Darin
-
Posts
285 -
Joined
-
Last visited
Recent Profile Visitors
1,992 profile views



Darin's Achievements
")
Newbie (1/14)
13
Reputation
-
Any ideas on how to do this? Thanks
-
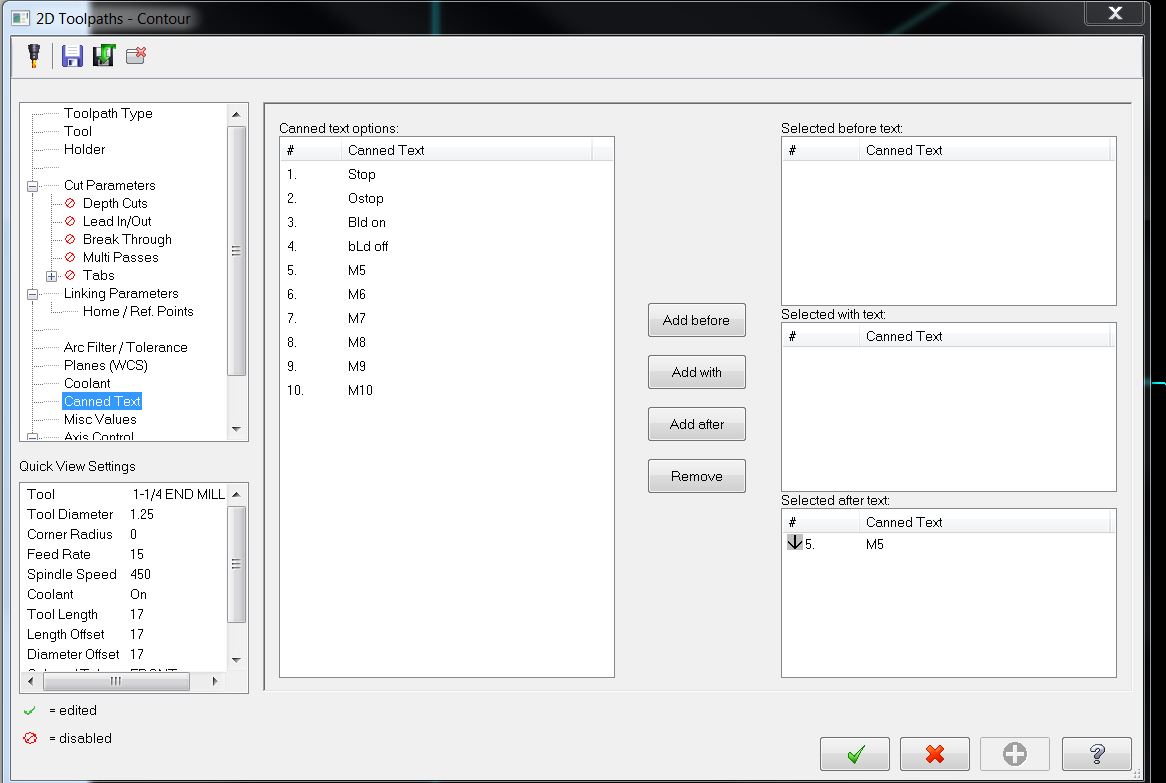
I would like the canned text to output after the operation's finished just before the last G00 Z retract. When I select add after it outputs it before my operation. Where can I change this in this post? This is how it outputs now with add after on a canned text N100 G20 N110 G91 G28 Z0. N120 G91 G28 X0. Y0. B0. N130 G00 G17 G40 G49 G80 G90 N17 M01 ( 1-1/4 END MILL ) N140 T17 M06 N150 G00 G90 G55 X2.4218 Y2.4218 B0. S450 M03 N160 G43 H17 Z.1 N170 M05 <------------------------------- Need this to be before the G00 Z.1----------------------------------------> N180 G01 Z-16.5 F15. N190 G02 X2.6048 Y1.9799 I-.4419 J-.4419 N200 X1.9799 Y1.355 I-.6249 J0. N210 X1.355 Y1.9799 I0. J.6249 N220 X1.9799 Y2.6048 I.6249 J0. N230 X2.4218 Y2.4218 I0. J-.6249 N240 G00 Z.1 This is how I would like it to post N100 G20 N110 G91 G28 Z0. N120 G91 G28 X0. Y0. B0. N130 G00 G17 G40 G49 G80 G90 N17 M01 ( 1-1/4 END MILL ) N140 T17 M06 N150 G00 G90 G55 X2.4218 Y2.4218 B0. S450 M03 N160 G43 H17 Z.1 N180 G01 Z-16.5 F15. N190 G02 X2.6048 Y1.9799 I-.4419 J-.4419 N200 X1.9799 Y1.355 I-.6249 J0. N210 X1.355 Y1.9799 I0. J.6249 N220 X1.9799 Y2.6048 I.6249 J0. N230 X2.4218 Y2.4218 I0. J-.6249 N235 M05 <--------------------------------Post here----------------------------------> N240 