





Geardoman
-
Posts
16 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Geardoman
-
-
Hi all,
This is not a question related directly to Mastercam but I know that there are a lot om knowledge on this forum so I give it a try anyway.
My employer has recently invested in a Ibarmia THC 22 with a Heidenhain 640 controller, this specific machine has a C-axis in the table and a B-axis in the head.I'm normally program Siemens 840D so this Heidenhain is giving me some challenges, at the moment so are I'm struggling to mill a regular 2D contour that is bigger than the Y-axis travel so I need to interpolate the Y-axis with the C-axis. I have done this earlier on Siemens 840D with the function TRANSMIT, the function makes it possible to program as regular with X and Y but the machine will utilize the Y and C-axis instead. I also think that Fanuc has a similar function but I'm not able to find anything in the Heidenhain controller. Are you aware of of a similar function in Heidenhain? Or do you have some other tips to come with?
I have looked through all of the documentation and search the webb with out any luck.
I really wound like to be able to program with X and Y and let the machine take care of the rest. -
Hi!
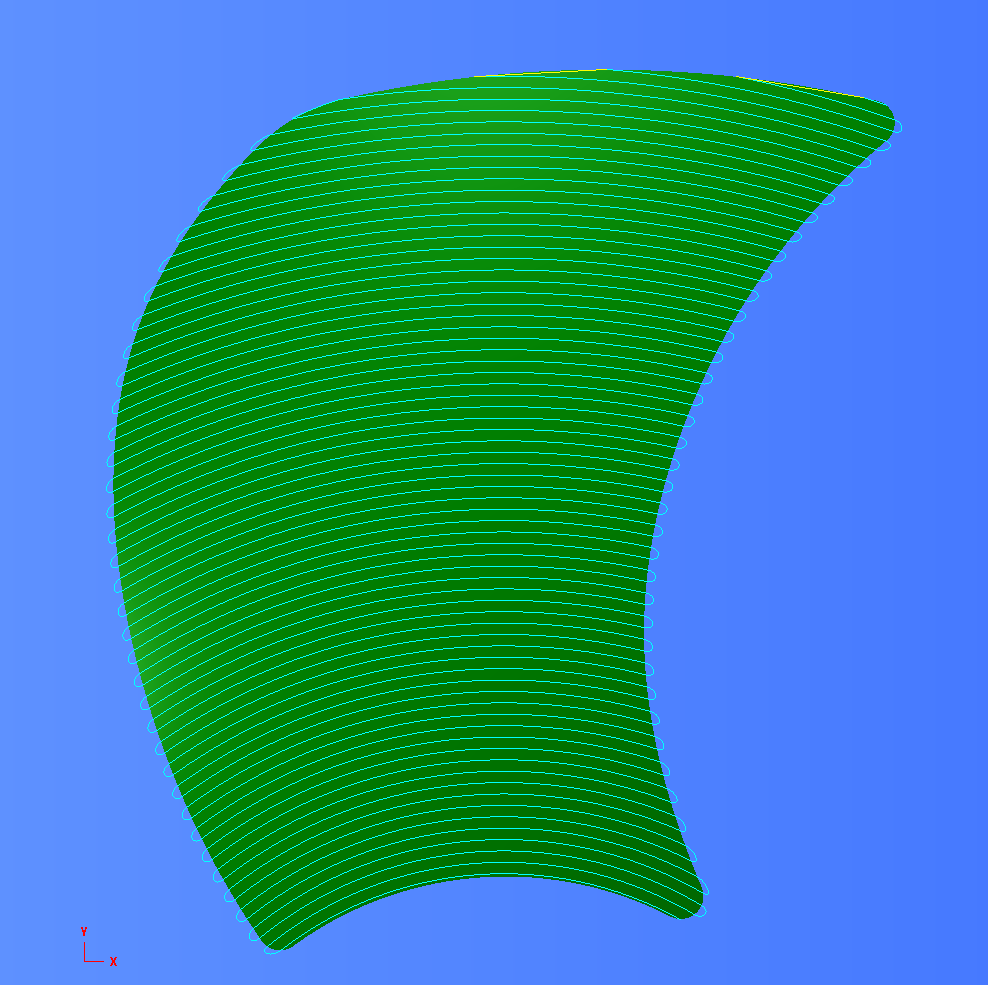
I wounder if anyone has a solution on my problem with the surface highspeed spiral toolpath.
What I want to do is a spiral with the zigzag option that spiral outside in instead for inside out. I need to use a containment, so I will not be able to use blend.
I attach a picture that shows that I'm looking for but the path on the picture start inside and working to the outside..

