





ducati
-
Posts
84 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by ducati
-
-
Can we download the program so I don't have to go online to do the conversions?
.gif)
-
Does anyone have some good advice on drilling out some fairly deep holes in plexiglass?
The holes are 380mm (about 15 inches ) deep and 25MM( 1 inch) in diameter? The block is about 17.7 inches tall
and 4 inches thick and 9 inches wide. The current options are in a manual lathe or a CNC knee mill but
I would have to use both the spindle and knee movements to travel 15 inches deep. Need to drill 2 holes in each
block... 14 blocks to begin and 98 blocks total.. Thinking about buying a small radial drill press as an option.
It has been years since I have drilled any and the last time I used a radial drill press, piloted with a 1/2 drill
and the slowly drilled the one inch to size... worked but very slow... only had to do two holes back then.
Any ideas?
Thanks
-
Thanks. Sounds like I will be purchasing several thread mills. I will need to machine some smaller NPT threads and
Some straight metric threads also. Recs on brand of thread mills? Does anyone have a link to some charts for the hole sizes
To cover standard,metric and NPT other than Machinist Handbook? I am guessing someone may have a link or a spread sheet
Done already.
As always. Thanks for your time and advice!!
Yes I can use coolant or WD40.
-
Thanks. Sounds like I will be purchasing several thread mills. I will need to machine some smaller NPT threads and
Some straight metric threads also. Recs on brand of thread mills? Does anyone have a link to some charts for the hole sizes
To cover standard,metric and NPT other than Machinist Handbook? I am guessing someone may have a link or a spread sheet
Done already.
As always. Thanks for your time and advice!!
-
I need advice on milling some 2 1/2 - 8 TPI female NPT threads in Plexiglass Full Depth.
This will be my first time so be kind
The project:
20 each 2 1/2 NPT female holes in Plexiglass.
Options to consider?
Bore hole. Mill taper profile with endmill, then thread with single point tool? Will it follow tapered profile?
Bore hole, thread with Tapered Thread mill?
Each part will have about 10 plus hours into the process when it comes time to cut the threads so......
Suggestions please
Thanks
-
Search around on the forum, there was a thread a while ago.
I had the same issue I installed two issues previouse of the Intellipoint mouse driver and all works
fine now. I will look up the version if you need it. I am at work and the problem was on the home puter
running win 7 64 bit.
Let me know
-
Prototrak from southwestern ind. I can't believe there's an easier to use control on the market?
I ran the 2 and 3 axis mill from Southwestern Industries and they run fine.Very easy
to program "canned" ops at the control. The Route 66 mills are pretty neat also.
.gif)
-
I hate to say it.. but did you install Art?
-
Which Mach3 did you have to get? Digital or Analog. I might be interested in yours, my monitor is starting to fade.
Sam
I got mach 3 mill.
The SW ind stuff is all stock.
-
I have upgraded my controls on my home unit from SouthWestern Industries Prototrak Plus and MX3e controls
to Mach 3 controls. Anyone have a need for the old stuff as spare part?
All motors and ball screws have been reused ( low Hours) but the other
stuff may come in handy as replacement parts.
Contact me by email if interested.d
Thanks
-
Is there a way to view the home position that I set in in the Toolpath parameters page setting.
Point being, I set a home position relative to the part for a tool change and not using the
home position set by the home switches on the mill. I would like to verify
that the point I am setting is where the tool travels to for the tool change and not a machine
home type coordinate that is dependent on home switches. By verify, I am asking is there
a setting in the back plot or verify screens that will show the tool moving to the coordinate
I set. Or is the a way to check the code and assure the position for tool change is correct.
As always... Thanks for your time
-
I can look at it during break in a couple hrs
Send it to hardmill(at)gmail(dot)com
Thanks
Z2Go sent
PEACE