G00 Z.1 Here is the post [post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V16.00 P0 E1 W16.00 T1368216059 M16.00 I0 O0 # Post Name : Fanuc 4X Mill.pst # Product : Mill # Machine Name : Mill # Control Name : Fanuc # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 14.0 # # WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO # THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE. # # THIS POST REQUIRES A VALID 3 OR 4 AXIS MACHINE DEFINITION. # YOU WILL RECEIVE AN ERROR MESSAGE IF MORE THAN ONE ROTARY AXIS IS DETECTED IN # THE ACTIVE AXIS COMBINATION WITH READ_MD SET TO YES. # # Associated File List$ # # GENERIC FANUC 4X MILL.control-5 # # Associated File List$ # # -------------------------------------------------------------------------- # Revision log: # -------------------------------------------------------------------------- # CNC 06/09/05 - Initial post setup for Mastercam X # CNC 10/06/05 - Changed parameter read for min_speed, modified pspindle, pprep$ and pset_mach # - Modified pset_rot_label to use srot_y for horizontal machines # - Added call to pset_mach in pq$ to set rotaxtyp$ Thanks

-
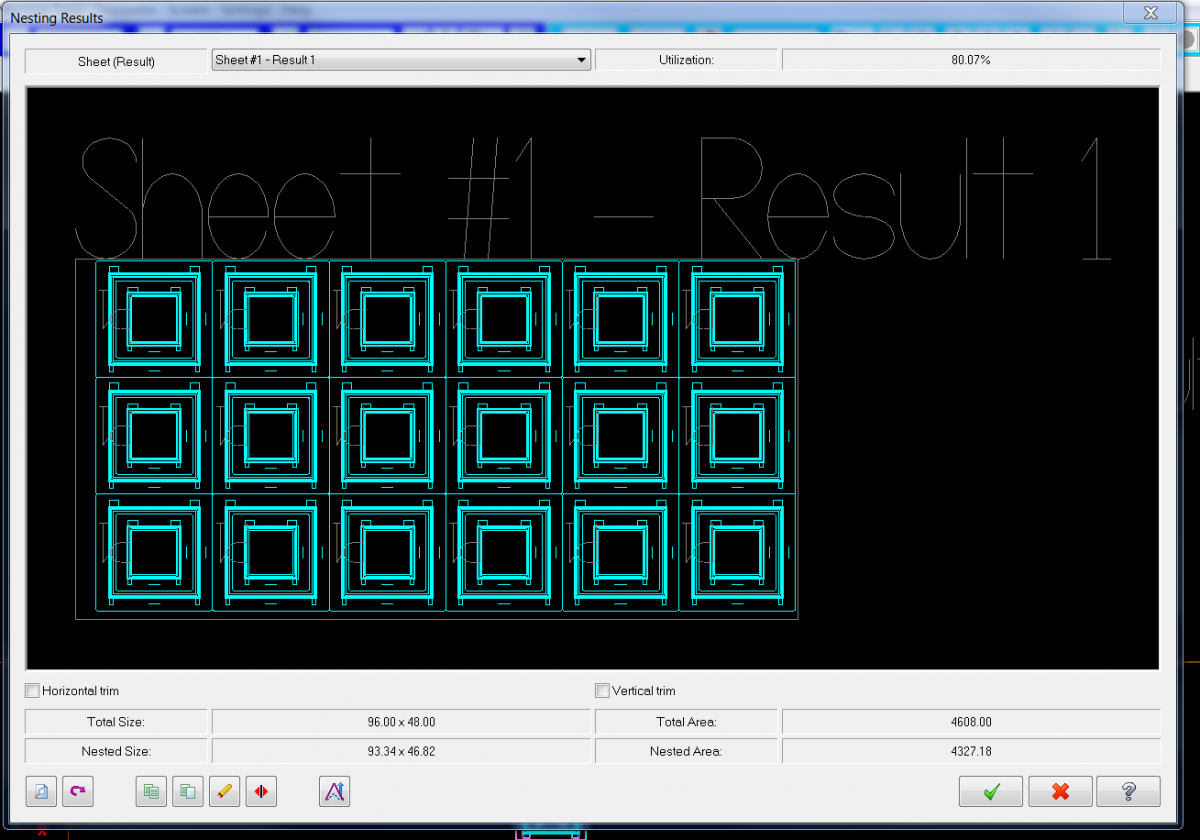
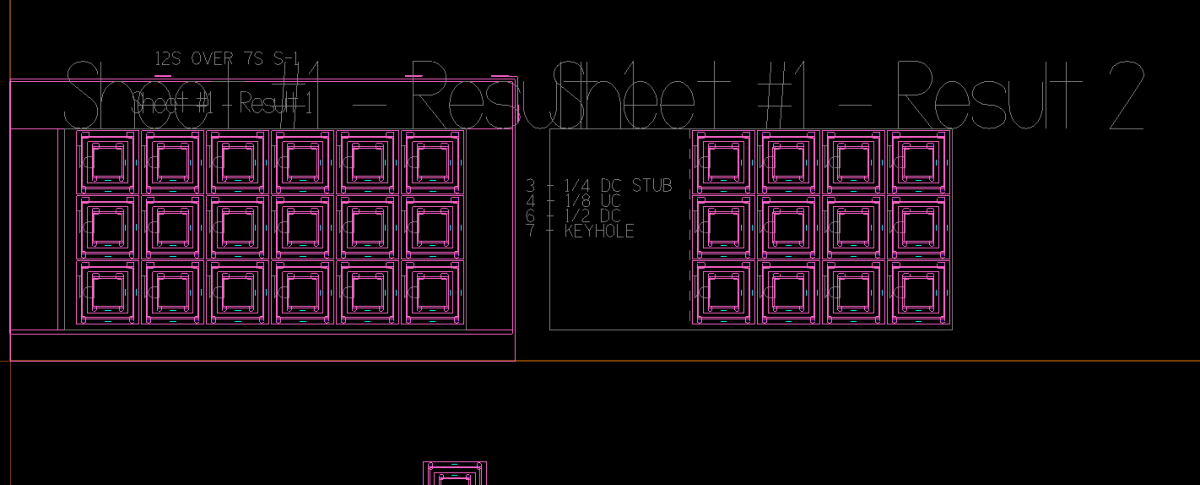
Is there any way to set up my nesting set up sheets to have the tools incorporated with the sheet nesting print outs? Also is there a way to edit the sheet names? It just calls them sheet #1 result #1 and so on. Is there an add-on nesting set up sheet that can be edited?
