





Oscar R.
-
Posts
353 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Oscar R.
-
-
If you find a way to do this please share.
We've had discussions on this same topic here in the past. I don't believe that anyone came up with a good safe way to do it with out having to redo your planes for toolpaths using them.
-
Cimco, quick and painless.
-
The G93 code for inverse time feed is not present in you code.
Have you tried running this on your machine? Is the post, machine, and rotary capable of running in inverse time feed?
If your post is compatible then I believe all you should need to do is turn the switch on in the post and it should give you what you need.
-
If it has worked for you in the past with the same machine definition and post, then it most likely that there's something wrong with your process. But if this is something that your just know trying with this machine definition and post than what Cathedral said here in his last post is very possible.
If you do not know how to work on your post or machine definition I would recommend contacting your reseller to help solve this.
Like Cathedral said, milling and drill are two different animals as far as the post goes.
-
I tried T.O.S. @ -.640,retract .05 incremental,clearance .05 absolute with start & end unchecked
I get G99 G81 Z-.675 R-.59 F13.
I cant have that because I have numerous islands in the way.
I guess I should mention Im using 2D graphics.
Your retract and clearance numbers can not be the same. Change your clearance number to something above what you have entered in your retract, doesn't have to be much just different. This will give you what your looking for.
-
Crazy, really?
I had to look up picometer. Glad I did though, learned something today.
Most of the other questions seem more relevant though.
I'd add experience with toolpath verification software (Vericut, CAMplete) to the list of questions, if it your costumer uses either.
-
Why is that when ever I use stock model to finish my lawn it always misses spots or rapids through trees?....
-
 1
1
-
-
That didn't work. I ran it with the same settings in your example but it just started to run the first part again. If I enter the X & Y distance between G54 & G55 I could see it working
