





Rotary Ninja
-
Posts
1,310 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Rotary Ninja
-
-
We just installed the flash drive upgrade on our Okuma Mill. Now I have a file that is too big to fit in the control. Is there a way to drip feed a file from the flash drive on the Okuma? I can't seem to find any info in the manual that talks about a DNC function.
-
 1
1
-
-
Thanks. That helps a bunch. Would have been better if they had just called it 10.01 in the tool data page lol.
-
I posted out a program before I left work yesterday. It is a mill drill in station 10 doing face work on a Mazak 250 Nexus. The tool offset posted out as T1010.01. After touching off the tool the operator said making offsets in Z had no effect where the tool was cutting. He thought maybe he was setting the wrong tool. So he set all tool 10 tools to the same values. Then he deleted all but 1 tool and now the machine says the tool doesn't exist.
I am not at work, so I can't help him much. And I am clueless on the machine almost as much as he is. This is the first MasterCam program I have posted to the machine.
Can someone explain how the Mazatrol tool and work offsets work? What is the ".01" at the end of the tool offset? And if you have 10 tool #10's in the machine, how do you know which one is going to be used?
Thanks. I miss my mill area!
-
Thanks for the info. The PM here said they used to run it from within the programs. Not sure how positive he is about that. But I don't think they used M279 if they did. And it is nearly impossible to find any kind of programs here, let alone ones written specific to the Okuma. But I suppose that is what I am going to have to do. I haven't tried any of the other empty M codes to see where else they might have set it up.
-
We have an Okuma MB-46 VAE with the OSP-E100M control. The conveyor is an MB-46/56V. I am unfamiliar with the Omumas and we are trying to get the conveyor to run. The buttons on the control panel on the front of the machine don't do anything. Is there a secret cheat code you have to press to get the conveyor to run with these buttons?
The buttons on the panel on the conveyor itself will move the conveyors forward and backward just fine. And nothing seems to be in a bind.
But if use MDI to run the conveyor using M279 I get the error: 3712 Chip Conveyor Motor Overheat
This is an old machine we bought used. So I don't even know who I can call for any kind of tech support.
Any help is greatly appreciated.
-
Yeah, our machine is really old. It works fine, but I highly doubt we will spend that kind of money to upgrade it. I would rather they just bought me an Okuma
.gif)
-
Yes, it would require (I was told this was a guess) roughly $3500 for the upgrade to be able to program outside of Mazatrol.
-
I figured out what it is. The machine doesn't have the option turned on to allow external programming. So you can only use Mazatrol programs. Man, I really hate Mazaks
-
2
-
-
I am trying to send a program from the PC to the Mazak. We have been transferring Mazatrol based programs back and forth just fine. But I have just started writing programs in Mastercam. Every time I try to transfer a file I get the alarm: 515 CMT MIS-CONNECTED. We have no manual for this machine. And I cannot find any info on what the file needs to be... .EIA, .NC, etc. I have saved the file from Cimco as an ISO Turning file and it defaults to EIA. So the program filename is OP-2.EIA. The header of the program reads...
O0010 (OP-2)(PROGRAM NAME - OP-2)(DATE=DD-MM-YY - 19-01-16 TIME=HH:MM - 11:46)I have tried changing the filename to:10.NC10.EIA10.MZK10.CMTNothing seems to work. Any help will be greatly appreciated. -
That was easy. Thanks guys!
-
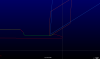
I have a pretty simple contour that I would like to rough and finish with a 55 deg turning tool. But I can't get Mastercam to create a lathe toolpath that goes into this groove. It just skips across at the major OD and ignores the groove. The only way I have been able to cut this is with a groove tool and a groove toolpath. But I know the DNMG tool will cut it. The area I am trying to cut is the green geometry.
Thanks for any help you can give me.
(see attached screenshot)
-
toolcheck : 0 # Runs the "G111" macro and stages tools, Stagetool must be set to 1# 0=Off, 1=VC1 VC2 output, 2=G111 A R outputSo set this to 2? I think I tried 1 already and it alarmed out. The machine is running right now but I will try this tomorrow.
