





chris m
-
Posts
4,175 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by chris m
-
-
We have 30+ machines wireless with DNCMax and it has been absolutely bulletproof for over ten years (five or so with CAT5 and five or so wireless). Our operators have no idea what the UI looks like because they don't see it; remote send and receive all day.
-
First, Ron is absolutely right about the feed
Man, your peck is only about one pitch, and you have ten pecks per hole; I think you're asking a lot. I would think you should be able to get away with at least a couple-three turns per peck.
If you need this tiny peck amount, make damn sure the tap doesn't run out
-
Guys, why are you wasting your time on this? This clown has one hand down his pants and one on the keyboard, just loving that he's getting you all riled up. Step back a second and you'll see you're being hosed for some reason or another.
C
-
 3
3
-
-
Hahahahahahaha....Matt, that's ph****** great.
-
1
-
-
we are only in demand if we refrain from giving away our skills
Wow
-
While I think this should be an absolute last resort to solving / preventing a problem, it is great information; just created a quick document with you program examples and stuck it in my Haas folder.
Thanks for sharing
C
-
Another couple of dollars an hour is cheaper than a spindle / rotab / fixture
-
Doesn't the operator pressing Cycle Start, in effect, signify that he said "yes" to your question? I understand what you're trying to do, and we try to mistake-proof our setups and programs as best we can, but, at some point the guy needs to do his job.
Redesign your fixture, if you can; makes more sense than this Band-Aid.
If you need to, stop the machine in a strange place ( not Z home ) to get the operator's attention, and put [5] M00s in there in a row so they don't just blow by it
C
-
--EDIT--
I thought you were going from 1.25 to .500, but upon re-reading your post I was wrong. My comments below lose some validity in this case, but are legitimate in others, so I will leave them.
--EDIT--
Higher RPM cuts bigger and you have a big difference in size; if you are using CSS, the small bore should cut bigger that the large bore. If this is the case, offset your geometry (X.4995 versus X.5000) by the amount your dimensions don't track (I usually fake the geometry on the dimension with more tolerance, but it doesn't really matter) and see if you can get control. If not, double-offset it and call it a day.
C
-
Sold; thanks for looking
C
-
-
I am thinking ten grand for the machine and everything relevant I can find.
-
I have been gone from this forum for a LONG time, so if this thread is in the improper place, or if this is no longer OK, forgive me.
We have the following machine available; I would like to move it out of my plant by the end of June. I can arrange rigging / transportation if required.
Machine is under power and operating at my plant in Peabody, MA, and I will make it available for inspection if you are interested.
Not looking to retire from the sale, but some beer money would be nice:
------------
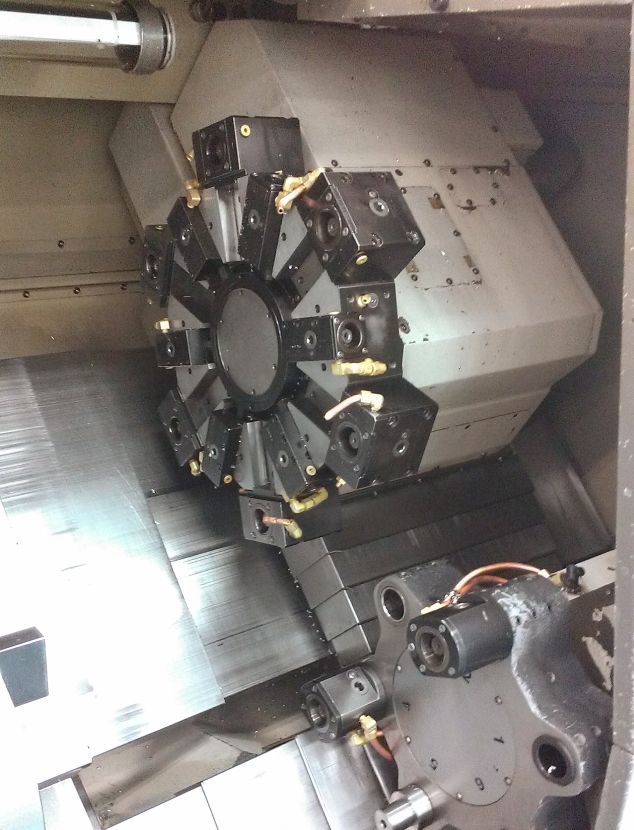
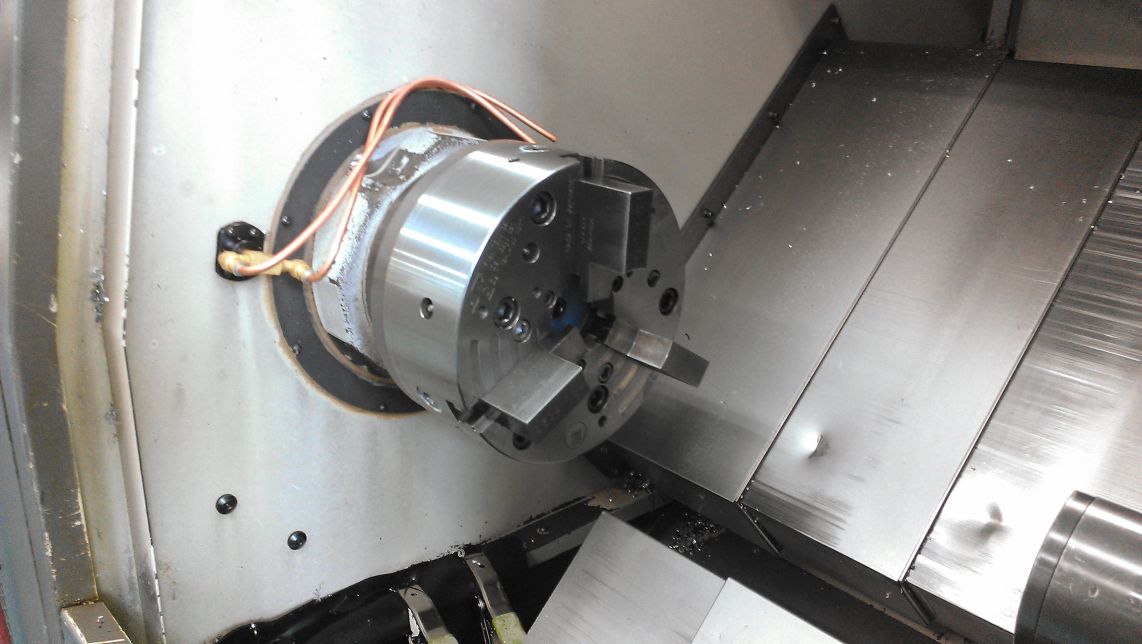
Hardinge Conquest T51 Super Precision CNC Lathe, mid-1990s S/N CL-771-BSP
[12]-station upper turret with [6] Sandvik Capto C4 OD and [6] Sandvik Capto C5 ID stations
[6]-station lower turret (works in Z axis only) with [2] Sandvik Capto C5 stations
“Harcrete” composite base and ‘super precision’ linear guideways
4200 RPM / 20HP main spindle
10” SMW Autoblock quick-change hydraulic chuck
Hardinge 20C collet spindle
Fanuc 18T control
Turbo chip conveyor
Smog Hog mist collector
Balcrank ‘Jet Pulser’ high-pressure coolant pump (nothing heart-stopping; maybe 200psi)
Approximately [40] Sandvik Capto turning, boring, and drilling tools
Machine is in good overall condition and still operates regularly, but needs some TLC to be perfect:
1) The “Super Precision Measuring System” has been inoperative for several years. There is a scale or a strain gage or something on the headstock end of the machine that needs to be replaced; it is buried in the machine, and it is expensive, so we never did it. You would not know this unless you command “M88” in your program, which generates an alarm. We still run .0005 work on the machine with no issues, but this feature doesn’t work.
2) Both turrets leak coolant significantly; most likely the bronze sealing bushings that carry the coolant from the fixed turret casting to the moveable top plates need to be replaced. The turrets need to come off for this, which is a hassle, so we haven’t done it.
3) The inside pane of the front door glass is damaged from a part coming out of the chuck awhile back. We replaced this glass once before, and it is expensive, so we haven’t done it; visibility is not obscured.
-------
C