I've never run sub programs before but that's how I thought it would be done. Is there a tutorial on it?
Work good here.
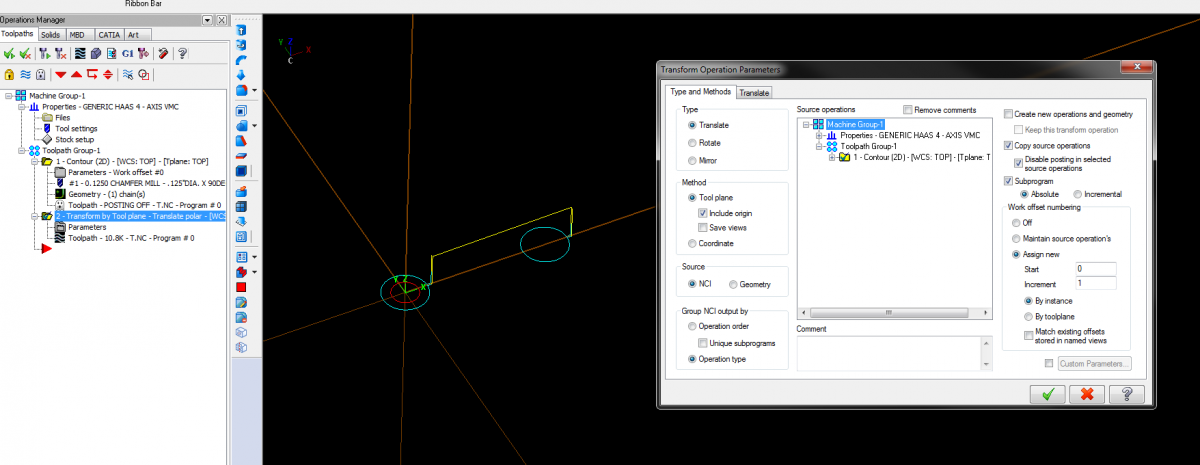
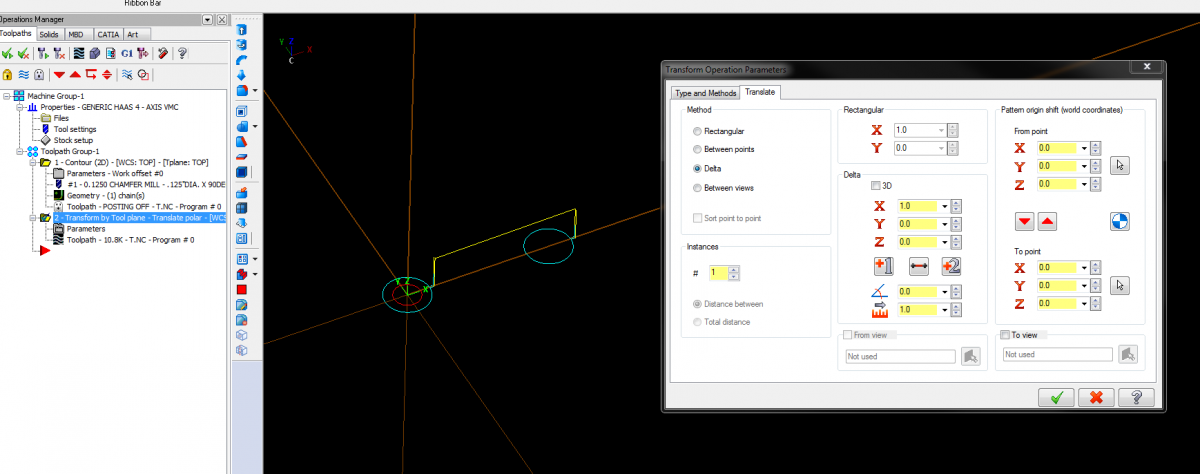
This is the code you should be seeing out of the generic Hass post that comes with MasterCam according the settings in the pictures that I put up.
Is this what you're getting?
%
O0
(TEST)
(DATE=DD-MM-YY - 03-07-14 TIME=HH:MM - 12:45)
(MATERIAL - ALUMINUM INCH - 2024)
(ENDMILL)
G20
G0 G17 G40 G49 G80 G90
T1 M6
G0 G90 G54 X.1875 Y.0063 A0. S4000 M3
G43 H1 Z.25
M98 P0001
G90 G55 X.1875 Y.0063 Z.25 A0.
M98 P0001
M5
G91 G28 Z0.
G28 X0. Y0. A0.
M30
O0001
Z.1
G1 Z0. F25.
G41 D1 X.1625
G3 X.1563 Y0. I0. J-.0063
G2 I-.1563 J0.
G3 X.1625 Y-.0063 I.0062 J0.
G1 G40 X.1875
G0 Z.25
M99
%
-
Make your source toolpaths and try this with transform.
Should give you what you're looking for.


-
1
-
-
Nope, never been in a union. However, you make it sound as if it is a bad thing. I come from Mexico. We have no unions there. I suggest you goto Mexico to see just what a workers get when they have no unions to support it's workers. What do we get? We get YOUR jobs, at a much lower rate, The important thing is, we have your jobs, and our standard of living is increasing, while yours has gone down since you have disbanded your unions. Sure, some unions go to extremes, but take 5 minutes to think of what your country would be like if you never had unions. Well, you really don't need to think about it, just look what your country is turning into. Pretty soon we will have unions in Mexico, and Americans? Well, they'll have food stamps. A tasty alternative to money.
Hey there compita, don't give all the rest of us Mexicans a bad wrap now.
First off, it shows very well through your comments that you know very little about actual machining and even less about your own national history. Sindicatos laborales have been around in Mexico for a long time. Just ask your abuelito, he'll tell you.
As for that YouTu claim... I think not.
There's a lot of smart, well educated, hard working people in Mexico, none of which you seem to be.
I have to say, this is the first time I've gotten so worked up about a particular poster on this forum. I usually ignore posters like you, but your comments are so out of place with reality that something has to be said.
