





Bridgeportboy
-
Posts
50 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Bridgeportboy
-
-
Any firm dates on the 2017 HLE release?
Steve
-
Tried again and failed.
-
The X9 HLE seems to have a problem, anyone else experience this?
I have downloaded the file twice and the same problem with both install attempts.

-
Any update to the release date?
-
-
This is a great video from MacDac Engineering on the subject.
Steve
-
 1
1
-
-
Any update on the release of X8 HLE?
Steve
-
-
No one trims toolpaths like WorkNC. Period.
Absolutely True!!!
If only MC could do this, Wow, what a powerful package we would have.
-
Anyone know how long it will be before we can download MC X8 Home Learning Edition?
Steve
-
My friend with a hermle says he can hold .0006 true position on his machine reliably. What does that C400 run?
Dstryr,
I would believe that to be true, holding .0005” on a Hermle C400 day in and day out is why you spend the money you do for one of these machines.
The tolerances I stated above were worst case scenario.
The only thing we check while the part in the machine is bore size for the holes. We typically have .0002” tolerance on bore size so we error to the small side
and tweak the program to get the fit we want. Location is easily within .001” ALWAYS!
The biggest drawback that I see on the C400 is it’s 38 tool magazine capacity.
-
Bridgeportboy, how tight a tolerance do you hold on it for milled features, and in what materials?
Matthew,
In aluminum we typically hold 0 to +.0005” on 3d form, finishing at 15000 RPM and feed of 250 IPM.
Hole in aluminum are typically all within .001” of true position, when checked as a cluster, no matter if is 5 holes or 25 holes, at any given angle.
In tool steel 3D form is typically +.0005” to +.001” finishing at 8000 rpm and 100 IPM.
Holes are the same as in the aluminum.
-
1
-
-
This one gets my vote.
http://www.hermle.de/cms/en/products/product_overview/bearbeitungszentrum_c400/
We have two of these in house and a 3rd on schedule for December delivery.
You won’t be disappointed, they are absolutely INCREDIBLE!
Steve
-
This is still an issue in X7 MU1.

-
Piccy from link above.
Steve

-
-
I came to be a Mastercam user a couple of years ago when the company I work for
acquired the assets of another company that was going out of business.
Included in that purchase was a Parpas Master P 5 Axis milling machine, a seat
of Mastercam X4, and the post for that machine.
It was my responsibility to learn Mastercam and how to run this, our first 5 axis machine,
at the same time. All I had to go on was the fact that this machine was programmed with
Mastercam before and that the post was proven and working correctly.
I can honestly say that my butt was in a constant state of pucker and my heart in my throat
every time I went to depress the cycle start button those first few months.
If something didn’t look right, I had to figure out if it was me, Mastercam, or the machine that was causing the issue.
Thankfully, it was ME messing up almost every time and a chance to learn something.
My reseller worked tirelessly with me on phone support, working through issues at hand, and I wouldn’t
be where I am today without their help. This forum has also been a treasure trove of valuable information
and I am glad to be a part of it. Thank you to all who take the time to respond with tips or pointers for us
members that are still trying to improve our MC and machining skills.
-
3
-
-
gcode, Thank you . That's exactly what it was.
I should have stated in my original post that I did end up running the programs anyway,
after looking closely at them and determining that there wasn't going to be any gouges.
This was the intent of the post, If the programs cut fine but the verify shows different, why?
