Rob_V
-
Posts
3 -
Joined
-
Last visited
Rob_V's Achievements
")





-
Ahh nice idea @Werktuigbouwer. I think this is essentially the same idea as what @neurosis said, using a combination of a mirror and a translation. Kind of a pain but seems to be the only way to do it. I agree that on something this simple it would probably just be better to program them separately, but on a more complicated part with many toolpaths this is definitely something helpful for me. Sometimes we have 3 double vises running in a single setup for a total of 6 workstations, and the time can quickly add up when trying to tinker with parameters for 6 of the same toolpath. Was hoping there would be a more "seamless" solution out there, but this is better than nothing. Appreciate the advice friends, I'm still fairly new to all this.
-
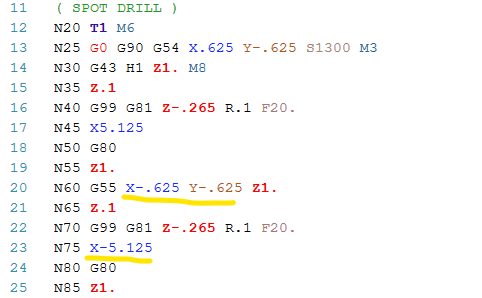
Ok so I tried this, and it worked for the translate toolpath, but for the mirroring it flipped the X-coordinates instead of Y. Not sure why it would have done that, I'm wondering if it has something to do with this Mirror - G54 plane that it auto-created.
-
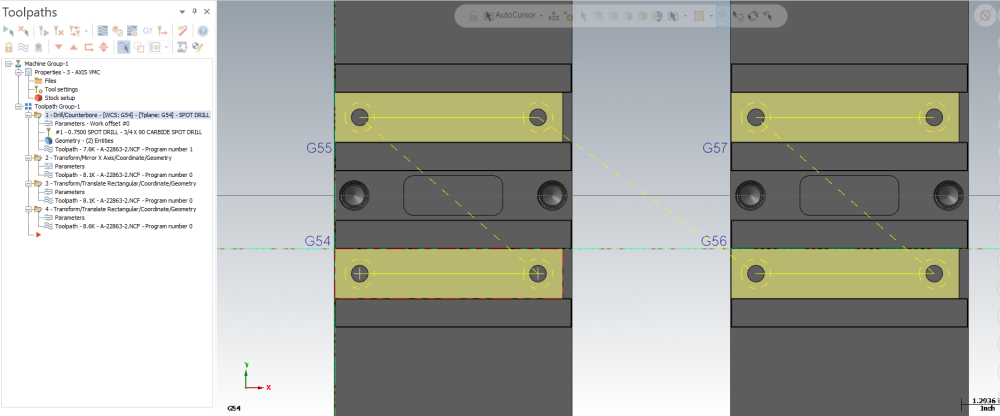
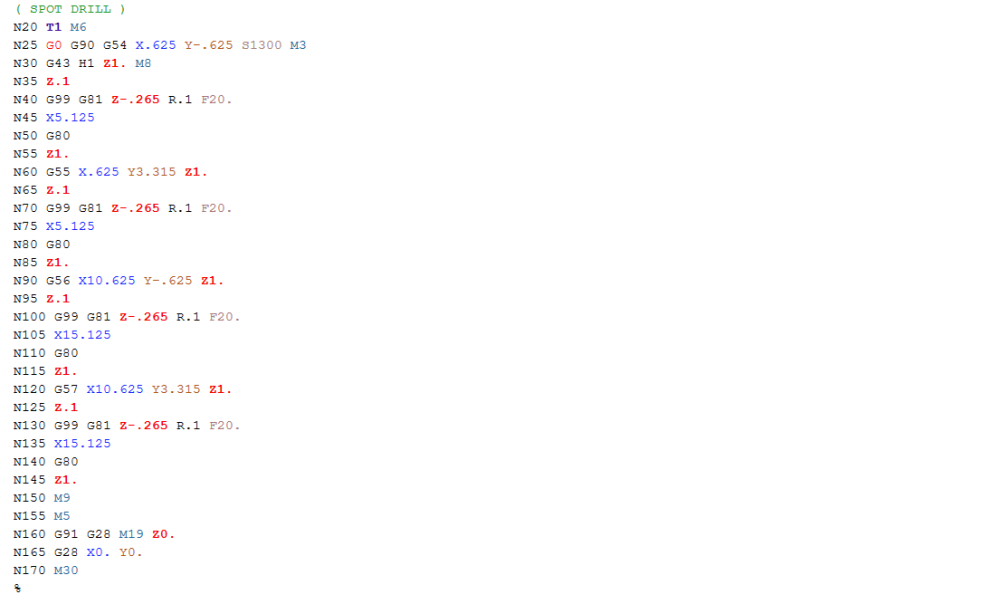
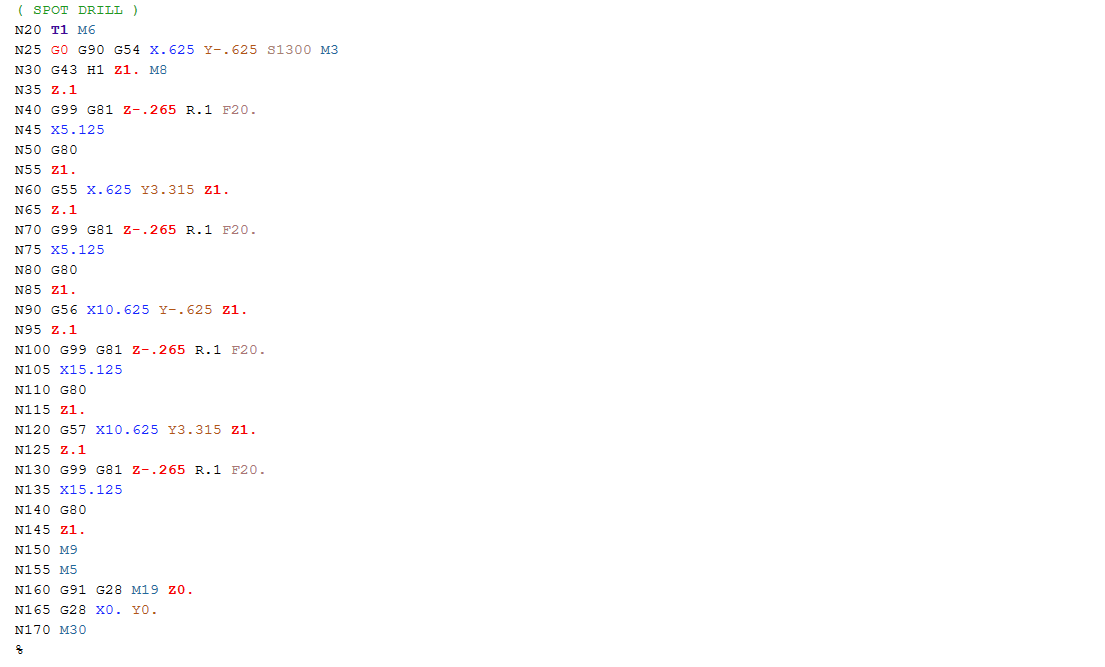
Hi all, I'm having an issue getting my G-code output to be what I want when using the mirror toolpath transform function. We do a lot of setups using double vises, where I need my WCS set the fixed jaw for both the front and back station. Trouble is, the fixed jaw is the back jaw in the front station, and the front jaw on the back station, so I need to mirror my toolpaths across the centerline of the vise. My mastercam file displays exactly what I want to do perfectly, but when I post my code out, I am getting the wrong coordinates for the mirrored toolpath. Basically, my G54 drilling points should be X.625 Y-.625 and X5.125 Y-.625, and my G55 points should have the Y flipped to be positive, so X.625 Y.625 and X5.125 Y.625. However, when I post the code, the G55 Y coordinate is 3.315, which is what it would be relative to my G54 origin point. The same is happening when I translate these toolpaths to a second vise. Now, I know I could just make separate toolpaths with distinct offsets for each station, but my goal is that if I have to change speeds/feeds etc. for an op I would like to only have to do it once instead of four times. I've been trying for hours to figure this out and it is driving me nuts..any help would be greatly appreciated. PS this is my first time posting here so I hope all my formatting and whatnot is correct double_vise_sample.zip