





Sumac Andy
-
Posts
78 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Sumac Andy
-
-
14 hours ago, cncappsjames said:
In my 30+ years experience programming, roughing strategies take less time than finishing strategies. Perhaps it's due to they types of parts I see a lot of (non prismatic, organic, textured, and/or finish sensitive). Often times the CAD model by itself does not contain every detail.
Not trying to dissuade you by any means, just trying to bring some manage expectations.

But even a prismatic part... let's say on the print you have a .0008" profile tolerance. How will it handle a feature like that if it's not in the MBD (and chances are it's not). Maybe that's not your world, but it's mine, and If I have a half dozen or so features (on an easy day) that are that way, I've found I spend more time massaging toolpaths when I use the automated functions (ATP, FBM, etc...), that said, I do use them when practical, I di use ProDrill. It automates plane creation pretty awesome, and Multi-Axis Auto Roughing sees a fair amount of action on my work station.
So, do your due diligence, investigate, and manage your higher-ups expectations. It may be they've already drank the "Easy Button" kool-aid, in which case... good luck. You're gonna need it. Regardless, we'll help where we can.

I hear what you're saying about roughing and finishing, I find that we are often modifying customer models to get limits correct from the drawings back to the solid just to get an easier and best way to use the model and geometry for the programming.
With regards to the FBM within Mcam, our reseller never pushed that feature, in fact, in some ways dissuaded the use of it. I've looked at it and left it where it was because I couldn't get what I thought we needed from it. Maybe now Sandvik are involved, the FBM may be invested in more? Or maybe a training thing for us here!!!
The 'easy button' or as we call it here, the 'do it now button' has been pushed, and thanks for the help offer.
-
10 hours ago, SuperHoneyBadger said:
Sends part data to their cloud for processing, and sends back toolpaths. Gonna be a no go for any controlled goods or NDAs. They specifically mention don't use it for security sensitive data.
That will eliminate all the parts where saving time by automation would really be useful, AKA anything complicated or important. If you're already using Fusion360, it's all cloud anyways, so I guess those guys don't really mind another 'tunnel off the property' so to speak.
Looks like we're sticking to the old fashioned way, boys, Skynet's gonna have to wait another day to take our jobs.
This could, and probably will be a massive sticking point for us, thanks for pointing that out.
-
1 hour ago, JParis said:
Over the weekend I got a connection ask on LinkedIn from the guy thats seems to be hawking it...
Had not even heard of it before...as usual, I am dubious of anything promising a "1 click" solution for manufacturing...but I'll watch, listen & learn and see what it is all about.
We have Fusion360 here that came along with our Power Inspect package, I've looked at the software for that, not experienced enough to possibly make an educated comment but I still haven't had a 1 click experience...
1 hour ago, cncappsjames said:It probably works well for prismatic stuff. Automatic Toolpath for that type of work is fairly mature at this point. The stuff so-called "influencers" tend to highlight typically falls into this category.
The stuff most of my customers do, I too would be VERY skeptical.
Unfortunately I can't be sceptical as people much higher than my pay grade have mentioned it, so we have to explore all avenues. It 'appears' to be a possible quick way to get toolpaths down, then get in and fine tune them, I think that is where most time would be lost. I get what you are saying about 'influencers' and hear that a lot.
-
Hi all.
I know this is new software to the market, but has anyone here had experience of CAM ASSIST within Mastercam or any other software - currently Fusion360 is supported (and in Beta for 3+2).
Keen to hear any replies.
link - CAM Assist for Fusion 360 (cloudnc.com)
TIA.
Andy.
-
Carbide is a minimum, I'd suggest as JParis has, PCD.
We machine a lot of Tufnol 10G40 and PCD outperforms carbide massively. I'm in the UK and we can get the PCD end mills refinished so the initial outlay of the tool won't be that bad for repeat uses. If threading, we use carbide taps and drilling is carbide also. We have carbide tipped bandsaw blades for slicing the sheets up.