-
Ok, the PDF is for X6 but it maybe has change in X7?
I will try to contact them tomorrow
-
@Crazy^Mill/Turn
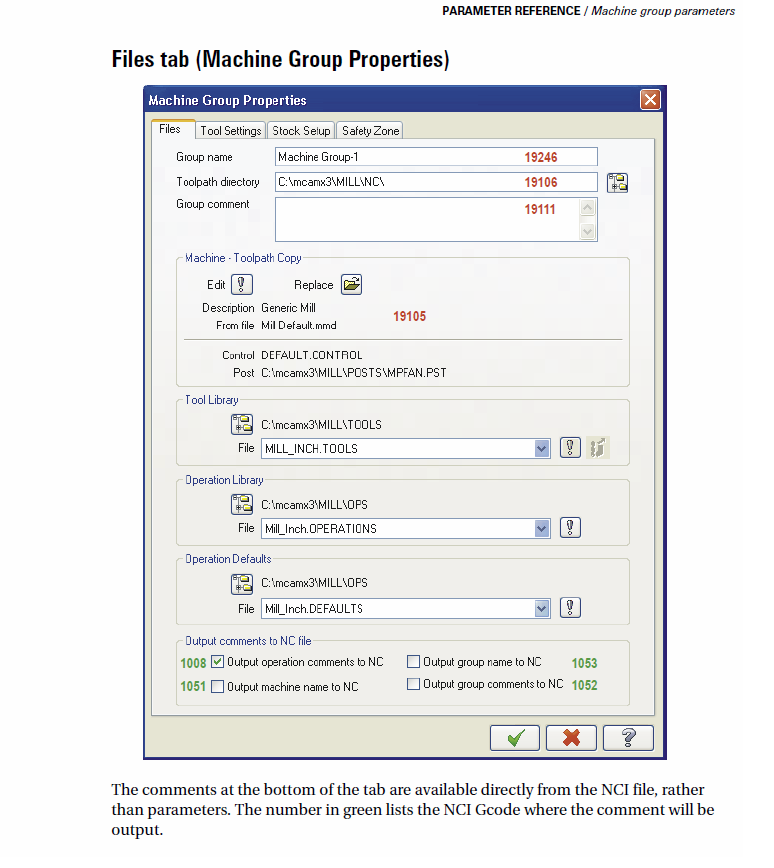
I has tried that but then I can't disable the output inside of mastercam. I have checked the pdf but the only NCI parameter I can find that control if the machine group name should be outputted is 1053 and I don't know how I should call it?
@Peter MoP
I'm sorry for my bad explanation!
That I mean is that I did get the output of the machine group name in the NC code with help of the NCI parameter 19970/19248 (both does output the machine group name) that I did place inside the pmachineinfo$ postblock and then added the string inside pheader$. But I couldn't disable the output of it from mastercam.
(The section of my pheader that you see is before I added the string)
What I would like to do is use me of the NCI code 1053 so I can disable it inside mastercam but I can't seams to call it right for I only get a empty line in the NC code but no error messages.
How should I call NCI 1053? Or do you have another solution?
I only wan't to output the machine group when I have multiple
.gif)
I'm very thankful for all help!
And I hope you do understand my messy description..