-
4
-
-
America proves that I am right EVERYDAY. America is now competing against Chinese and Mexican labor because Americans were to short sighted in seeing the effects of training people their skills. Now look what you have, no union, no pension, low wages and no future. THAT is the effect of training people how to do your jobs. Machinists in the 70's were better off than they are now. At a shop I used to work at a customer brought in a large carbon fiber part that his previous shop could not figure out how to machine. It was a huge dollar job. After we spent weeks perfecting the job the customer came in to check it out. The day shift moron boasted about how we got it figured out and told the customer how we did it. The customer pulled the job, gave it back to his previous machine shop, with all of the information our day shift moron supplied him with. We lost big time just because that moron could not keep his big mouth shut.
To think for one minute that your comment makes ANY sense is LUDICROUS. Right now, anyone can run to youtube to figure out how to do complex 5-axis milling. How does that benefit you? You only limit yourself in your future achievements. If you are being kept in the same position, it is because you did not do what it takes to excel in others. If your employer is holding you back, find another. After all, what is keeping you there? No pension, no union low wages. I suggest you go and talk to Electricians and Plumbers and find out why their pay and benefits are so much higher. Does their trade require more skill? No! The reason is, they fight tooth and nail to keep intruders out.
If I spent 5 years to develop a product and sell it for $10, then show 1000 other people how to develop my product, what do you think is going to happen? They can sell it for a fraction of the price, because they did not have any development costs or troubleshooting.
Your comment is why I question whether or not most machinists are intelligent enough to feed themselves. They do EVERYTHING possible to throw away their livelihoods and then blame everyone else because they can't make enough money to feed themselves or their families. You REALLY need to think about your comment, and the implications it has for ALL of us skilled tradesmen that are fighting to keep this trade profitable. Right now we are in demand. But, we are only in demand if we refrain from giving away our skills. Did you notice that when there are fewer programmers that our pays tends to go up? Why do you think that is? LOL
I don't get it... one minute you're giving great advise and potentially teaching the O.P. and others reading this post how to solve this problem, and the next you bash others that share their knowledge.
Did I miss something here?
Maybe I mistook the "(RU STUPID)" portion of your macro post as sarcasm. My fault.
JMC took the words right out of my thoughts, you must be new to this trade.
-
Training is absolutely key of course. Then there's those types of people that just won't take direction no matter how much you have patience in teaching them. Maybe it's just me...
Don't get me wrong, I take every opportunity to teach others anything and everything that I have learned. Even to the point were I know that later they'll be coming after my job, when they're ready(believe me, it's happened). Like a Chihuahua barking up to the big dogs, I just ignore it.
But still, share the knowledge.
I've gotten emails and calls from guys I taught up to 10 years ago thanking me for showing them what I thought was just common practice in our trade.
Some of them are doing better than I am.
I say, good for them. And for me, I get that rare good feeling that my time doing that training has helped someone else to be able to support themselves and their family.
That huge for me.
Never stop passing along what you know. My 2 cents.
-
3
-
-
I do this too.
If I use bounding box, i go to stock setup and use 'select corners'
I pic the bottom left and top right as the two corners of the bounding box.
This creats the 3-d stock setup and then I ADD .250" (1/8 per side)
to each number that selecting appears in the x and y boxes.
That's the method I use most often as well.
But if you prefer, you can also use the "stock" along with "lines" check box when creating your initial bounding box and it will automatically bring in an identical box to your stock setup.
Just use the x,y,z dialog to choose the amount of offset you want in each direction.
-
Doesn't the operator pressing Cycle Start, in effect, signify that he said "yes" to your question? I understand what you're trying to do, and we try to mistake-proof our setups and programs as best we can, but, at some point the guy needs to do his job.
Redesign your fixture, if you can; makes more sense than this Band-Aid.