Tufnol SRBGF Material - Grades 10G/40, 10G/41, 10G/42 and 10G/44 | Tufnol
-
 1
1
-
-
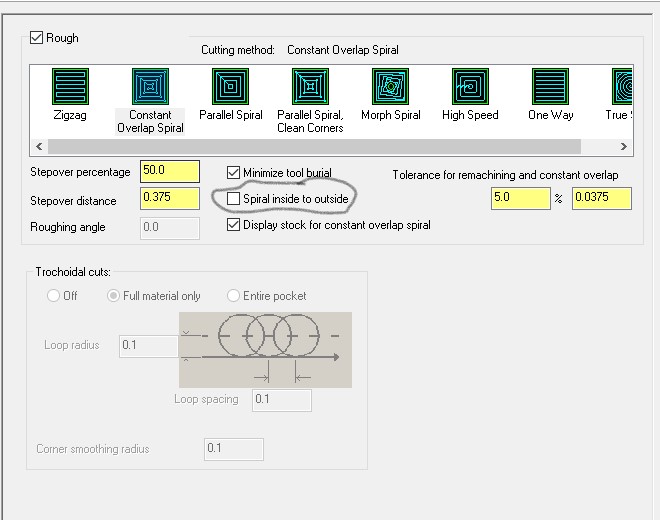
I unchecked the 'spiral inside to outside' and worked fine for me?
Andy.
-
 1
1
-
-
I've been working with Peel this morning.
Can't understand why yours is leaving more on a face when using the two different options though? Mine appears fine.
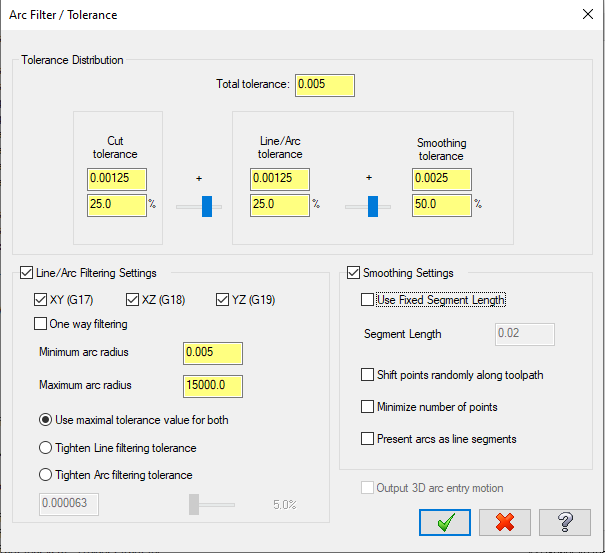
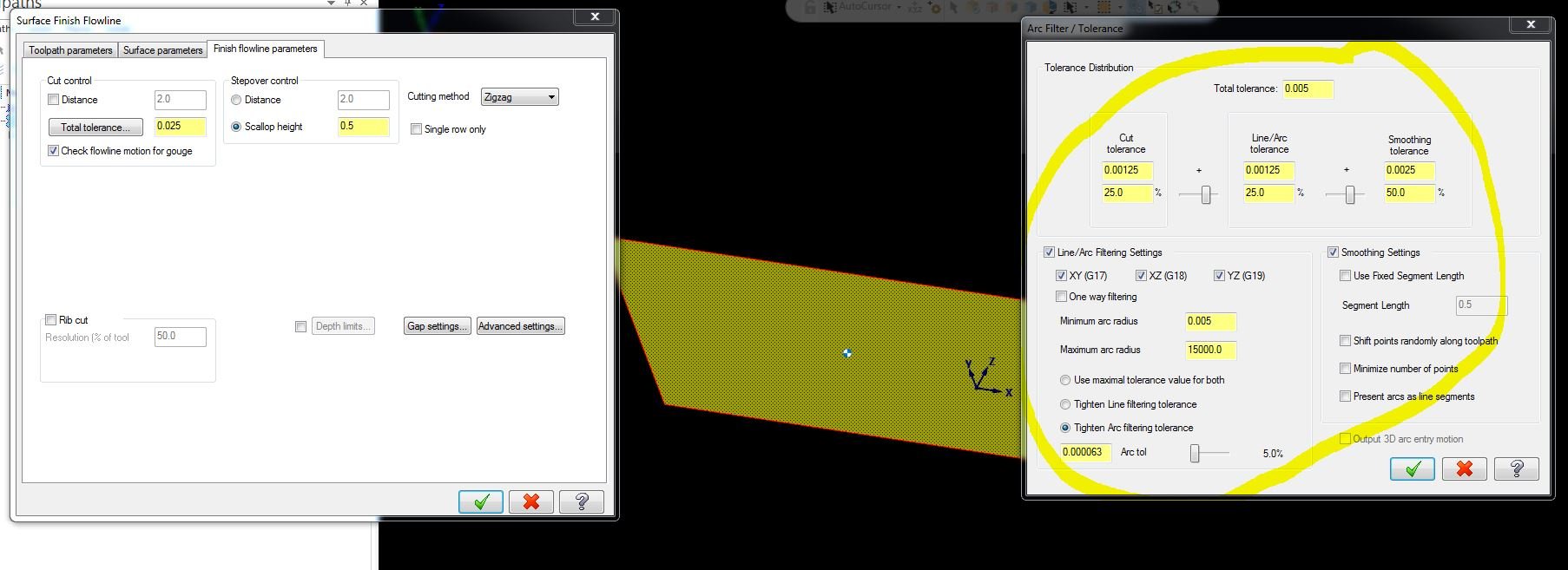
The filtering as I see it will only make the dynamic peel program smaller. If limited to memory space I'd use the standard Peel.
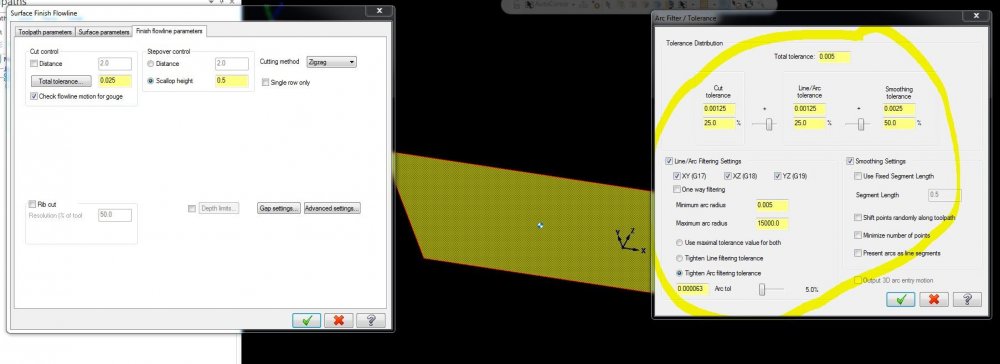
My filtering settings are (metric) as pictured, usually only for fine finishing of surfaces, but as said above, this does give smaller programs regarding any dynamic milling choices. These settings really lose the facets that you can get with surfacing parts.
HTH Andy.

-