Thanks again
Steve

-
<<MOD EDIT: Read full thread for description of the problem, and a solution. Your machine may need the same settings. >>
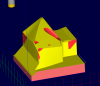
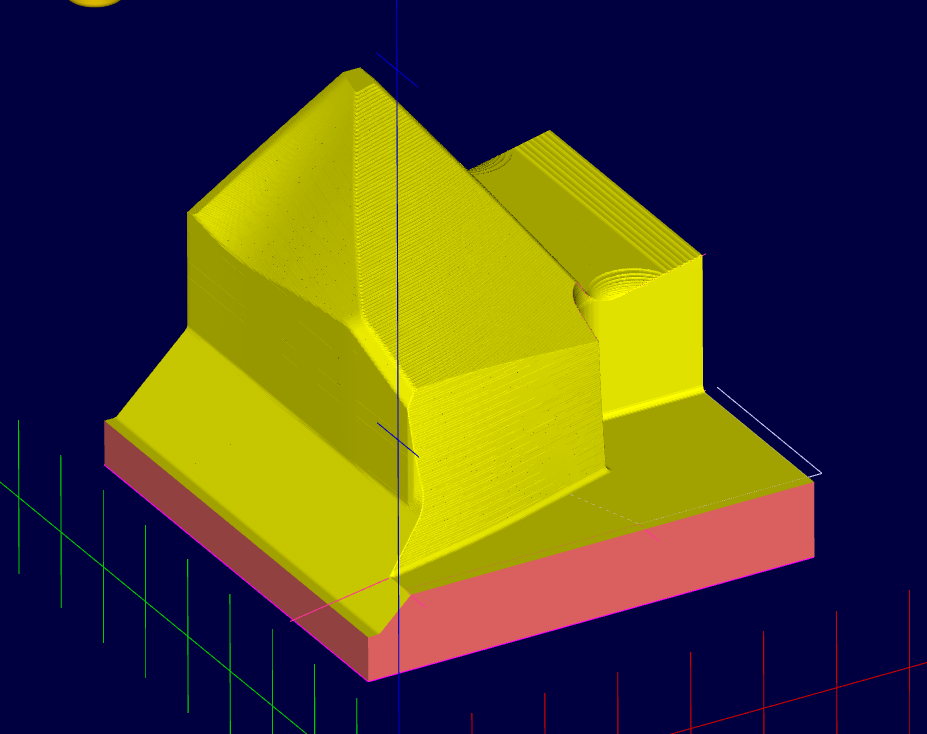
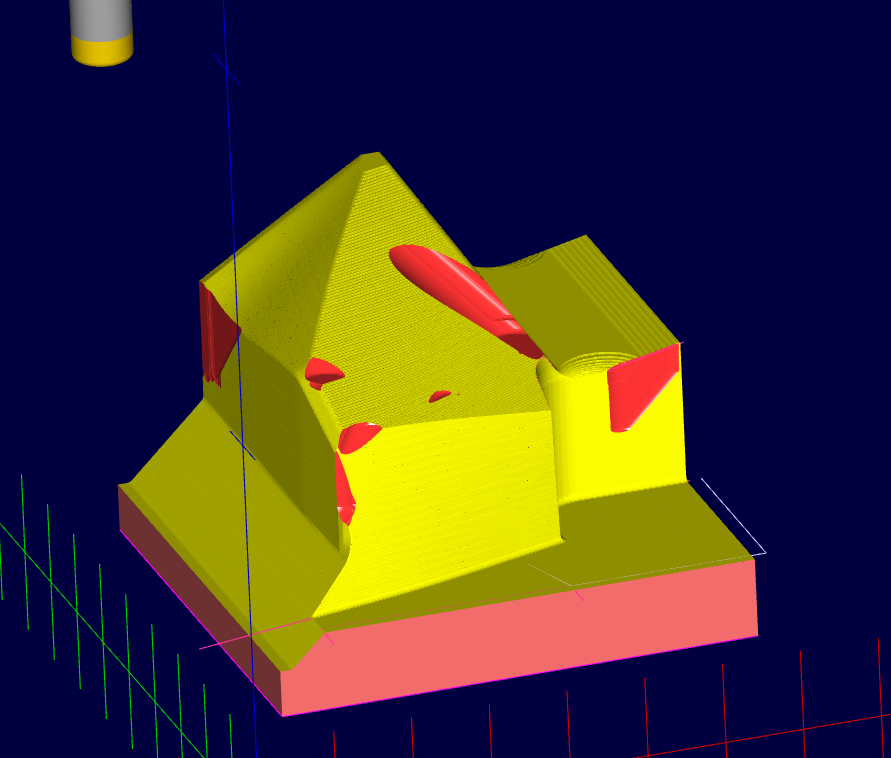
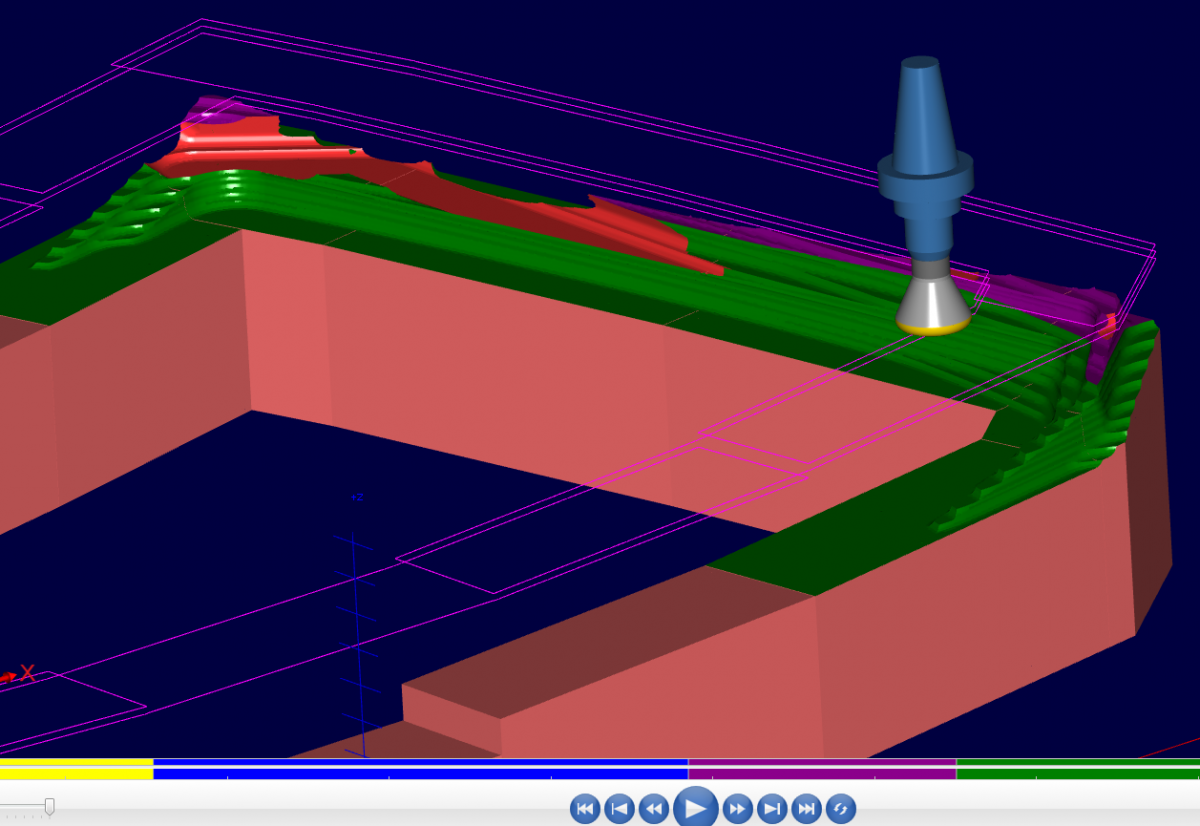
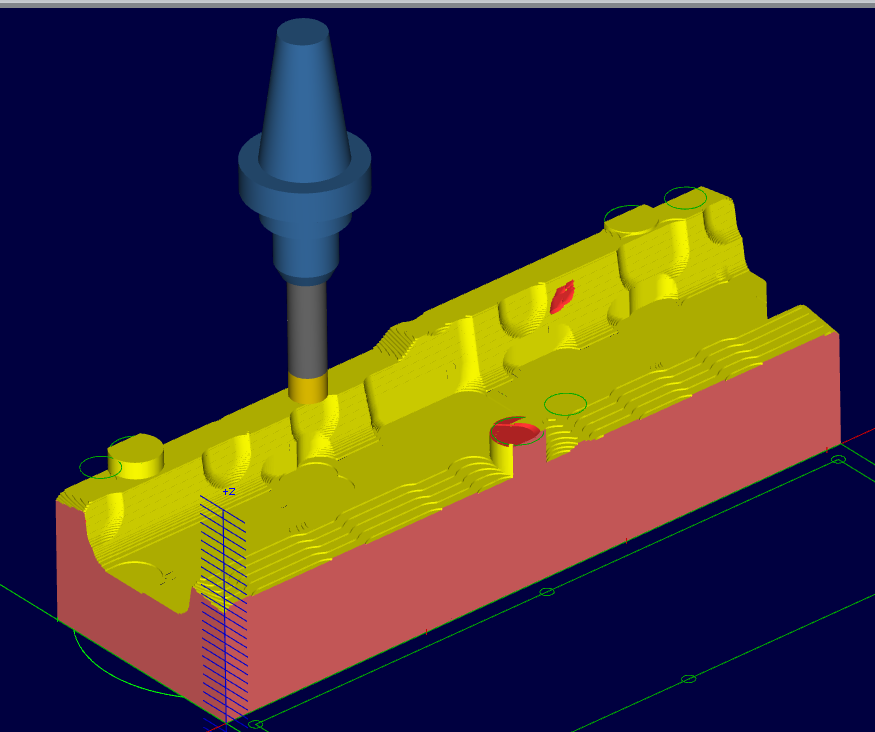