-
The "Burr-Off" looks like it might fit the bill, but typically the max chamfer sizes are not big enough with that type of tool. That being said; I'll ask Cogsdill directly, thanks.
C
-
Mike, are you talking about the "Orbitool," or the ceramic balls, or neither? One of the problems we have is trying to get the tool through a 2.5mm hole. We are trying the ceramic ball on a Dremel right now and not digging it.
C
-
We continuously struggle with deburring the intersection of small (M3, M4) tapped holes with small bores (1/4, 8MM, 10MM) and I am looking for some positive experiences out there that we can draw on.
For drilled holes we use a ton of Heule tools with great success, but they don't work for tapped toles.
For tapped holes in flat surfaces we'll often run a threading bar in an offset bushing and back-bore or use a double-angle chamfer mill and interpolate the hole, but those don't work for curved surfaces.
What other methods do you guys use?
C
-
Here's what one of my Design geeks said, which looks to be along the lines of the post above:
You can either use the “equation driven curve” sketch tool by clicking on the drop-down menu on the spline button in the sketch window, or write the equation in Excel and import the data points into Solidworks using Insert>>Curve>>Curve Through XYZ Points… Depends on what he’s trying to use it for I guess.
-
Brian, I cannot see the file because we don't have X6 installed, but we typically use a "standard" chamfer mill and phony geometry on the top of the part for something like this, then adjust the Z to get her where she needs to go. This is a hack, I understand, but it typically works.
-
Lazlo; any progress on this one? I am interested to learn of your experience.
C
-
For turning with ceramics we use mostly Greenleaf
Kyocera ceramics worked well for us when we were turning iron castings all day; running all carbide these days
-
We run Sandvik primarily for turning, with a smattering of Circle (which sucks, but has legacy here) Kyocera, Iscar, and Tungaloy. Reliability and repeatability is key for us, as "production" turning is our business, and we have centered on Sandvik because they always have in-stock availability and their tools are always the same. This does not, however, come cheap.
C
-
I'm sorry; thought you had a turning product but I forgot that nobody gives 2 sh!ts about that
C
-
1
-
-
What really surprises me is that the relationship will be completely dissolved. I would have thought it would surely be in both companies' best interest to have Methods continue selling direct in their territories
As the kids say: "Its complicated"
C
-
It will allow Matsuura to better serve their American customers and gain market share
I doubt that, but we shall see
C


DNC Software solutions
in Machining, Tools, Cutting & Probing
Posted
The program name you use can be completely unrelated to the program number that the machine sees, at least for Fanuc / Yasnac / Haas. All of our Fanuc programs are O0001 to the machines, but have names like 7361343AT51. The "(PROG#" statement in the program tells the DNC what name to use when it saves the file.
%
:0001(7361343)
(PROG# 7361343AT51)
(50 HDI C/S NABTESCO)
(7361343AT51)
(REV A CDM)
(01-17-2014)
(TURN TO SKETCH ONE)
(OP 20)
( )
We used remote request with a Fanuc 6M, but needed to simplify some of the program names because of the character limitations you spoke of. The newer controls have no issues.
C