brussell
-
Posts
4 -
Joined
-
Last visited
brussell's Achievements
")





-
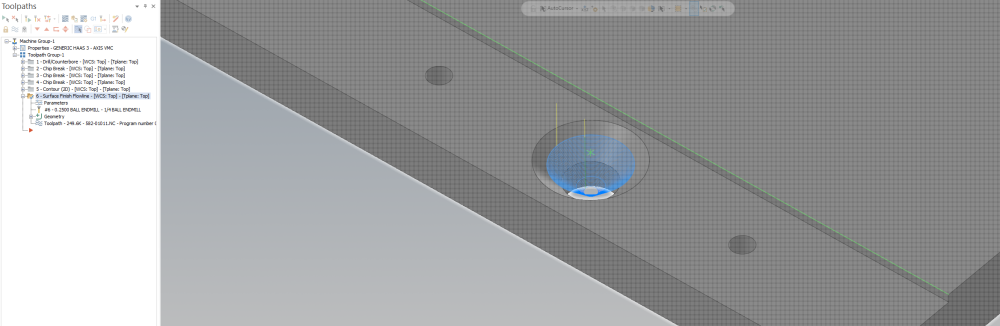
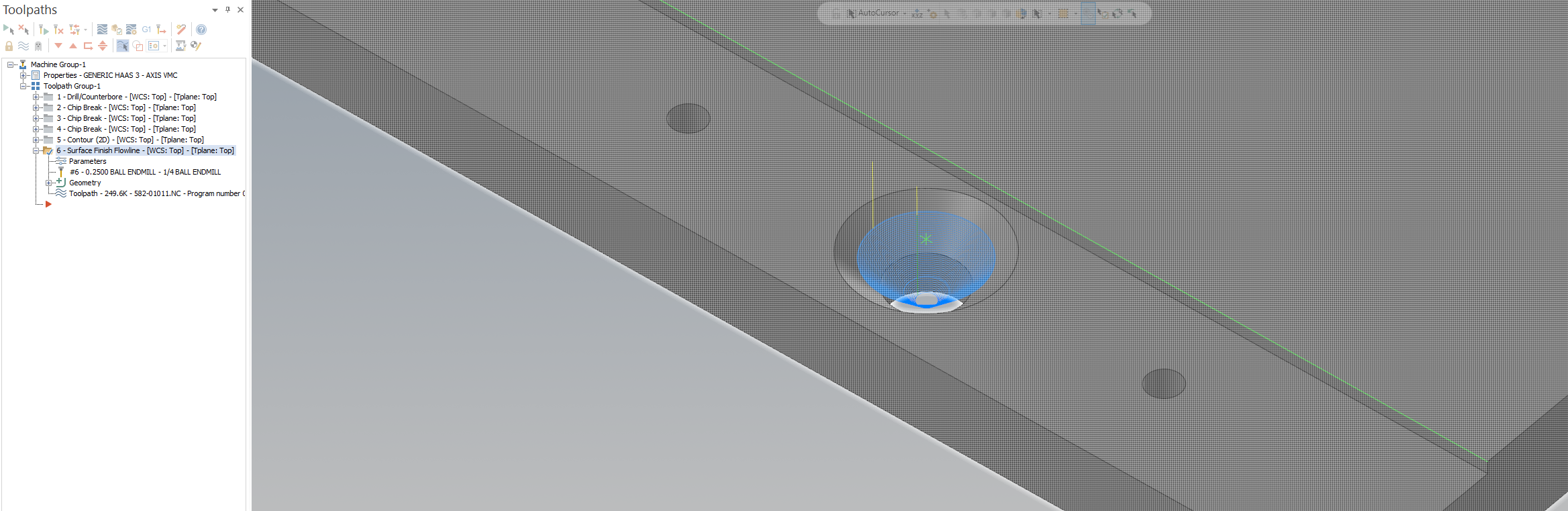
Reducing code within 3D surface finish flowline?
brussell replied to brussell's topic in Industrial Forum
@neurosisI changed the method from spiral to one way. This reduced the code down to around 400 lines. This is exactly what i needed. So simple -
Reducing code within 3D surface finish flowline?
brussell replied to brussell's topic in Industrial Forum
@CNC CHRIS This still added more code actually almost double. From 1700 lines to 3100 -
On many occasions I have chosen to 3d mill countersink features with a ball end mill. This works great if there aren't a ton of features in a single program; this quickly adds up to thousands of lines of code going point to point. Using surface finish flowline we are diving in the hole cutting bottom to top with a spiral cutting method. (.01 stepover) In this toolpath the Arc filter/ smoothing tolerance only adds more code no matter how I set the parameters. If I were to do this within a cylindrical toolpath (helix bore) rather than countersink conical shape, the code comes out exactly as needed with G2 or G3 moves. Haas standard 1,000,000 bytes of memory is nothing compared to some lengths of programs. I haven't got around to try drip feeding on this which is likely my solution. Point being, is there any way to reduce this amount of code? Is it not possible due to the constant conical shaped toolpath? Thanks