-
Has someone any idea about how I should change the output order?
-
In system configuration, CAD settings, and then in the lower right corner is at checkbox
-
Show us the header section of the post. Are you sure it is coming from the pcomment2 section and not being called just out directly for those items?
Here is my pheader$
pheader$ #Call before start of filehour = int(time$)
min = int((time$ - hour)* 100)
if hour > 12, hour = hour - 12
if hour = 0, hour = 12
year$ = year$ + 2000
"0 BEGIN PGM", sprogname$, *smetric, e$
spaces$=1
n$, scomm_str, "MCX FILE : ", smcname$, scomm_end, e$
if spostname_sav = snull, spostname_sav = spostname
n$, scomm_str, "POSTED : " time$, "- "*day$, "/ ", *month$, "/ ", *year$, scomm_end, e$ # 24 hour H/MIN/DD/MN/YYYY
# *progno$, " ", scomm_str, sprogname$, scomm_end, e$
spathnc$ = ucase(spathnc$)
smcname$ = ucase(smcname$)
comment$ # File descriptor
spaces$=1
#scomm_str, "PROGRAM NAME - ", sprogname, scomm_end, e
#scomm_str, "DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, scomm_end, e
#scomm_str, "MASTERCAM - V", *vers_no$, scomm_end, e$
# scomm_str, "MASTERCAM - X", scomm_end, e$
# scomm_str, "MCX FILE - ", smcpath$, smcname$, smcext$, scomm_end, e$
if spostname_sav = snull, spostname_sav = spostname
# scomm_str, "POST - ", snamepst$, scomm_end, e$
#scomm_str, "MP - V", *dll_vers$, scomm_end, e$
stck_matl$ = ucase(stck_matl$)
# scomm_str, "MATERIAL - ", stck_matl$, scomm_end, e$
#scomm_str, "PROGRAM - ", sprogname$, sextnc$, scomm_end, e$
#scomm_str, "DATE - ", *smonth, "-", *day$, "-", *year$, scomm_end, e$ # MON-DD-YYYY
#scomm_str, "DATE - ", *year$, "/", *month$, "/", *day$, scomm_end, e$ # YYYY/MN/DD
#scomm_str, "DATE - ", *day$, "/", *month$, "/", *year$, scomm_end, e$ # DD/MN/YYYY
#scomm_str, "DATE - ", date$, scomm_end, e$ # DD-MM-YR
#scomm_str, "TIME - ", *hour, ":", *min, [if time$ < 12, " AM"], [if time$ >= 12, " PM"], scomm_end, e$ # 12 hour
#scomm_str, "TIME - ", time$, scomm_end, e$ # 24 hour
# scomm_str, "POST DEV - ", *slicense, scomm_end, e$
spaces$=sav_spc
if seqno$ = 0, omitseq$ = yes$
sav_progno = progno$
if tseqno = 1 & omitseq$ = 1,
[
seqno$ = 1
seqinc$ = 1
n$ = seqno$
]
sav_rot_on_x = 0
header = 0
I should capture these in pparameter$ postblock:
if prmcode$ = 19970, sGroupName = sparameter$ if prmcode$ = 19248, sMachineName= sparameter$
After this, you can output these strings everywhere you want. I assume in pheader$ postblock.
I did try that and if I try to capture them inside pparameter$ does I don't get any output? But if I capture them inside pmachineinfo$ so does it work. The only problem then is that I can´t disable/enable the output of them from inside mastercam in the machine group properties.