If you need to, stop the machine in a strange place ( not Z home ) to get the operator's attention, and put [5] M00s in there in a row so they don't just blow by it
C
Chris,
I have to agree with you on most of this, but at the same time with what others have said also.
In different times having an operator at the machine that really cared and knew about what they were doing would have been the norm, but the time has come were some shops can't find or aren't willing to pay the wages of an experienced operator.
In the last few shops that I've been at, the phrase "mistake proof" (in lieu of the less workplace friendly "idiot proof") has been heavily pushed by the higher ups because they know that they'll have to deal with less experienced people on the lower ends of the pay scale.
I have to tell you, I work in a shop were we have some operators with 5-10 years experience and they still blow by the multiple M00's that I put in some of my programs.
So much so, that if I know that a particular operator will be running one of my programs, I just split it where I want them to stop so that they have to look into it further.
The looped macro is the best way to go IMO. Or a shock collar, but that's just my 2 cents.
savagkd,
I hope you find that delicate balance between operator intervention and mistake proofing your shops workflow, I know I haven't.
But then, I'm the type of person that thinks that as long as there's someone there to have to make that Y or N decision, there will be at least a 50% chance that they'll still get it wrong.
-
If you created a bounding box around your part using the "Create, Entities, Bounding Box" and chose to extend it by whatever amount beyond the extremities of your part, this actually creates entities to form your bounding box.
If you then go to Stock Setup and choose to select all entities to form your stock, then it will include you bounding box entities, along with anything else on the screen.
If you uncheck the "All Entities" box it allows you to select just what you want to include in your stock bounding box, if that's what you're looking for.
-
Wow, I saw this post the first time around but hadn't tried that until today.
Created 10,000 points and selected them in a drill toolpath. Everything was fine until I tried the to reselect them. My rig clock in right at 10 minutes to deselect the original points.
Sorry, I don't have a solution that would be any different than what others have already suggested.
-
I've seen this a machine with a similar style tool changer but different control after moving it.
If the tool changer was not supported during the move it may have moved out of position.
Check to see in the carousel is hitting any limit switches.
Sometimes all it needs is a push by hand back to it's start position.
-
Glad it turned out good, and as always, glad to help.

-
Compression cutter?
They're definitely worth a look into, but are a bit more $ than standard carbide tools.
Here's the sales pitch.
-
.3 (.2 of carbon fiber + .1 of MDF). and doh! I forgot to put the air lines back.
Doh!
Yep, ya gotta let the tool breath a little. Man, I'm surprised the MDF didn't catch fire on you, LOL.
-
The first cut is a full slot to remove the excess. It seemed to be cutting good 4000rpm and 10ipm. I started increasing the feed rate and I think it snapped at around 20.
Are you running air or anything else on this for chip evac?
What's the D.O.C?
Seem like a pretty slow feed to snap a tool unless chips clogged up in there. Which is pretty common by the way, especially on a full slot pass.
-
If you're on maintenance you can download the X8 beta to test it out yourself.
There's a thread on here about it with links and instruction on how to download it.
Go here. http://www.emastercam.com/board/index.php?showtopic=77786
I believe there's also a version available for user not on maintenance. Not sure what the process for that is, but I believe there info on that as well on the thread that I mentioned.
I would suggest that you try that route. That way you can try it out for yourself and see if it's worth will for your needs.
-
Burning, yup, sound like the rpm is kicked up way too high.
1/4"dia., 1.500" stickout should be no problem.
Let us know how it turns out for you.
-
Been a while since I've run X4 and don't recall what that toolpath selection box looked like.
If it worked for you before and is longer working, that doesn't really make sense.
Give CJep's method a shot. That might work out better for you than standard pocket.
WCS and planes question
in Industrial Forum
Posted
I have a few different style 5 axis setups here, one of them being a Haas TR160 trunnion. Trust me, there's no easy button... within MasterCam that is.
I agree 100% with you on this CJep.
Way safer to skip the easy button on this one IMO.