-
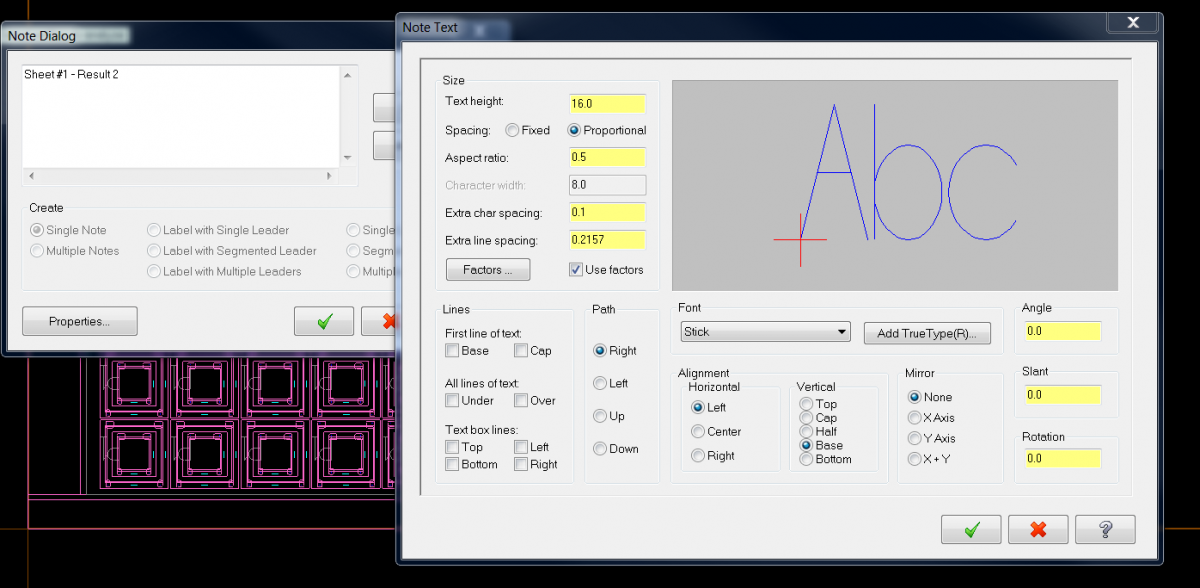
Is there anyway to control the size of the font to default to a smaller size? Sheet size - result 2 font defaults to 16.0 size font every time we nest. We can change it after with F4 but it is a pain everytime we re- nest we have to do this. Or is there a way to shut off? I tried the config settings and display options.



-
MPMaster toolpath group name comments?
Darin replied to Darin's topic in Post Processor Development Forum
Great thanks . Worked perfect. I thought it was in there. -
MPMaster toolpath group name comments?
Darin replied to Darin's topic in Post Processor Development Forum
Thanks John. But for some reason I get a error. Maybe I am putting in at the wrong place. Here is the error I am getting g 2013 04:18:32 PM - <2> - Initialization of pre-defined post variables, strings, postblocks was successful. 27 Aug 2013 04:18:32 PM - <2> - Search for defined post variables, strings, postblocks was successful. 27 Aug 2013 04:18:32 PM - <2> - PST LINE (1742) - The post block output type processing has failed!, , Label has not been defined[4] 27 Aug 2013 04:18:32 PM - <2> - PST LINE (1742) - The post block output type processing has failed!, , Label has not been defined[27] 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'mtol$' was re-initialized from 0.0001 to 0.00001 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'met_mtol$' was re-initialized from 0.001 to 0.0001 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'ltol$' was re-initialized from 0.0005 to 0.002 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'maxrad$' was re-initialized from 999.9999 to 999. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'met_maxrad$' was re-initialized from 9999.999 to 9999. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'helix_tol$' was re-initialized from 0.0005 to 0.0001 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'met_helix_tol$' was re-initialized from 0.005 to 0.001 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'atol$' was re-initialized from 0.5 to 0.01 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'dec_seq_right$' was re-initialized from 3. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'dec_seq_left$' was re-initialized from 3. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'sub_seq_typ$' was re-initialized from 0. to 1. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'bldnxtool$' was re-initialized from 0. to 1. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'nobrk$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'nobrkxz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'nobrkyz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lnobrk$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lnobrkxz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lnobrkyz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'arcoutput$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'arcoutputxz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'arcoutputyz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'larcoutput$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'larctypexz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'larcoutputyz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'breakarcs$' was re-initialized from 0. to 2. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'breakarcsxz$' was re-initialized from 0. to 2. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'breakarcsyz$' was re-initialized from 0. to 2. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lbreakarcs$' was re-initialized from 0. to 2. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lbreakarcsxz$' was re-initialized from 0. to 2. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lbreakarcsyz$' was re-initialized from 0. to 2. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'do_full_arc$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'do_full_arcxz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'do_full_arcyz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'ldo_full_arc$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'ldo_full_arcxz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'ldo_full_arcyz$' was re-initialized from 1. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'rotfeed4$' was re-initialized from 2. to 1. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'rotfeed5$' was re-initialized from 3. to 0. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'lrotfeed4$' was re-initialized from 2. to 1. 