I find the 'unexpected error' ummmmm error funny.....really??? if you know the error was coming then it would have been prevented or expected!??? hahaha
-
Was this sorted?
Our lathes here have a reverse G41/42 and positions are doubled (radius position is designated as a diameter) however any radii are programmed actual size
That's about all I know!!
Andy
-
As JParis says, filter.
When I do any surfacing my goto settings are... this also makes the program smaller! (metric settings)
-
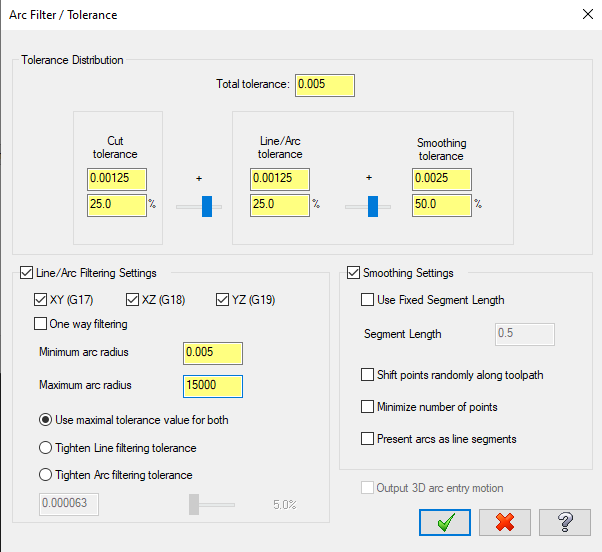
My 'goto' values of choice for a smoooooooth surface (metric settings BTW)
-
Probably you will need to try and produce the slot 'normal' to the Z axis, then incline the part and face to produce the helix, even this way will cause the form to be incorrect. If an undercutting tool starts at the highest point (right side) and moves around and down to the left, the cutter will cut in front of it and behind it to produce a bad form.
