts
11 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by H_Cam
-
Calling Sub program from a server
H_Cam replied to H_Cam's topic in Machining, Tools, Cutting & Probing
Thanks for like to the thread James Ideally I'd like to call sub programs from an actual server, as these subs vary and serialized. I'm thinking operator would enter a serial number into #850, main program would call sub program corresponding to the serial in #850 on the ( ex: server, dnc... where some one can update sub programs remotely) -
My company is trying to call sub program off the server would this work M198 P#850 #850=xxxx (program on the server) Machines are: Fanuc Robodrill Fanuc @-D21MiB5 (Series 31i model - B5) and Fanuc @-T14 iB (series 16im) Anybody has experience in this please give some guidance Thank you very much in advance
-
Got it! Thanks
-
That is nice! What i really want is let say my level 1 "geometries" i would have my geometries drawn on and set it to green color and on my level 2 "dimension" i have it set to yellow color. I might be going back and forth between the two levels, having the levels color, line type, line width properties set beforehand would save some clicking.
-
Is it possible to preset level properties in mastercam? For example: Level #1 Line type: solid, thickness 2 , color purple Level #2 Line type: dotted, color green
-
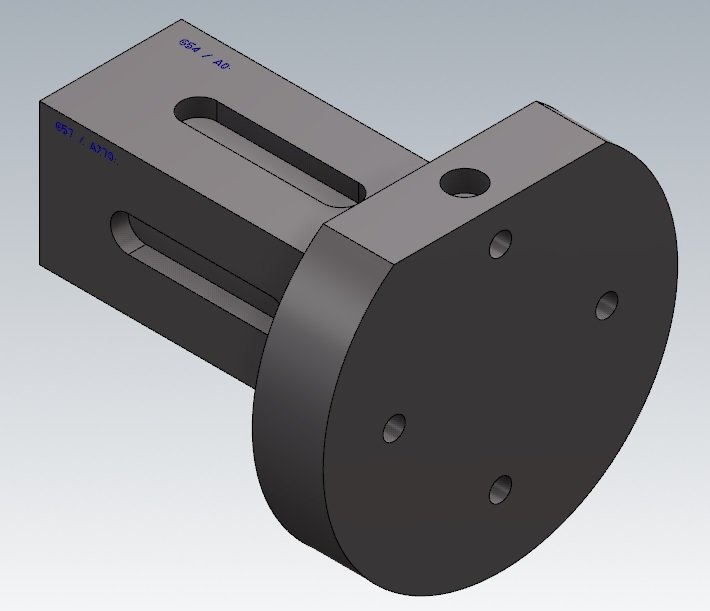
Here it is #Rekd, I think i might got it. But let me know if there is a better way to approach it. Thanks 4axis_test_part_with_faceplate.mcam 4axis_test_part_with_faceplate.NC
-
Hello Leon82, thanks for the reply, could you please give more detail about rotating planes? Its not moving WCS origin to the top of FLAT right?
-
Hello everybody I got a question about 4-axis hope somebody could shed some lights. At my work our 4-axis works are programed off a face plate, our programmers been doing this for years and they work great. The face plate is permanently bolted to rotary, it has a flat at A0, XY0 is the bore of that hole for Work offsets (G54-G57) for 4 sided parts, Z0 all tool lengths are 1" Gage block off that flat. I've tried doing 4-axis this way and it didn't turned right, A0 side seemed OK, but other sides tool kinda look buried into the work.