27 Aug 2013 04:18:32 PM - <2> - CONTROL DEFINITION - Post variable 'sub_level$' was re-initialized from 0. to 0. 27 Aug 2013 04:18:32 PM - <2> - Successful completion of posting process! This is where I added the changes. pparameter$ # Run parameter table if opcode$=13 | opcode$=14, result = fprm (opcode$) if prmcode$ = 10000, stoper = ucase(sparameter$) if stoper=snull, stoper = snullop if prmcode$ = 10010, stock = rpar(sparameter$,1) # Stock to leave in Z if prmcode$ = 10068, stock1 = rpar(sparameter$,1) # Stock to leave in XY if prmcode$ = 12068, stock2 = rpar(sparameter$,1) # Stock to leave in Z facing if prmcode$ = 10020, clearinc = rpar(sparameter$,1) #param 10020 is clearance now and 10021 indicates abs or inc if prmcode$ = 15100, clearflg = rpar(sparameter$,1) if prmcode$ = 15145, metvals = rpar(sparameter$,1) if prmcode$ = 15339, clearstrt = rpar(sparameter$,1) if prmcode$ = 15346, comp_type = rpar(sparameter$,1) if prmcode$ = 15182, miscvalon = rpar(sparameter$,1) if prmcode$ = 20010, sconstplname = ucase(sparameter$) if prmcode$ = 20011, sconstplcomm = ucase(sparameter$) if prmcode$ = 20012, stoolplname = ucase(sparameter$) if prmcode$ = 20013, stoolplcomm = ucase(sparameter$) if prmcode$ = 20014, swcsplname = ucase(sparameter$) if prmcode$ = 20015, swcsplcomm = ucase(sparameter$) if prmcode$ = 20016, smatlname1 = ucase(sparameter$) if prmcode$ = 20017, smatlname2 = ucase(sparameter$) if prmcode$ = 20018, stpgrpname = ucase(sparameter$) if prmcode$ = 12025, rotary_axis2 = rpar(sparameter$,1) #Capture the axis of rotation in Multiaxis Drill and Curve 5 Axis if prmcode$ = 15371, axissubdir = rpar(sparameter$,1) if prmcode$ = 12628, if prmcode$ = 20018, sgroupname = sparameter$ #Group comment <<<<<<<----------- Added this here.................>>>>>>>>>>>>> [ hst_flg = 1 hststyle = rpar(sparameter$,1) ] pwrttparam$ #Information from parameters Misc variables tcnt : 0 #Count the number of tool changes toolcount : 1 #Tool counter for logic control toolcountn : 0 #Next tool counter for logic control toolcountp : 0 #Previous tool counter for logic control tooltotal : 0 #Tool tool count nexttool : 0 #Next actual tool counter : 0 #Counter nstrlen : 0 #Length of string stock_typ : 0 #Predator Stock Type cyl_typ : 0 #Predator Cyl Stock Type z_min$ : 99999 #Min Z z_tmin : 99999 #Overall min Z z_max$ : -99999 #Max Z z_tmax : -99999 #Overall max Z sav_mi9 : 0 #Saved mi9 value rotretflg : 0 #Flag used for indexing lock code output compwarnflg : 0 #Flag for compensation warning output sof : 1 #Indicates start of file through toolchange header : 1 #Indicates start of file (header) for comment output miscvalon : 0 #Flag for warning that misc values are set to post default abs2incflg : 0 #Flag for post change from abs to inc output for rot_type = 2 axissubdir : 0 #Direction of current axis substitution 0 = CCW, 1 = CW retractflg : 0 #Flag to indicate retract at null toolchange mr1_flg : 0 #Flag to indicate whether look ahead function is active or not lim_flg : 0 #Flag to only output limit warning once tilt_flg : 0 #Flag to only output tilt limit warning once hst_flg : 0 #Flag to output HST comments sgroupname : "" #Flag to output groupname comments <<<<<<<<<<<<<<<< Added this here............>>>>>>>>>>>>>>>>>>>>>> # -------------------------------------------------------------------------- # Start of File and Toolchange Setup # -------------------------------------------------------------------------- psof0$ #Start of file for tool zero psof$ sopen_prn, sgroupname, sclose_prn, e$ <<<<<<<<<<<<<<<<<<<<<<<<Added this here.......................>>>>>>>>>>>>>>>>>>>>>>> psof$ #Start of file for non-zero tool number ptravel pwritbuf5 pcuttype -
Hi, How can you add the toolpath group comments to a MPMaster post? I would like to have it post out what I put in the name for the toolpath group name in the top of the program somewhere. Like I have 2ND OP on the screen shot. Would like that to be somewhere on the top. Right now I have to put in a manual entry to do this. The problem with that is that the manual entry still has the issue with not saving whatever you name it after you edit it every time. This has been this way since I can remember. What I mean by that is try to name the manual entry something then go back and change something in the manual entry and see what happens to what you named it. It will be gone and you will have to rename it every time you change it. This is has been a bug for awhile now.