A 5 axis move to get at the undercuts, but that would require a weak tool I feel? -
A bit late to the party, but.....
I'm with the tapping guys here - we use WNT and tap 316etc... with this tap - Blind hole – Machine taps, right hand | CERATIZIT | WNT | KOMET - and it works with a decent oil.
Unsure if you can get these tools in th US though? -
2 minutes ago, crazy^millman said:
Why it is important to have a good relationship with your dealer and stay current with posts and other things.
3000 reasons per year!

-
 3
3
-
-
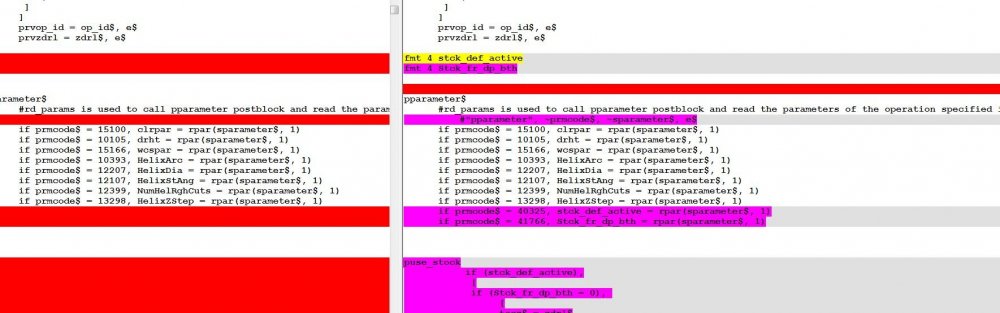
Updated!
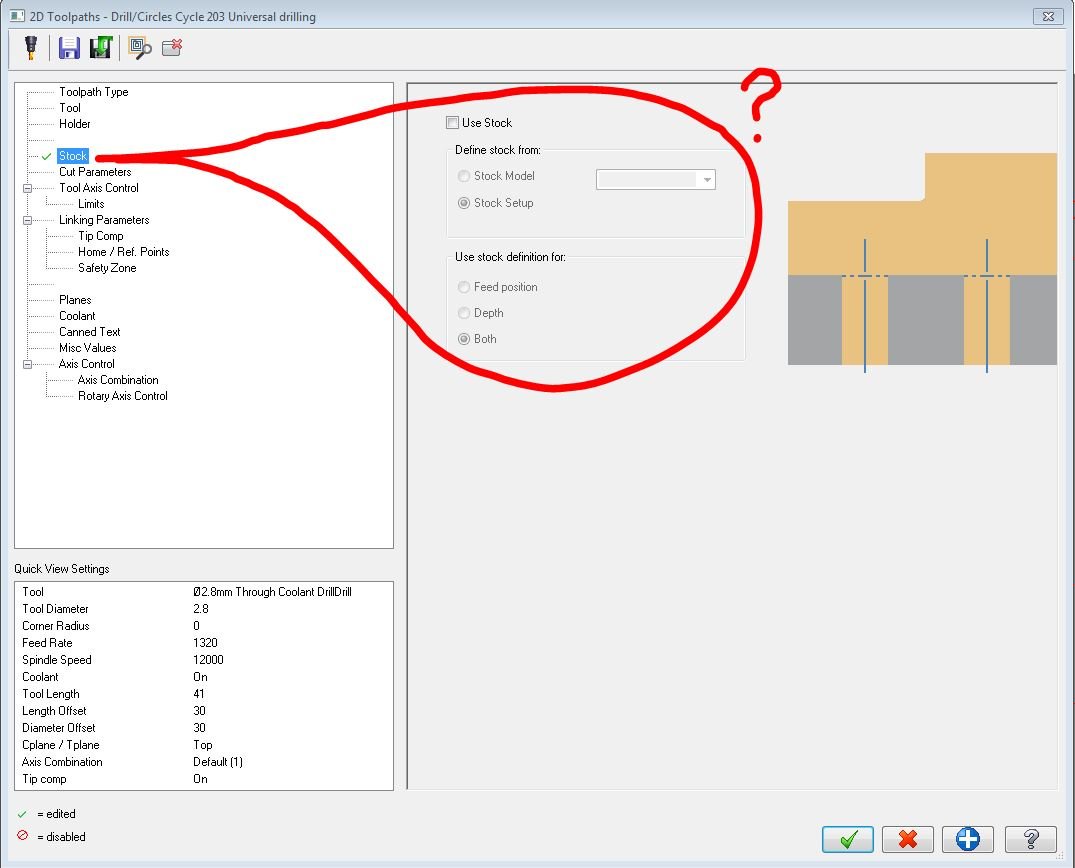
My reseller has supplied an updated post with lots of magical bits in that now can utilise the stock
This will be so much easier and quicker to get the holes etc.. done.Ta all.
Andy.
-
3
-
-
3 minutes ago, gcode said:
In this case stock id used to drive Linking in drill toolpaths
Define some stock on the Stock page, then check out the linking page
Hi and thanks for the reply.
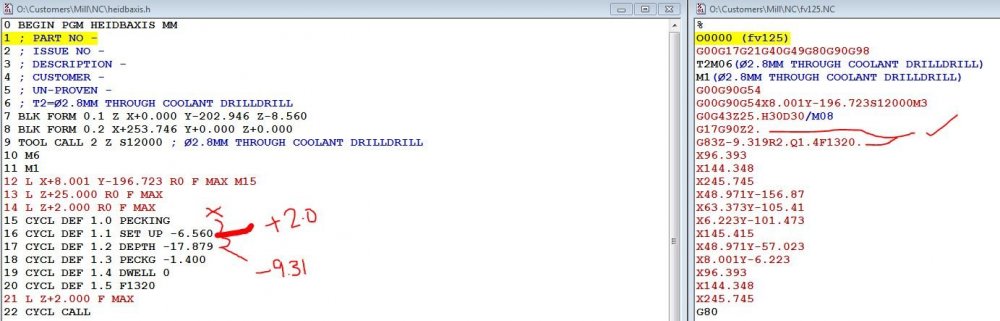
I have set my stock as a 3D bounding box to the part I have, then checked the Use Stock box, set the perameters to 'Stock Setup' and 'Both', this in turn sets my linking to Incremental, but all the posted figures are then incorrect. We have two milling controllers I have to deal with here, Heidenhain (various models) and Fanuc, I get good code from the Fanuc, but bad from the Heidenhain and have been told that the Heidenhain post hasn't and isn't set up for this feature?
Cheers.
Andy.
-
13 minutes ago, JParis said:
Think about "Remachining"
That's typically where a user would use stock...
another place is if you're starting with a casting and only need to machine certain areas. Defining your rough casting as stock can help in that situation.
There are others as well I am quite sure.
Thanks for the reply.
So typically when using the Stock Model?
Cheers.
Andy.
-
1
-
-
Can any one (I'm sure someone can) shed some light on this, the 'Use Stock' option please?
As in, where, when and how to use it - if at all!?TIA.