-
I really need to take a class on post editing
-
Ok. I would like to try what you initially recommended Allan. I saved a backup of my post. I found the tool change section...
ptlchg0$ #Call from NCI null tool change (tool number repeats)pcuttypepcom_movebc_mmlt$ #Multiple tool subprogram call#if gcode = 0, result = force(maxfeedpm, maxfeedpm)#if gcode = 0, result = force(machtol, machtol)comment$pcanpbld, n$, sgplane, e$pspindchngpbld, n$, scoolant, e$if vmc < 2 & (fmtrnd(cabs) <> fmtrnd(prv_cabs)), p_up_rotif wcstype > one & workofs$ <> prv_workofs$,[sav_absinc = absinc$absinc$ = zeropbld, n$, pwcs, e$pbld, n$, sgabsinc, pfxout, pfyout, pfzout, pfcout, e$pe_inc_calcps_inc_calcabsinc$ = sav_absinc]if cuttype = zero, ppos_cax_linif gcode$ = one, plinoutelse, prapidoutpcom_moveac_msng$ #Single tool subprogram callptlchg$ #Tool changepcuttypetoolchng = oneif wcstype = one, #Work coordinate system[pbld, n$, *xh$, *yh$, *zh$, e$]pbld, n$, "M01", e$pcom_movebc_mmlt$ #Multiple tool subprogram callpchecktoolpbld, *natnum, ptoolcomment, e$comment$pcanpbld, n$, "G80", *sgabsinc, "G40", *sgplane, pwcs, e$if toolcheck = 0, pbld, n$, *t$, "M6", e$else, ptooloutpindexsav_absinc = absinc$if wcstype > one, absinc$ = zeropcan1, pbld, n$, *sgcode, *sgabsinc, pfxout, pfyout,pfcout, *speed, *spindle, pgear, strcantext, e$if use_vtlcn, pbld, n$, "G56=VTLCN", pfzout, scoolant, pstagecheck, !tlngno$, e$else, pbld, n$, "G56", *tlngno$, pfzout, scoolant, pstagecheck, e$absinc$ = sav_absincpcom_moveatoolchng = zeroc_msng$ #Single tool subprogram callfeedhs = feedSo I need to replace what part of that with this?:[
#Skip tool call if tool is in spindle, can have at sof or for every change
tno = t$
stooln = no2str(n$)
stooln = strn + stooln + str1
pbld, "IF[VATOL EQ ", *tno, no_spc$, "]", *stooln, e$
pbld, *n$, *t$, "M06", ptoolcomm, e$
pbld, *stooln, *sm01, e$ #Skip tool call if tool is in spindle, can have at sof or for every change
]Thanks a bunch! -
The G116 only works if you have the "tool change macro", I've seen very few machines with the macro.
The macro is nothing more than a .sub file with the VATOL logic.
There are switches in our master based posts, not sure what you are using as a base post.
To add this in is fairly easy.
You need to initilize the variables we are using:
tno : "0"
stooln : ""
strn : "N"
str1 : "1"
The code I attached earlier will replace your M06 call out, could be in ptlchg, psof ect... depending on base post.
I requested we use In-House for our posts. But our reseller gave us the Okuma post for free so the owner went with that.
[post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V18.00 P0 E1 W18.00 T1435330500 M18.00 I0 O0
-
Holy crap!
That is what I was thinking it was. But our post editor guru at Cad Cam Technologies is away on vacation so i was trying to resolve this in other ways. I am a bit rusty on post altering. I can flip the switches. So can you tell me where I need to paste that into the post?
Thanks a bunch Allan!
-
Not real sure on that one. Still searching. I just started at this shop and it's been 15 years since I have seen an Okuma. But I am trying to make it the primary machine here. Nobody used it for much before me and it's ridiculous because it's the best machine in the shop.