-
Make Your Post Catch Common Errors
Darin replied to EX-wccprogrammer's topic in Post Processor Development Forum
Works great thanks. Is there a way to turn off the coolant reminder? -
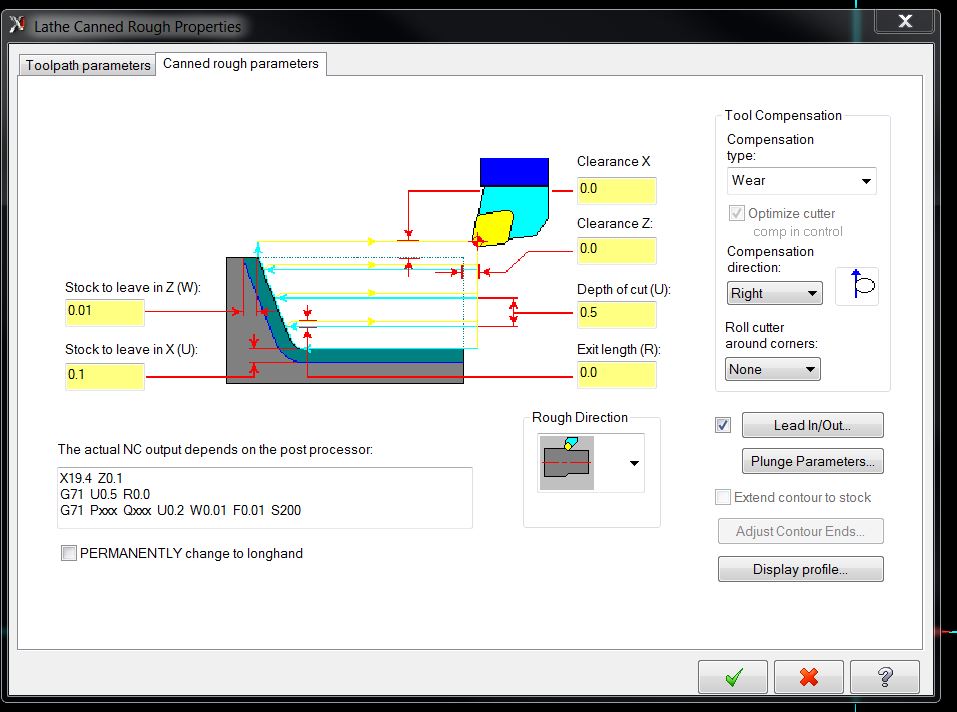
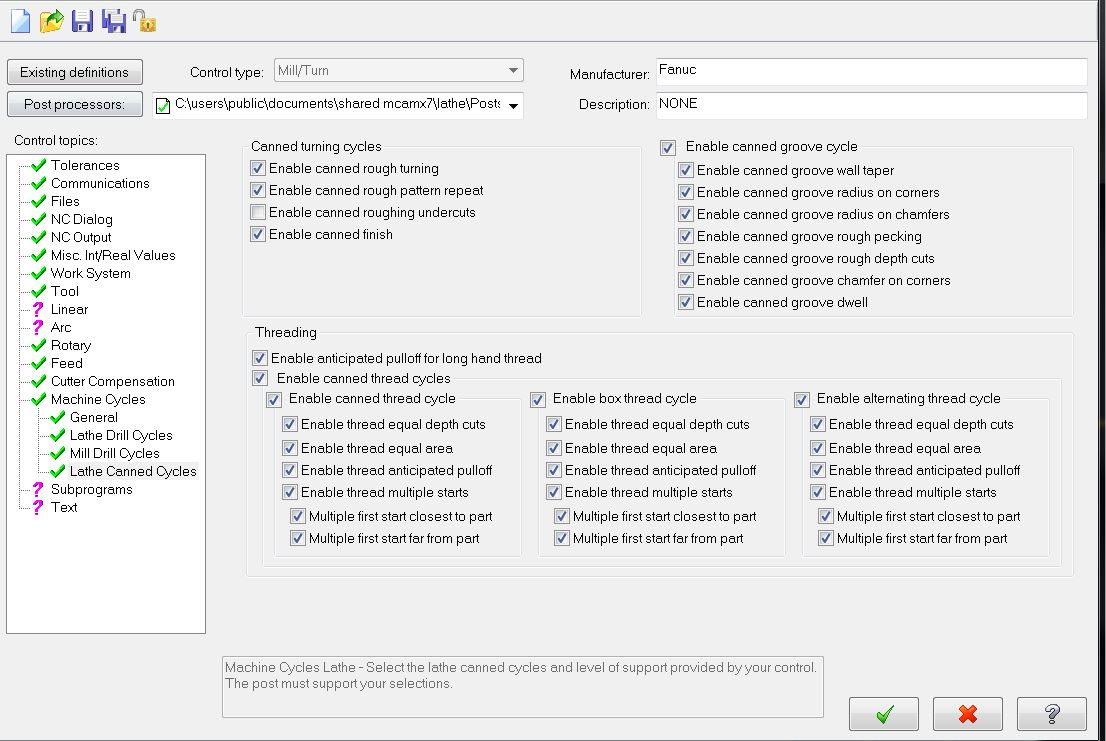
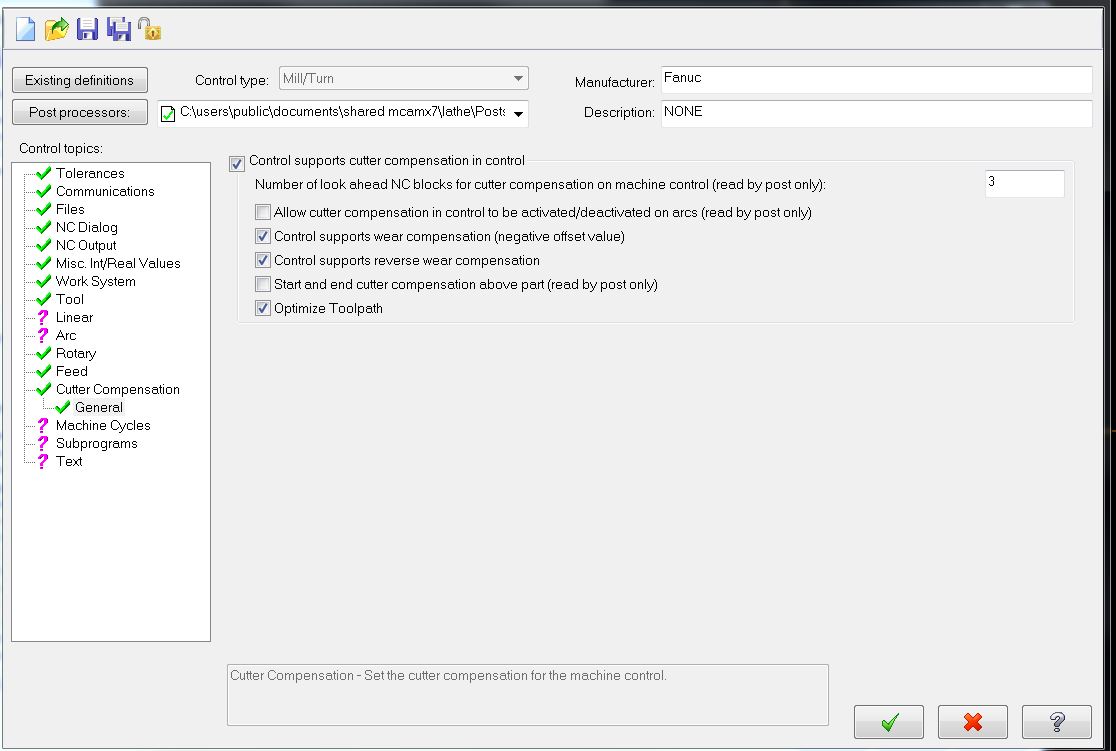
Hi, Is there a switch in the MPLmaster post for using G41 and G42 with a lathe canned cycle? For some reason it is not posting a G42 or G41 but does post G40. Also what would be involved to change where the G40 is? I would like to have it on the line below with the Z move Works fine without using canned cycle. (ROUGH OD) G54 N7 T0707 G18 G99 M24 G97 S200 M03 G0 X19.5 Z.15 X19.4 Z.1 G71 U.5 R0. G71 P9 Q11 U.2 W.01 F.01 N9 G0 X18.748 S200 W0. <---------------------------- Should be a G42 