-
Hi!
I'm a newbie on post editing but has done a few successful edits before but I'm stuck this time.
What I'm trying to do is change the order of the machine name and the machine group that is outputted in the NC-header and still be able to disable the output of the machine group inside mastercam.
From this:
0 Begin PGM TEST POSTING MM
1 ; MCX FILE : TEST POSTING
2 ; POSTED : 18:00 - 29 / 09 / 2013
3 ; FILE DESCRIPTION
4 ; MACHINE NAME
5 ; MACHINE GROUP 1
6 ; MACHINE GROUP 1 COMMENT
To this:
0 Begin PGM TEST POSTING MM
1 ; MCX FILE : TEST POSTING
2 ; POSTED : 18:00 - 29 / 09 / 2013
3 ; FILE DESCRIPTION
4 ; MACHINE GROUP 1
5 ; MACHINE NAME
6 ; MACHINE GROUP 1 COMMENT
My post is a standard MPmaster with a few modifications.
The original code did look like this:
pcomment$ #Comment from manual entry (must call pcomment2 if booleans)pcomment2
pcomment2 #Comment from manual entry
#1005 - As Comment
#1006 - As Code
#1007 - As Comment with output line, change at point
#1026 - As Code with output line, change at point
#1008 - Operation comment
#1051 - Machine Name
#1052 - Machine Group Comment
#1053 - Machine Group Name
#1054 - File Descriptor
spaces$ = 1
scomm$ = ucase (scomm$)
if sof & gcode$ >= 1051, n$, scomm_str, scomm$, scomm_end, e$
if gcode$ = 1005, n$, pspc, scomm_str, scomm$, scomm_end, e$
if gcode$ = 1006, n$, pspc, scomm$, e$
if gcode$ = 1007, scomm_str, scomm$, scomm_end
if gcode$ = 1026, scomm$
if gcode$ = 1008 & header = zero, n$, pspc, scomm_str, scomm$, scomm_end, e$
if gcode$ = 1008, scomm_sav = ucase(scomm$)
spaces$ = sav_spc
I tried to change it like this:
pcomment$ #Comment from manual entry (must call pcomment2 if booleans)pcomment2
pcomment2 #Comment from manual entry
#1005 - As Comment
#1006 - As Code
#1007 - As Comment with output line, change at point
#1026 - As Code with output line, change at point
#1008 - Operation comment
#1051 - Machine Name
#1052 - Machine Group Comment
#1053 - Machine Group Name
#1054 - File Descriptor
spaces$ = 1
scomm$ = ucase (scomm$)
if sof & gcode$ = 1054, n$, scomm_str, scomm$, scomm_end, e$
if sof & gcode$ = 1053, n$, scomm_str, scomm$, scomm_end, e$
if sof & gcode$ = 1051, n$, scomm_str, scomm$, scomm_end, e$
if sof & gcode$ = 1052, n$, scomm_str, scomm$, scomm_end, e$
if gcode$ = 1005, n$, pspc, scomm_str, scomm$, scomm_end, e$
if gcode$ = 1006, n$, pspc, scomm$, e$
if gcode$ = 1007, scomm_str, scomm$, scomm_end
if gcode$ = 1026, scomm$
if gcode$ = 1008 & header = zero, n$, pspc, scomm_str, scomm$, scomm_end, e$
if gcode$ = 1008, scomm_sav = ucase(scomm$)
spaces$ = sav_spc
But of course it did not effect the order of the output.
I also tried to setup the 19248(machine group name) NCI parameter inside the pprep block and I did output it successful BUT I'm could not disable it inside of mastercam

I hope some one can help me with this or point me in the right direction!
Please, be nice to me, I'm a newbie on this

-
I have a setup with three Dell U2711, on the left does I have the level manager, multithreading manager and some none mastercam stuff.
On the right is the verify setup and sometimes Cimco
Do you like to have the ops manger on the second monitor?
-
Thanks!!
You just saved my day!

-
Thanks for the help gcode!
But I already has "break rapid move" checked and the verify still does dog leg?
-
Why does the new verify and stock model show gouges then the program runs fine on the machine? (the tool does go right through the model)
Does it show dog leg move? In that case, how can I stop that?
-
I has also problem with the toolpath disappearing when I rotate..
-
@rogkick
I did have the same problem a few weeks ago, the stock model was deleted but it was stuck on the screen and refused to disappear

What I ended up to do was to start all over again from scratch... I lost a whole day on that

-
@Rickster
Did you get any solution on the stock model that was stuck?
I have the same problem, the whole stock model is stuck even if I deleting the "stock model operation" and the operation that belong to it...
It is a PITA then I have about 100 op's and the stock model won't disappear
Y/C-milling with Heidenhain 640
in Industrial Forum
Posted
Hi @cncappsjames
Thanks for your response!
If I understand you correctly, your output will just end up being linear motions and it will be necessary with C-values to describe the contour?
Your solution would defiantly work but unfortunately that's not exactly what I was looking for. I'm after a solution/function there I can describe the contour with regular cartesian (X/Y) coordinates and with both linear and circular motions, but the machine motions would then be executed with Y and C-motions (or also X and C-motions).
I hope you will understand that I mean, as both Siemens and Fanuc has this function so would I belive that Heidenhain also has it but I haven't been able to find it..