





stevieboy
-
Posts
343 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by stevieboy
-
-
Hello,
Learning....
It seems like breaking the chains along the top and bottom, then re-chain, was the fix.
Though... I did not find any documentation on this.
-
Hello,
Learning.....
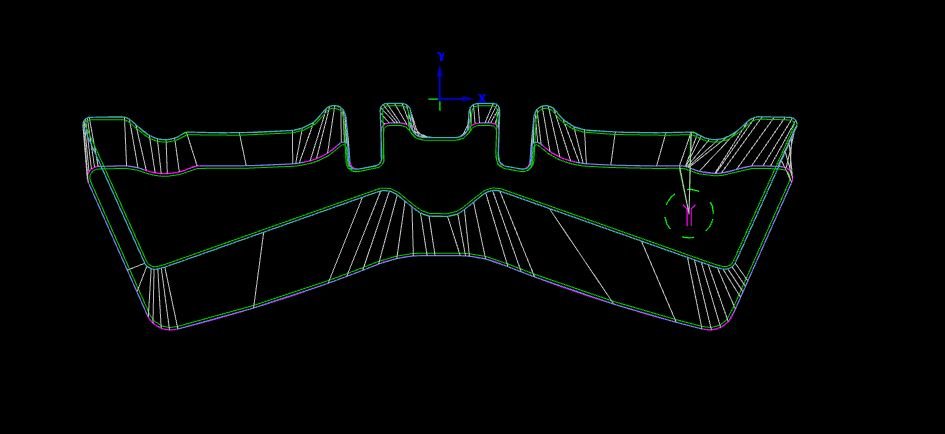
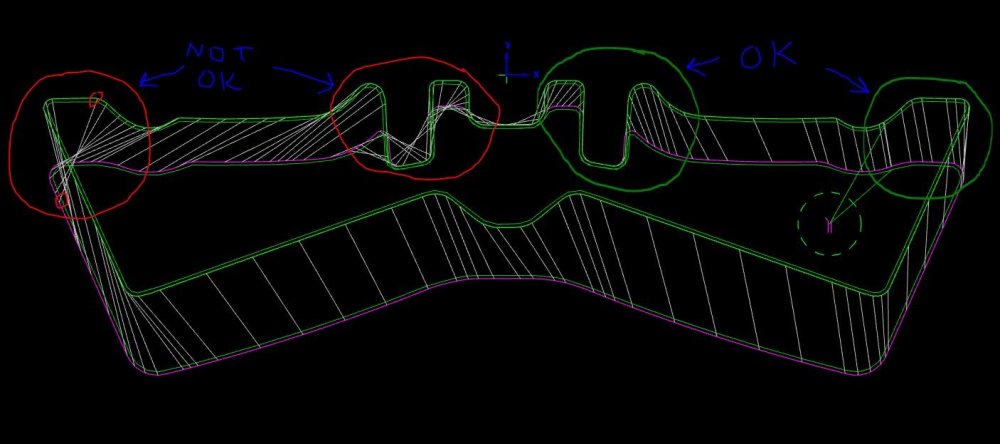
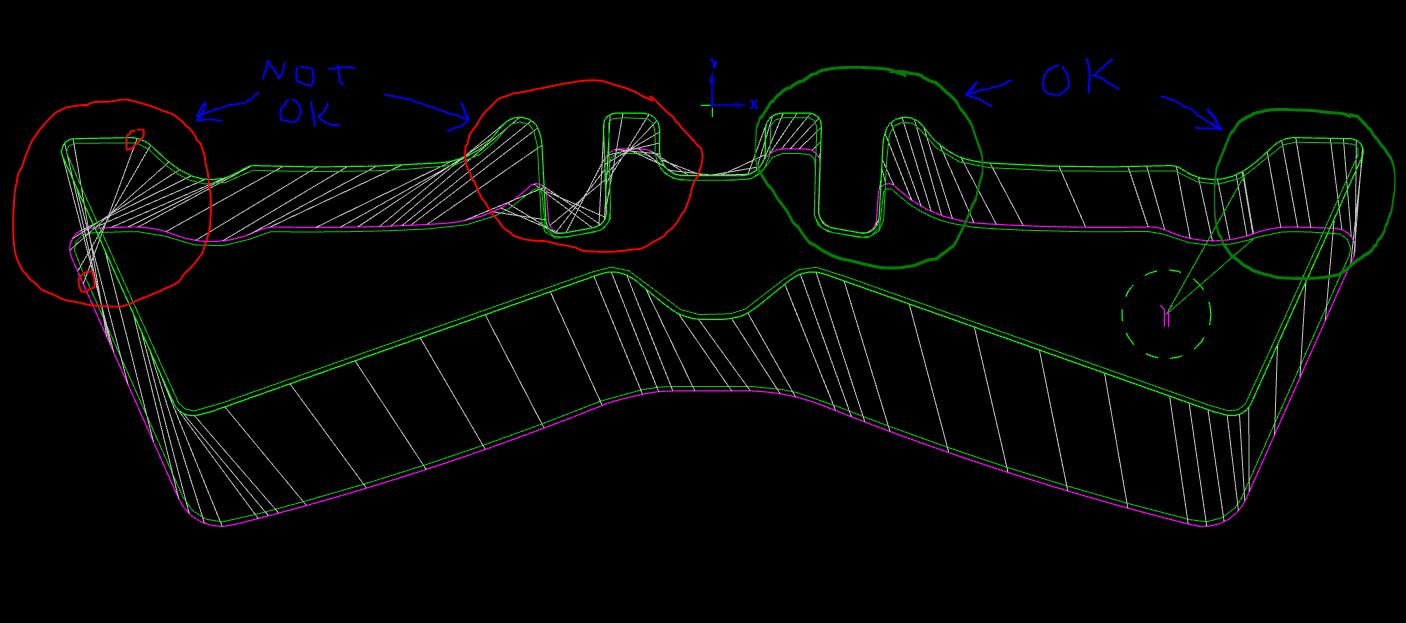
I'm having trouble with this 4-Axis Wire path.