Andy.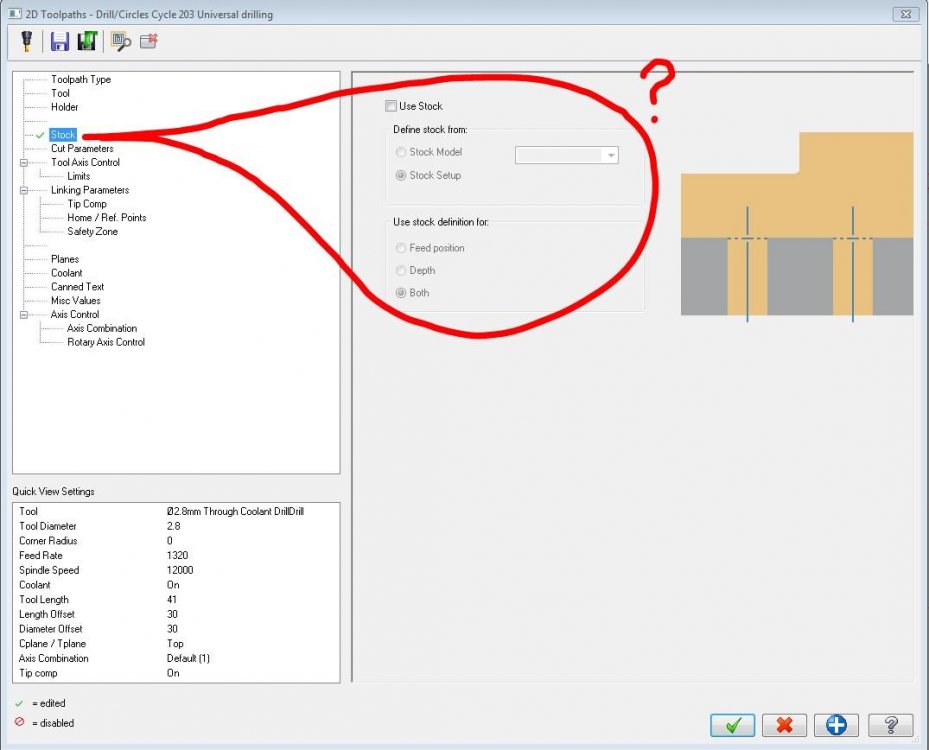
-
5 hours ago, #Rekd™ said:
What version of Mastercam are those for Andy?
I think I made these a while ago, maybe in the days of X6/X7???? They are the same I use now in 2020. Same output as in the beginning. The only problem I have is that I get a second blank sheet.
4 hours ago, So not a Guru said:The last file requires an M157E.xml file. Could you upload it?
I have no idea what you are saying! I use this regularly and have for many years/versions. When you go to the setup sheet and the 'F2' to change the report, use the first file 't(allaxfile).rpx', this cascades through to generate the report that I get, on one sheet. Let me know how you get on. Andy.
-
-
Hi.
A problem we had here along time ago..... high magnesium content aluminiums made our coolant split, sometimes the only way we knew was through oversized tapped or reamed holes. The strength of the coolant was often shown as 'normal' or high also, we had a new (same) coolant with additives to cover this machine). Our aluminium was a tooling plate issue (5000 series, I think?), worth investigating? I wonder if the pressure of the water/oil 'mix' is blasting through the tubes as normal, removing oil as it jets through, leaving a very week mixture inside? Interested to see the outcome of this. Andy.
-
1
-
-
I'm also wondering if this is an engraving issue?
The file I am working on currently has this issue, and there is / are / were some issues with getting the engraving to work!
My chain selection didn't get anything from solids, so I had to create wire frame and use that. This had to be selected by individual selection, as 'windowing' didn't select anything either. Then when all chains showed as selected, only some verification happened, then all!?????
Very odd.
Andy. -
Yes!
I've been getting this quite a lot!
To turn of 'logging' ....
First - double click the Mastercam event log icon in the lower right system tray.
Second - if you are seeing what I see, the event log screen will be flashing all sorts of information. Mine is mainly 'bnci_write_to_disc()-invalid operation ID in NCI line'. In this screen, right click then click on 'stop logging'. This should (as mine does) allow your program to load.
I run from a server so I'm not sure if this is a server issue or not?
HTH Andy.
-
Not sure if this helps?
This is the setting I use to make the file size smaller.HTH
Andy.


Smallest clearance 90° Right Angle Head?
in Industrial Forum
Posted
We have a few of the OMG heads here, larger than your requirement but they do smaller heads - Angle Heads Series BY OMG AMERICA -