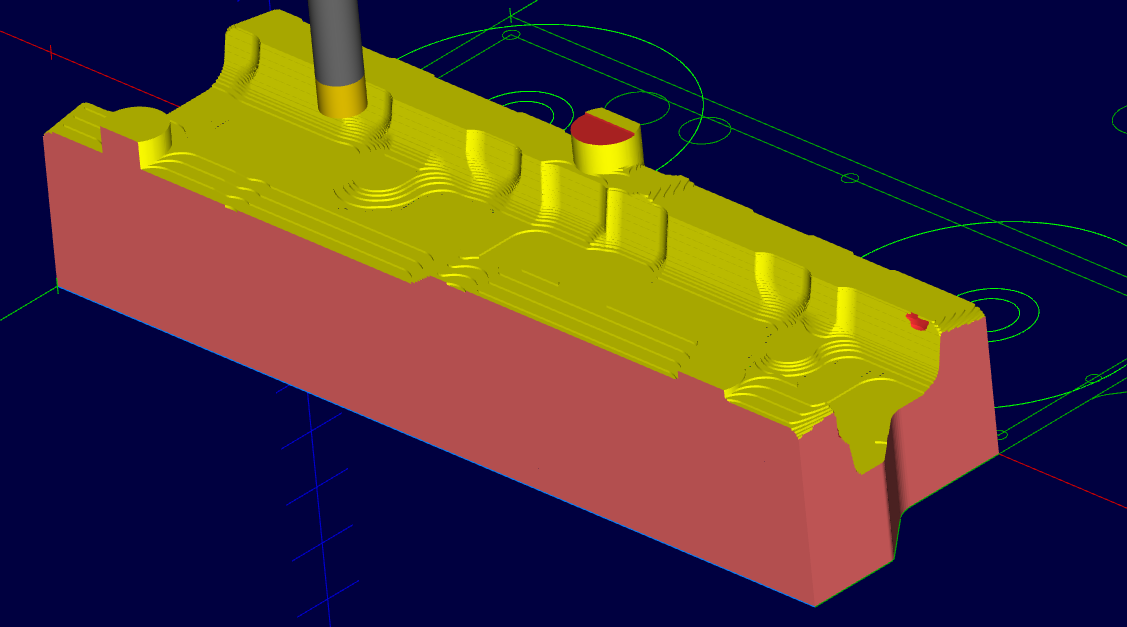
have several files where the new verification in MCX7 falsely verifies the detail being cut, showing violations in the cut surface.
I have included some pictures showing these violations that were supposedly going to happen!
I took the time in each one of theses projects to see where the problem was and low and behold there was NO violation to be found thankfully.
At this point and time I can’t trust what verify is showing me. Is this something that will be corrected in MU1?
I have sent one of the files to my reseller and they confirmed my findings.
I have a couple more if anyone at headquarters wants them.
Has anyone else experienced this?
