




Zoffen
-
Posts
447 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Zoffen
-
-
ooooooo you get all the cool toys! super jelly!
what kind of heads did you get with it?
-
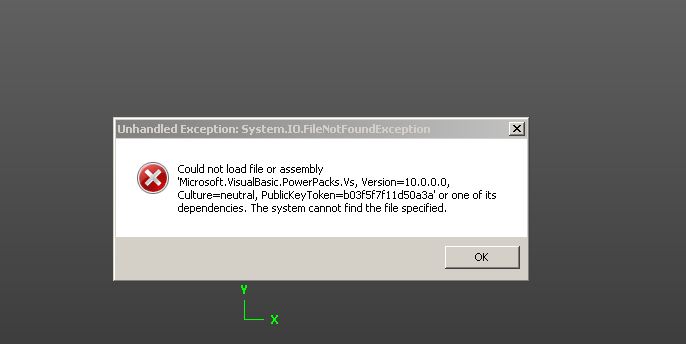
I made a nethook that works fine on 2 other computers but won't work on the third.
The third computer is identical to one of the other 2 that i tried it on, same OS, etc.
On the third computer it gives me this error message(See attached)
This must be a .net error becuase if i comment out the line that calls the the form and have the nethook just display a message box it works fine.
Any help would be greatly appreciated!

-
I made a nethook that works fine on 2 other computers but won't work on the third.
The third computer is identical to one of the other 2 that i tried it on, same OS, etc.
On the third computer it gives me this error message(See attached)
This must be a .net error becuase if i comment out the line that calls the the form and have the nethook just display a message box it works fine.
Any help would be greatly appreciated!
-
I made a nethook that works fine on 2 other computers but won't work on the third.
The third computer is identical to one of the other 2 that i tried it on, same OS, etc.
On the third computer it gives me this error message(See attached)
This must be a .net error becuase if i comment out the line that calls the the form and have the nethook just display a message box it works fine.
Any help would be greatly appreciated!
-
Bob you pretty much have my dream life! super jelly!
Congrats!
-
Bob do you run your spindle up to running temp before measuring tools?
I have heard of people running the spindle at programmed speed until the spindle normalized and then set them with the laser. This would ensure the tool length is measured at the same conditions which the machine will be cutting at. JM2C.
-
SUHWEET!
Great Work!
Can we get get a pimp your impeller gallery where people can post the sweet impellers or turbomachinery parts. Nothing to me shows the capabilities of modern machine tools more than sweet impellers!
Can't wait to get after some turbomachinery. Looks like time to build that RC turbine engine lol!
-
Ya vericut really cuts down on the stress with 5ax stuff, or just programming in general.
love it, wouldn't work without it now that i have it.
-
All G1's though. Not fond of arcs..
Ya it seems that all machines that go fast only like the G1s!
Would love to use one of these bad dogs, probably would mix one helluva margarita on that rotary table lol!
-
Maybe we can take a hint from vericut....like we should on a few other things....

-
rant on....
I don't understand how its hard to see that a faster computer will pay for itself in no time at all.
Programmers are almost always on the higher end of the payscale.
So i could spend like what 3-5k on a nice system with lots of monitors to have some of the higher paid/ more valuable be more efficient and get more xxxx done. Which most likely leads to even greater productivity gains from other employees as your experienced guys can get out and help out more rather that sit and wait to process!
VERY rough math here....at only 50k/year if the computer nets a +5% productivity thats half(or all) the price of the system is paid for in gained productivity in one year and i know when i upgrade my computer it isn't going to be only 5% faster! Especially coming from anything but a hex core at 4.5ish ghz with butloads of ram and a sweet videocard and like 7 million monitors!
sorry rant off.
-
I would usually have a professionally overclocked i7 ivy bridge CPU with SSD, 32g RAM, and the beefiest Quadro I can afford but
Yup this is what i'm rockin, but only 16 gigs ram!
Sorry just had to rub it in!
Hope you can join the party in the future!
-
Sweet thanks!
-
I've looked around and can't find the info i need.
How would you convert a numveric value into a string value.
Example:
T$=1
strtool$="Tool info"
stempstring=t$+" "+strtool$
stempstring would = "1 Tool info"
anyone know how i can get a numveric variable into a string like this?
thanks!
-
ya i used to use 3D contour untill i made a macro. Way easier now!
-
 1
1
-
-
Joe pretty much hit it all on the head!
All we use is mazak at our shop so i really got used to the no G43 and really like it.
To each their own!
-
Mazaks usually (check parameters to confirm) use the tool call, ie T1 M6, to apply tool height so no need for g43.
I use the mazak tool length in the tool data page.
Other than that works mostly like fanucs except for the highspeed stuff (G61.1).
I started with mpmasters and with few mods was making chips.
Good luck!
-
I made a broaching macro that takes care of everything. Even errors if the parameters are imposible. I would look down this road if you do them alot!
-
I would look at the posted code and see how it moves between passes.
I do 4th axis work on live tool lathes all the time and this is how my toolpaths look in mastercam. It doesn't consider the kinematics of the machine.
Just make sure the code looks good and doesn't run through the part and you should be good....me thinks!
-
trick is who do you fixture it?
Pedestal 5 axis picture fame and tabbbbbbsssssss!!!!!!!!!!

or in one piece from solid block with tab on the bottom, rough/finish as you go from periphery in, leaving support structure to be roughed off later, and then finished, and then roughed, and then finished, etc.......
double
! -
YES!!!!!
I would assume it should be an easy enhancement to implement. Dynamic WCS is already there.
Skip the step of having extra geo for the associativity.
You should be able to alter existing planes/wcs with a dynamic triad! I would love this.
ANYONE LISTENING! Can you say low hanging fruit, go grab it CNC!
Please and thank you.
-
1
-
-
Hey Guys,
We're looking at buying a Matsuura MX-520

-
Yep the G90 or G91 works on some models, and one thing you really have to watch out for is on some controls is if you are already in G90 or G91 and you execute G10 data it will either write or shift based on the active system G90 or G91!
Other models need it explicitly stated in the command, and other controls are set via parameter only.
With something as mischievous as incremental/absolute positioning i always use redundant codes. Better safe than sorry i say!
G91 G28 Z0. (Good)
G28 Z0. (Bad!FML!)
-
What's wrong with that? he gave a potential fix for someone. if everyone went back to old threads and did this, there would be some quality stuff
I agree!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!

Another new toy
in Machining, Tools, Cutting & Probing
Posted
holy xxxx the 5 ax high speed head is 250K!?!!
How much are the other heads just for comparison? seems like 1/4mil is alot for a head!