The green color geometry is on top & the magenta color is bottom.
The trouble is the Wire path on top is getting too far ahead of the bottom.
I've attached a picture of what I'm trying to explain.
Using MasterCam 2019
Thanks-
-
Thanks everybody!
-
Thank you MrFish.
-
Hello,
Is it possible to transform geometry with plane?
Or in other words... in some cases, I want my plane to move with my geometry. (I don't want to have to go back and move my plane to my geometry)
Thanks.
-
1.) A Zoom window with in a window in Verify, so you could zoom in on the tool on it's path, this would work great on really big or long parts.
2.) In Define Tool, Why not have Center Drills Defined as common sizes, like... number 2 center drill by default.
-
An Aluminum Mold with drafted sides... maybe...

-
Yes.. its 'lead' as in fishing weights
I'll be starting with 12 inch square 1 inch thick.
using a vacuum plate.
Thanks
-
Hello,
I have some Lead metal plates to CNC mill, about 1 inch thick and about a 10 inch diameter with a few 3/8 holes.
I looking for some suggestions on tooling, coolant , speeds , feeds
Thank you in advance for your help
-
I got it! Thats all i had to do was restart MasterCam and they're back! : )
Thanks!
-
I put frontfit.vbs,isofit.vbs,topfit.vbs,rightfit.vbs,viewfit.dll and vstools.ft into my c-hooks in x5
In customize, toolbars, category, I should see ViewFit, I maybe forgetting something...
-
yes.. it kinda works like that except you gota have the View fit Icons, I search the Fourm for the time I got the information on how to do it,,but with the new fourm I can't go back. The topic was back in july about the 15th, under stevieboy
... Gview help (july 14 2010)
-
yes.. it kinda works like that except you gota have the View fit Icons, I search the Fourm for the time I got the information on how to do it,,but with the new fourm I can't go back. The topic was back in july about the 15th, under stevieboy
-
I just did the install of X5, I forgot the procedure on how, I put the View fit feature in.. on X4, I need them on X5.
Any help would be great! i miss them

-
You guys are Great thanks again!
From all of us!!!

-
This is what I've got so far, maybe today I'll get a chance to look at the post.
O2152 (-005 STOPTEST)
(MCX FILE - Z:PROGRAMMINGSOURCEtttttt1410005-005 STOPPOST TEST.MCX)
(PROGRAM - -005 STOPTEST.NC)
(DATE - SEP-21-2010)
(TIME - 8:08 AM)
(T1 - 1/2 FLAT ENDMILL - H1 - D1 - Min Length = 3.")
(T2 - 1/8 CENTERDRILL - H2 - D2 - Min Length = 3.")
(T3 - NO. 21 DRILL - H3 - D3 - Min Length = 3.")
(T4 - NO. 10-32 TAPRH - H4 - D4 - Min Length = 3.")
(T5 - 1/4 BALL ENDMILL - H5 - D5 - Min Length = 2.5" - R0.1250")
(OVERALL MAX - Z6.)
(OVERALL MIN - Z-.3)
N100 G00 G17 G20 G40 G80 G90
N110 G91 G28 Z0.