-
We just got a seat of Mastercam and a post processor for our Okuma mill. I have the stage tool setting turned on in the post. The first tool in the program is tool #1. And the last tool in the program is tool #1. The machining process requires this. Anyway, the machine alarms out if you start the program and a tool change calls for the same tool that is in the spindle. And at the end of the program the stage tool call is alarming out the machine since it is staging the tool already in the spindle.
I am unfamiliar with Okuma mills. Is there a setting in the machine parameters to ignore these redundant tool calls? Or what other options do I have to fix this? Currently I have to hand edit the code before I send to the machine and I am trying to avoid this.
Thanks!
-
Supplied.
-
I am trying to setup a Mighty Viper VTL Machine Definition. I am using VTL RIGHT TURRET.LMD-8 for my template. When I create a toolpath it seems like the toolpath wants to cut on the left side of the table. I have never setup a machine definition so I need some help.
-
If I set the feed plane to .010" instead of 0." I get this...
(ROUGH PLUNGE POCKET)
N120 T17 M6
N130 G0 G90 G54 X13.0622 Y-3.991 S1050 M3
N140 G43 H17 Z1.7983
N150 M8
N160 G1 Z-2.866 F5.
N170 G0 Z0.
N180 Z1.7983
N190 X12.7694
N200 G1 Z-2.866
N210 G0 Z0.
N220 Z1.7983
N230 X12.4766
N240 G1 Z-2.866 -
I have tried incremental, absolute, rapid retract on, off, clearance plane on, off, etc. I have changed every setting in the toolpath parameters. I have even tried adjusting my stock thinking maybe it was some kind of stock recognition. I was just told by our reseller to try setting the retract and feed planes to abs 0. For some reason this works... sorta. But it rapids to the top of the part, and positions with the tool at the top of the part. But the first plunge is still going -2.866" which should be going to -1.000" according to my settings.
(ROUGH PLUNGE POCKET)
N120 T17 M6
N130 G0 G90 G54 X13.0622 Y-3.991 S1050 M3
N140 G43 H17 Z1.
N150 M8
N160 Z0.
N170 G1 Z-2.866 F5.
N180 G0 Z0.
N190 X12.7694
N200 G1 Z-2.866
N210 G0 Z0.
N220 X12.4766
N230 G1 Z-2.866 -
I have created a plunge mill toolpath. The top of the material is -Z-0. My surface parameter page is all set to absolute. The clearance plane is set to 2". My retract plane is set to .250". Feed plane is .1". Top of stock is set to 0. The tool starts at 1.8883" and feeds from there. I have changed every setting and nothing will get it to start any closer than that unless I lie to it and tell it the top of stock is a negative value. But even then it starts from well above the part. I would share the file. But I really can't.
Here is a bit of the code generated...
(ROUGH PLUNGE POCKET)
N120 T17 M6
N130 G0 G90 G54 X13.0622 Y-3.991 S1050 M3
N140 G43 H17 Z1.8883
N150 M8
N160 G1 Z-2.866 F5.
N170 G0 Z1.
N180 Z1.8883 - These values should be .100" above the material.
N190 X12.7694
N200 G1 Z-2.866 - My cut depth is 1". So this isn't right either.
N210 G0 Z1.
N220 Z1.8883
N230 X12.4766
N240 G1 Z-2.866
N250 G0 Z1.
N260 Z1.8883
N270 X12.1838
N280 G1 Z-2.866
N290 G0 Z1.
N300 Z1.8883
N310 X11.891Thanks.
-
JParis, I actually did a tutorial on here a long time to draw a custom tool the same way as your video in your blog. I am trying the DXF method. Are there any other benefits to using the DXF method other than being compatible with newer versions of MasterCam?
BTW, love the accent buddy! Are you a gangster?

Mastercam 2017 is released
in Industrial Forum
Posted
Thanks!
I just switched back to X9. I just couldn't take all the clicking to get to hidden toolbars. Spending the last 6 years getting those toolbars set exactly how I want them has me set in my ways I guess.