-
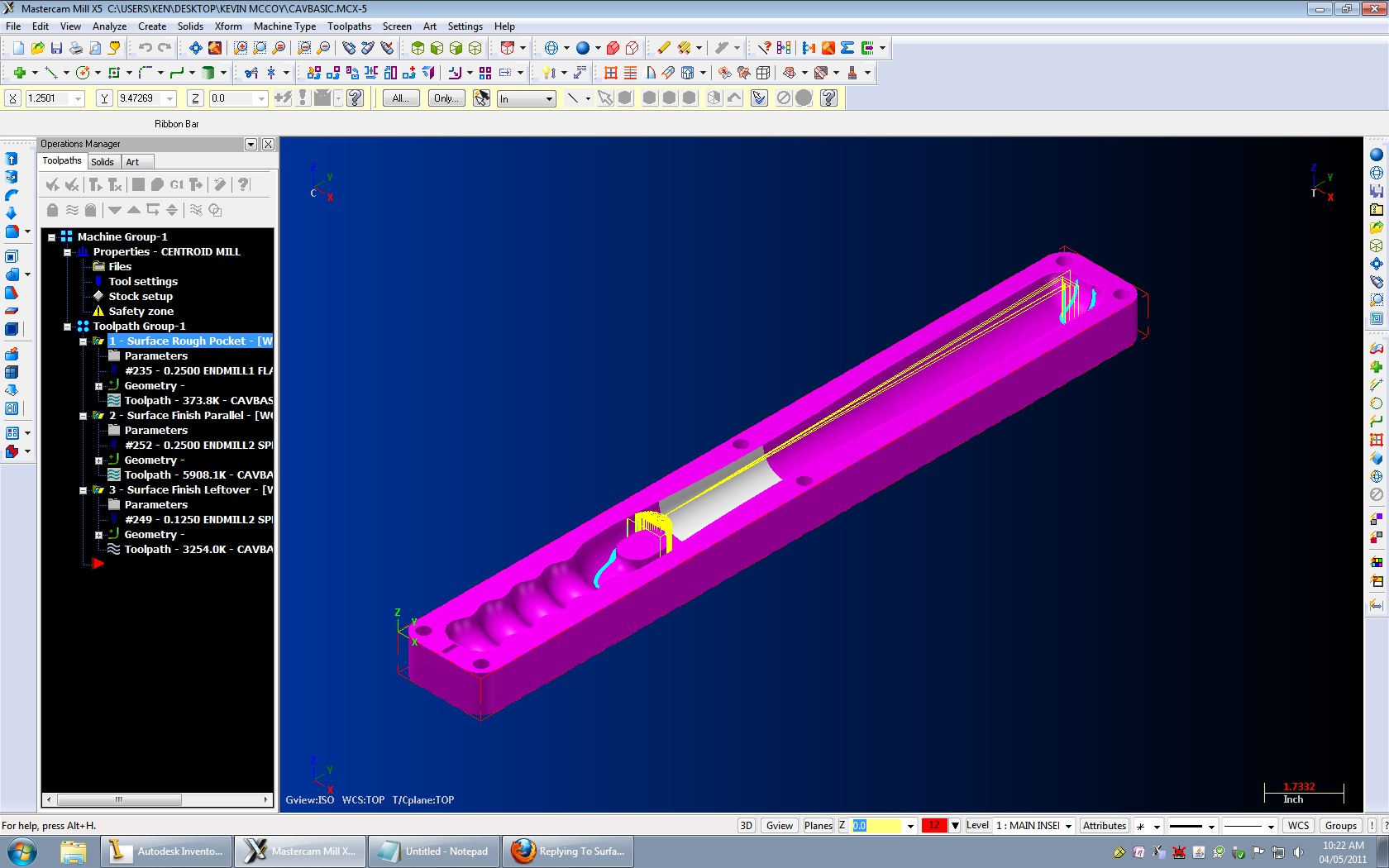
I am trying to help my friend with his first mold. Also, this is my first mold. Very limited experience with the MasterCam and the new toolpaths.
The ops that I selected are based upon my best guess.
I need some advice on if I am heading the right direction on toolpaths or is there a much better way?Now the qualifiers are out of the way.
Material: 7075 Alum (machine to size except Z level slightly thick)
Machine: 3 axis Milltronics Centroid Controls (if that matters) Max RPM 5000
Any advice would greatly be appreciated as always.
Sorry, file would not attach. I can send my email.
Thanks
Ken
-
I am trying to help my friend with his first mold. Also, this is my first mold. Very limited experience with the MasterCam and the new toolpaths.
The ops that I selected are based upon my best guess.
I need some advice on if I am heading the right direction on toolpaths or is there a much better way?Now the qualifiers are out of the way.
Material: 7075 Alum
Machine:
-
Have you tried surface finish leftover using a parallel finish to clean up the areas that are coming out flat?
Thanks for all the help. I will need to find some more info
on the correct method to select the drive surfaces, because
I believe I am selecting them wrong. However,
we ran the file on another Centroid Control and it ran
fine with a round bottom. We have contacted Centroid dealer
to find out what settings could be different between the two mills.
The mill the file does not run on correctly has the most current
upgrade on the SW but some settings must be skewed.
Thanks again for your help. I need to do some more reading
on the toolpath selection options and processes.
-
Not sure if this is what you wanted to see or not.
First time posting a picture.
hehe

-
What kind of tool are you using? If it is a flat bottom EM, or bull nose EM, it will leave a flat bottom.
Rough with a flat 1/4
finish with 1/4 ball and 1/8 ball end mills.
-
I am trying to help a friend with his first mold. And of course this
is my first try to put a tool path to a mold file.
The bottom of the cavity starts out round but then begins to flatten
out to about 1/4 or 3/8 flat bottom and we need it to be rounded.
I have tried different selecting the tool path geo different
but still get the flat bottom. The model file is round but for
some reason I am producing the flat bottom.
Can someone explain how to make the correct changes.
Since file is too large ( 2.7 m zipped) to upload I can email or other options.
Thanks
Ken
-
I am trying to produce some files for my friend. He is running a Centroid Controller. CNC 10 Mill Ver 1.21.
Which post processor should we try and are there any immediate tweaks or setting that seem to work better than others.
I will call Centroid during the work week to inquire about any software upgrades that may be available for the control
so he will have the latest for his control.
Thanks
Ken
-
Thanks, JP.
Painless so far
-
Win 7 Enterprise
Microsoft wireless wheel mouse
MasterCam X4 and X5(just loaded)
Trying to use the mouse wheel to zoom in and out.
No matter which way I rotate the wheel all I get is a Zoom out result.
The zoom works in all other programs. Can anyone tell me a setting to check
and modify in MasterCam.
Thanks
Ken

-
Can anyone help with a "Vine of LIfe" pattern link? I am trying to cut a pattern
into a guitar neck.
Thanks
-
I am looking for a blue print to build a copy of a 1952 Fender Telecaster. My plan is to make a 3 d model from the drawing and then use the mill (3 axis) to make the body.
Can anyone point me to a resource for the info/ project?
Thanks
-
Josh,
Mail is being returned by your post office
box.
Thanks
Industrial CNC router
in Woodworking Forum
Posted
No experience with Industrial. Check out Blurry Customs. Nice folks to deal with and a top
product.