N120 (COMPENSATION TYPE - COMPUTER)
N130 T1 M06 ( 1/2 FLAT ENDMILL)
-
Hahah
Ok.. Here
 what I got so far, I'm hoping to get a chance this afternoon to look at what we got, but here's my update..
what I got so far, I'm hoping to get a chance this afternoon to look at what we got, but here's my update..Output tool stick out in header
fmt 2 pilot_dia # 20007 Parameter line
fmt H 2 flute_len
fmt 2 oa_len #length stick out Varaible
fmt 2 shldr_len
fmt 2 arbor_dia
fmt 2 hldr_dia
fmt 2 hldr_len
fmt 2 spindle_ccw
fmt 2 sfm
fmt 2 fpt
fmt 2 metric
pwrttparam$ #Information from parameters
if prmcode$ = 10010, stock = rpar(sparameter$,1) # Stock to leave in Z
if prmcode$ = 10068, stock1 = rpar(sparameter$,1) # Stock to leave in XY
if prmcode$ = 12068, stock2 = rpar(sparameter$,1) # Stock to leave in Z facing
if prmcode$ = 15145, metvals = rpar(sparameter$,1)
if prmcode$ = 15346, comp_type = rpar(sparameter$,1)
if prmcode$ = 20004, slot = rpar(sparameter$,16)
if prmcode$ = 20006, cut_ability = rpar(sparameter$,8)
if prmcode$ = 20007, oa_len = rparsngl(sparameter$, 3) ###add this to the “pwrttparam$”
#if prmcode$ = 20007, pilot_dia = rpar(sparameter$,15)
if prmcode$ = 12628,
[
hst_flg = 1
hststyle = rpar(sparameter$,1)
]
ptooltable # Write tool table, scans entire file, null tools are negative
tnote = t$
toffnote = tloffno$
tlngnote = tlngno$
spaces$=0
if t$ >= zero,
[
if tcr$>0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, " - ", *tcr$, punit, scomm_end, e$
if tcr$=0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$,"-"," ","Min Length ="," ",*oa_len, punit, pdiamspc, scomm_end, e$
]
#if t$ >= zero,
# [
# if tcr$>0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, " - ", *tcr$, punit, " - ", popnote, scomm_end, e$
# if tcr$=0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, " - ", " - ", popnote, scomm_end, e$
# ]
#if $t >= zero,
# [
# scomm_str, *t$, ptspace, " - ", plistcomm, scomm_end, e$
# ]
#if t$ >= zero,
# [
# if tcr$>0, scomm_str, *tnote, " ", *toffnote, " ", *tlngnote, " ", *tldia$, " ", *tcr, punit, " ", popnote, scomm_end, e$
# if tcr$=0, scomm_str, *tnote, " ", *toffnote, " ", *tlngnote, " ", *tldia$, " ", popnote, scomm_end, e$
# ]
spaces$=sav_spc
-
Keith,
Thank you, for going out of your way helping me find a solution to my problem.
Reece up at QTE in St. Charles MO. said he knew how, and would get with me tomorrow.
I'll keep you updated.
Thanks Again... you to Tim
-
Here's what I'm seeing in my post
misc. strings....
#Misc. string definitions
sopen_prn : "(" #String for open parenthesis "("
sclose_prn : ")" #String for close parenthesis ")"
sdelimiter : "|" #String for delimiter
sg95 : "G95" #Feed per rotation
sm29 : "M29" #Rigid tapping preperation support function
sg80 : "G80" #Cancel canned drilling cycle
sg43 : "G43" #Tool length compensation
sg49 : "G49" #Tool length compensation cancel
sg92 : "G92" #Set work piece coordinate system
sm06 : "M6" #Toolchange
In the pwrttparm.... I see...
pwrttparam$ #Pre-read parameter data
#"pwrttparam", ~prmcode$, ~sparameter$, e$
if prmcode$ = 15346, comp_type = rpar(sparameter$, 1) #Cutter compensation type - 0=computer, 1=control, 2=wear, 3=reverse wear, 4=off
if prmcode$ = 10010, xy_stock = rpar(sparameter$, 1) #Capture stock to leave (XY)
if prmcode$ = 10068, z_stock = rpar(sparameter$, 1) #Capture stock to leave (Z)
In the pwrtt.. I see..
pwrtt$ #Pre-read NCI file
if tool_info > 1 & t$ > 0 & gcode$ <> 1003, ptooltable
pwrttparam$ #Pre-read parameter data
#"pwrttparam", ~prmcode$, ~sparameter$, e$
if prmcode$ = 15346, comp_type = rpar(sparameter$, 1) #Cutter compensation type - 0=computer, 1=control, 2=wear, 3=reverse wear, 4=off
if prmcode$ = 10010, xy_stock = rpar(sparameter$, 1) #Capture stock to leave (XY)
if prmcode$ = 10068, z_stock = rpar(sparameter$, 1) #Capture stock to leave (Z)
pparameter$ #Read operation parameters
#rd_params is used to call pparameter postblock and read the parameters of the operation specified in rd_param_op_no
#"pparameter", ~prmcode$, ~sparameter$, e$
if prmcode$ = 12025, rotary_axis2 = rpar(sparameter$, 1) #Capture the axis of rotation in Multiaxis
I'm using Generic Haas 4x mill. pst
I'm not sure about the mpmaster post ?