on this line-----------------> G1 Z0. X18.798 Z-.025 Z-2. N11 G40 X19.4 G0 Z.1 <----------------------------- Would like the G40 on this line-------------------------------> G28 U0. V0. W0. M01 (TOOL - 9 OFFSET - 9) (OD 55 DEG RIGHT INSERT - DNMG-432) (MPLMASTER GENERIC 3/4 AXIS LATHE) (FINISH OD) G54 N9 T0909 G18 G99 G97 S200 M03 G0 X19.4 Z.1 G70 P9 Q11 G0 Z.1 G28 U0. V0. W0. M05 M30 %




-
X7 Cannot find Parasolid data in Solidworks file error
Darin replied to Darin's topic in Industrial Forum
Ok thanks that fixed the Cannot find Parasolid data in Solidworks file error. So I have to add a manual entry ever time to fix this error? -
I have SP2 X7 and Solidworks 2013 installed. Still get this error. Cannot find Parasolid data in Solidworks file error. Also get this error (see attached) with the new verify on X7 . What do I need to do to fix these. Thanks


-
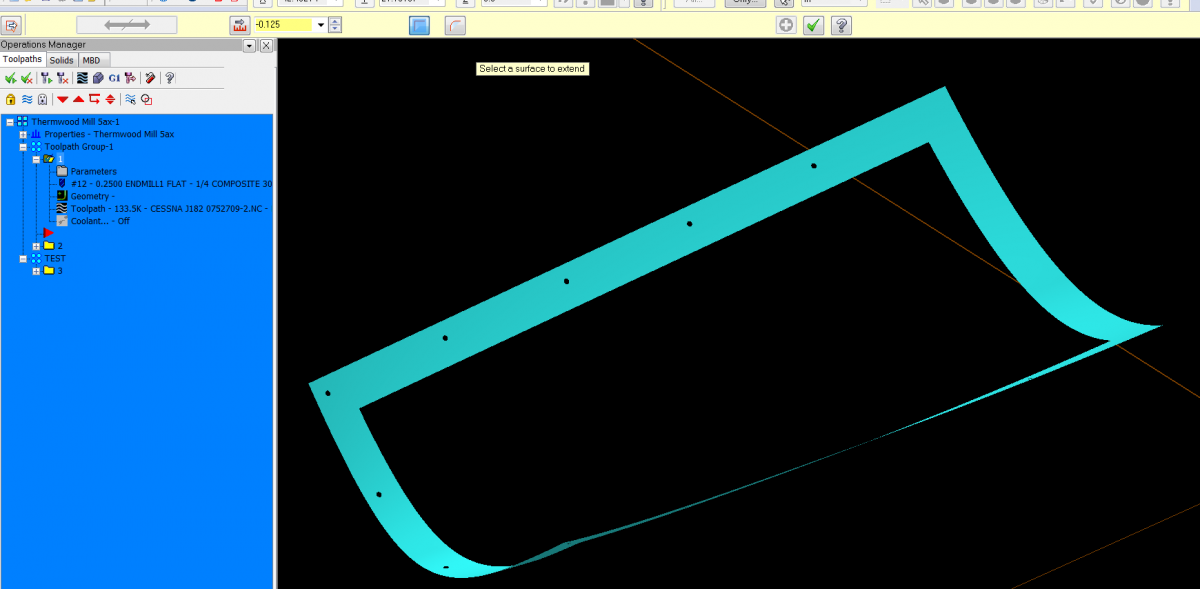
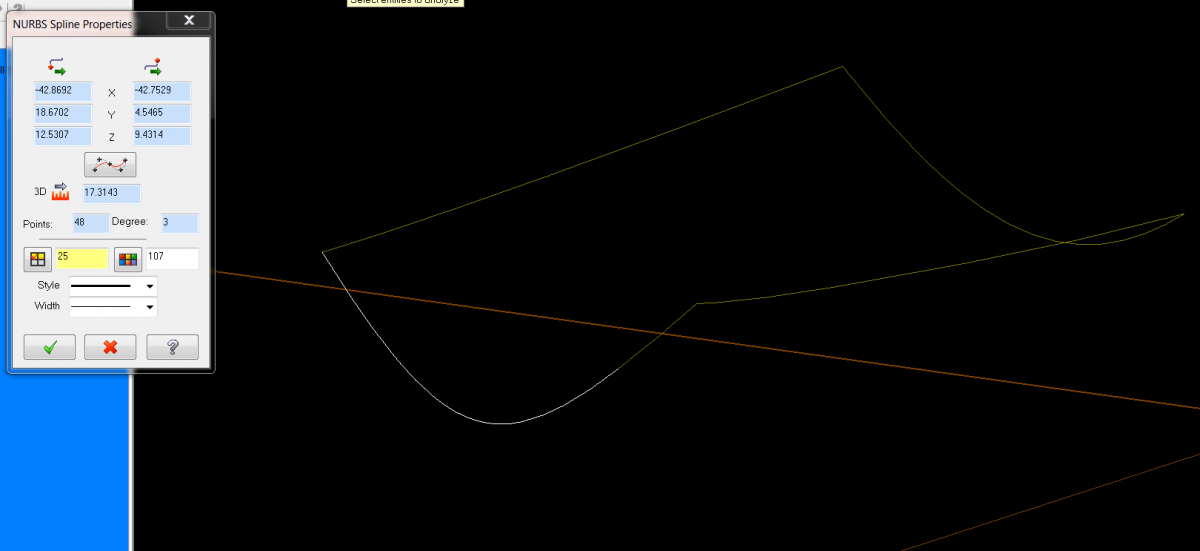
That worked great for extending the 3D geo but what about trimming them? I tried a negative number in the field but didn't trim it. I guess the question is how do you trim a surface that cam from a solid not extend it? Thanks
-
We are using 5axis curve classic just using the 3D geo for the path. 3D offset contour is what I was using to make the geo edges smaller or bigger. But I like Dan@Vian Ent 's idea and I will try that. Thanks
-
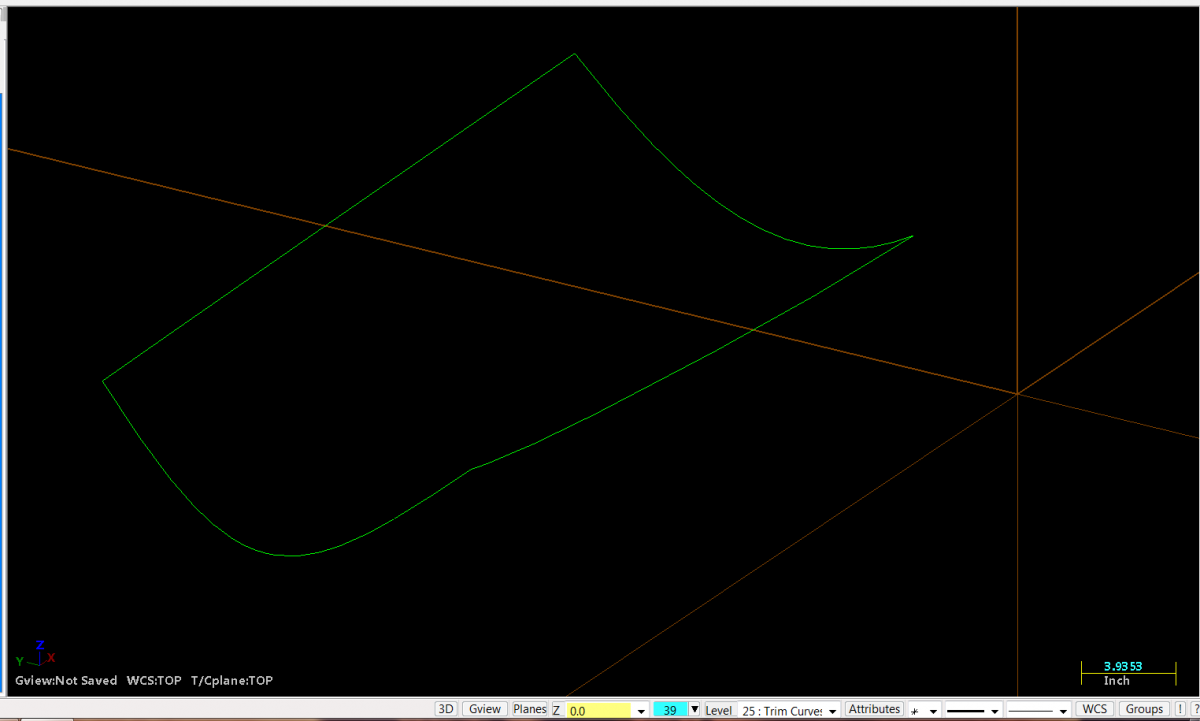
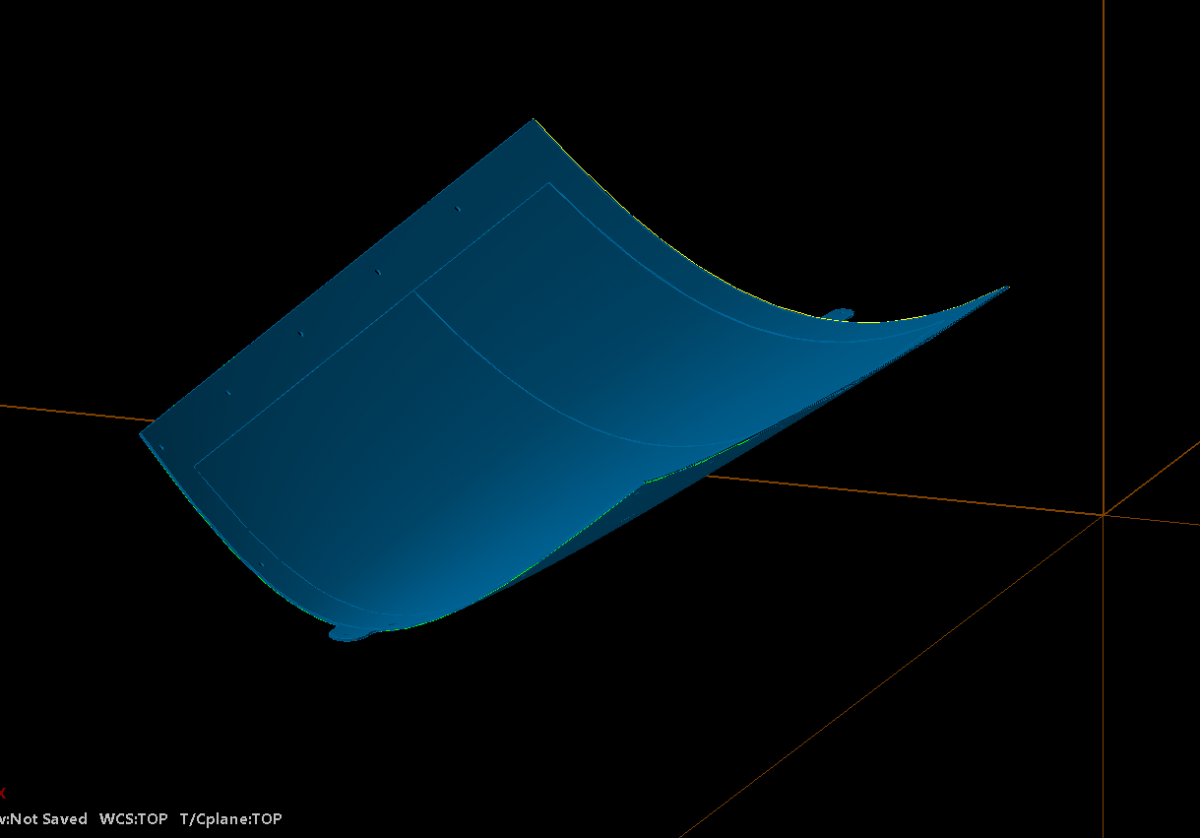
We do a lot of 3D wireframe work at one of the places I program for. They have a 5-axis router and they will need to add or take some material off the edges of these composite parts . Since it is 3D the edit trim extend usual give me the selected objects do not intersect. What we have been trying is just to contour offset a edge and use xform point to point after we trim the lines close. But this doesn't always work out and we sometimes have to create a line end endpoint even though the geo isn't straight because it is a spline just to be able to close chain. Especially if the geo is really curved and at a weird angle. Is there a trick on doing this? We bring in a solid model and make a wireframe from it. Is this something that would be better editing in the solid? Thanks


-
I got it now thanks. So even though you are using transform translate not rotate it reads the axis substitution and makes the correct code. Thanks