Search the Community
Showing results for tags 'cutting parameters'.
Found 1 result
-
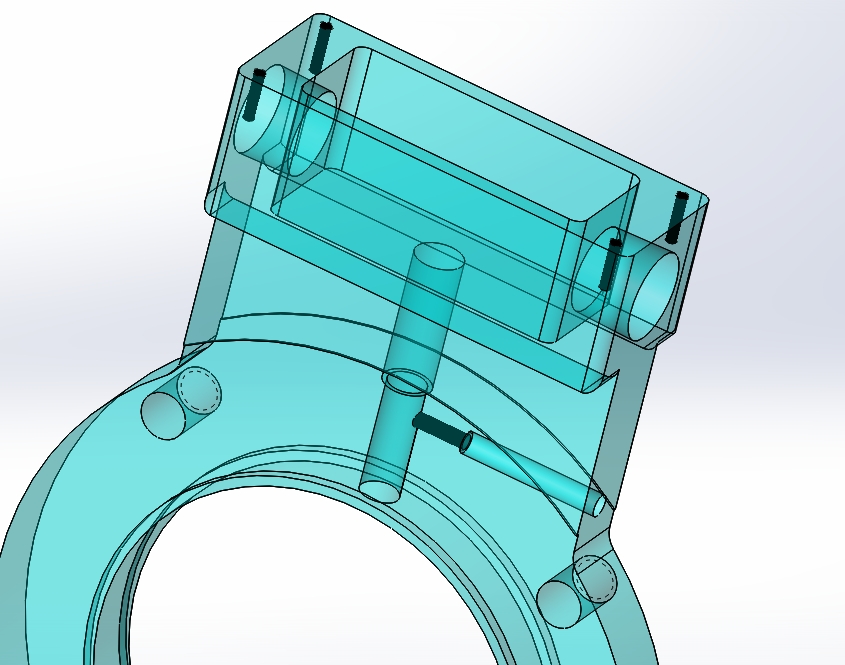
Hi here are many topics about deep drilling and I read most of them but I still don't have an answer for my problems. I need to drill two concentric holes in part, where upper one is just counter-bore and bigger with depth of 1.4in, and lower one has tolerance of .375, -0/+.002 and is 1.25 deep. But they start at the bottom of the pocket which is 1.25 deep. Here is a problem: if I try to drill them after making of a pocket all chips are dropping in a hole if I peck outside of upper hole because they are stuck in pocket and coolant brings them in a hole. And if I try to drill hole before making a pocket I'm wasting a time as I need to drill material which will be removed when pocket will be made. And hand changing of G code as I want that tool that drills lower hole starts at the bottom of upper hole, but peck all the way out of holes!! Now I'm considering using some other strategies like chip break where tool will peck just a little bit and not go out of hole. So if somebody is familiar with this kind of problem I would appreciate any advise, that I don't need to test by myself!! here is what I have: aluminum. 300 parts. no coolant thru spindle. no programming problems, just parameter and tooling problems. here is what I'm interested: to drill holes after making of pocket. to start lower hole at the bottom of upper hole and keep tool down till it finishes drilling. which tools to use and with which strategy and parameters (can it be just chip break and no regular peck outside of hole. or maybe no peck). Are there drill tools that can make nice finish of lower hole of .375 -0/+.002 tolerance 1.25 deep that I don't need to use reamer after. Thanks for any suggestions!!!