thanks
-
Keith,
The prmcode, I'm still looking for the right one,
I've got to break away from it now, a hot job came up, I'll get back to it in a while.
thanks
-
Tim, this what I found.
fmt T 4 t$ #Tool number
fmt T 4 first_tool$ #First tool used
fmt T 4 next_tool$ #Next tool used
fmt D 4 tloffno$ #Diameter offset number
fmt H 4 tlngno$ #Length offset number
fmt G 4 g_wcs #WCS G address
fmt P 4 p_wcs #WCS P address
fmt S 4 speed #Spindle Speed
fmt M 4 gear #Gear range
# --------------------------------------------------------------------------
fmt N 21 n$ #Sequence number
fmt X 2 xabs #X position output
fmt Y 2 yabs #Y position output
fmt Z 2 zabs #Z position output
fmt X 3 xinc #X position output
fmt Y 3 yinc #Y position output
fmt Z 3 zinc #Z position output
fmt A 11 cabs #C axis position
fmt A 14 cinc #C axis position
fmt A 4 indx_out #Index position
fmt R 14 rt_cinc #C axis position, G68
fmt I 3 iout #Arc center description in X
fmt J 3 jout #Arc center description in Y
fmt K 3 kout #Arc center description in Z
fmt R 2 arcrad$ #Arc Radius
fmt F 9 feed #Feedrate
fmt P 11 dwell$ #Dwell
fmt M 5 cantext$ #Canned text
fmt F 2 pitch #Tap pitch (units per thread)
# --------------------------------------------------------------------------
#Move comment (pound) to output colon with program numbers
fmt O 4 progno$ #Program number
#fmt ":" 4 progno$ #Program number
fmt O 7 main_prg_no$ #Program number
#fmt ":" 7 main_prg_no$ #Program number
fmt O 7 sub_prg_no$ #Program number
#fmt ":" 7 sub_prg_no$ #Program number
fmt X 2 sub_trnsx$ #Rotation point
fmt Y 2 sub_trnsy$ #Rotation point
fmt Z 2 sub_trnsz$ #Rotation point
# --------------------------------------------------------------------------
fmt Q 2 peck1$ #First peck increment (positive)
fmt J 2 peck2$ #Descending peck value
fmt K 2 peckclr$ #Final peck value
fmt Q 2 shftdrl$ #Fine bore tool shift
fmt R 2 refht_a #Reference height
fmt R 2 refht_i #Reference height
# --------------------------------------------------------------------------
fmt "TOOL - " 4 tnote #Note format
fmt "DIA. OFF. - " 4 toffnote #Note format
fmt "LEN. - " 4 tlngnote #Note format
fmt "TOOL DIA. - " 1 tldia$ #Note format
fmt "XY STOCK TO LEAVE - " 2 xy_stock #Note format
fmt "Z STOCK TO LEAVE - " 2 z_stock #Note format
# --------------------------------------------------------------------------
fmt 4 year2 #Calculated year value
fmt 18 time2 #Capture 24-hour time value into 'time2' variable
fmt 19 hour #Hour
fmt 20 min #Minutes
-
That would be Great! I'll look for it first thing in the morning when I get to work.
thanks again!
-
I'm using a Generic Haas 4x mill. pst
I would like to be able to see the tool length
when I post.
( MATERIAL - ALUMINUM INCH - 7075 )
( T2 | 1 INCH ROUGHER | H2 )
( T3 | 1/4 FLAT ENDMILL | H3 )
( T9 | 1/2 FLAT ENDMILL | H9 )
( T10 | 1/2 LOLLIPOP MILL | H10 )
( T5 | 1/8 CENTERDRILL | H5 )
( T6 | 1/2 DRILL | H6 )
( T4 | 1 INCH BULL ENDMILL 0.125 RAD | H4 )
( T8 | 1/2 BULL ENDMILL 0.125 RAD | H8 )
The machine operator could set tool lenght or I could copy/paste right to my setup sheet.
thanks
-
MpMaster post I'm not sure ?
I'm using Generic Haas 4x mill. pst
WirePaths Wire 4-Axis question...
in Industrial Forum
Posted
Colin,
Wow! I must say... that is a very helpful reply!
I used "by Entity" and just started breaking the chains, till the wire path looked doable.
I downloaded a file with (3) 4-Axis programs. I will be leaving work at 7:00am CST. I'll check the post tonight, when I get to work and see if anyone has replied on the Sync Methods.
Thanks Again! Great Job!
QTE_SAMPLE_E03998_plate_2_d.mcam