Steve
-
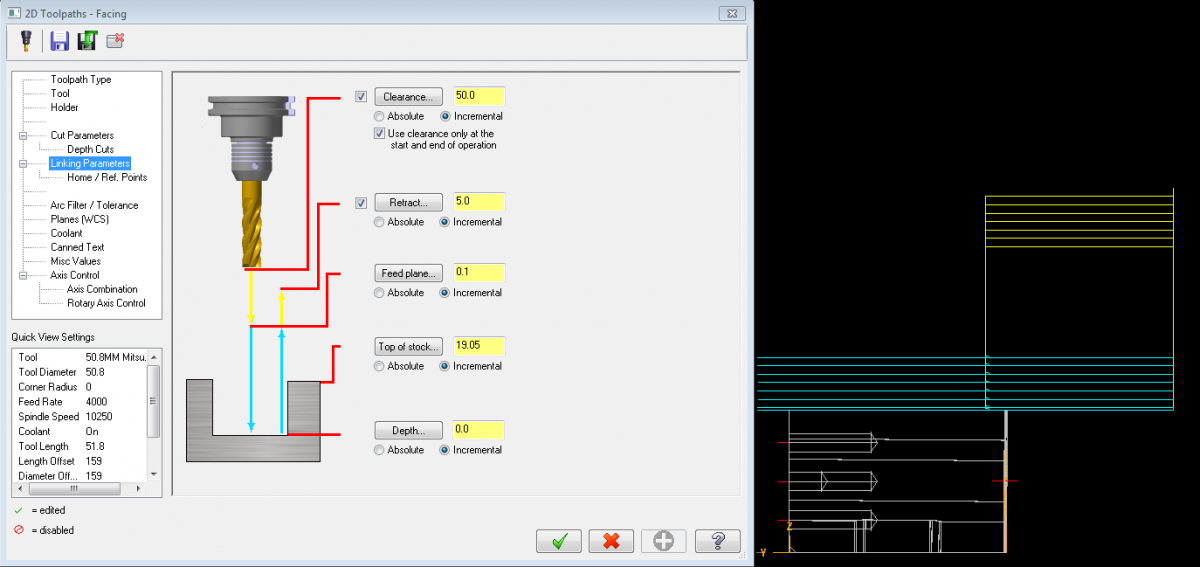
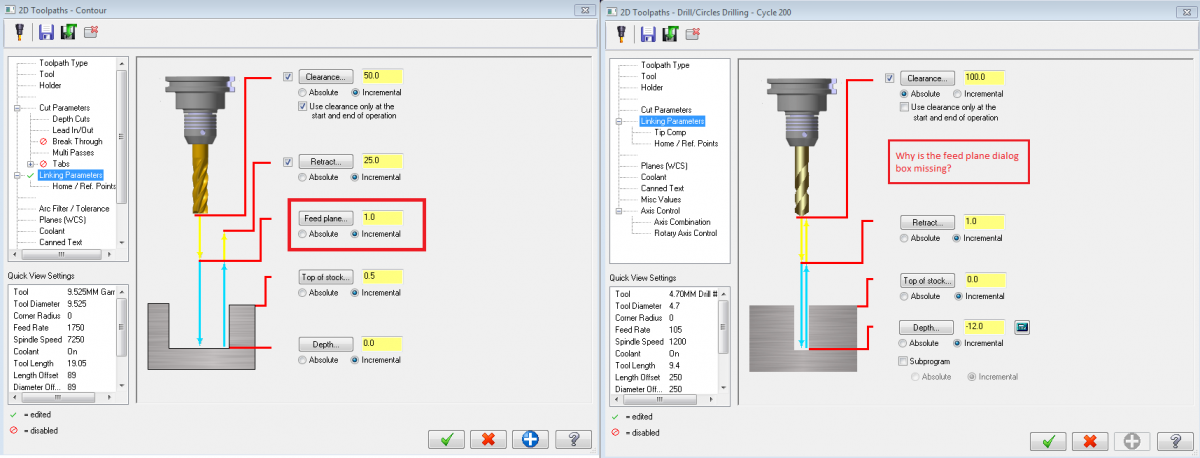
Why is the feed plane dialog box not available when programming a drilling cycle?
See piccy of Mill dialog vs. Drill dialog.
Steve

-
Anyone care to prove this out or let me know what i'm doing wrong?
-
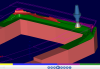
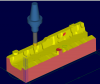
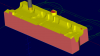
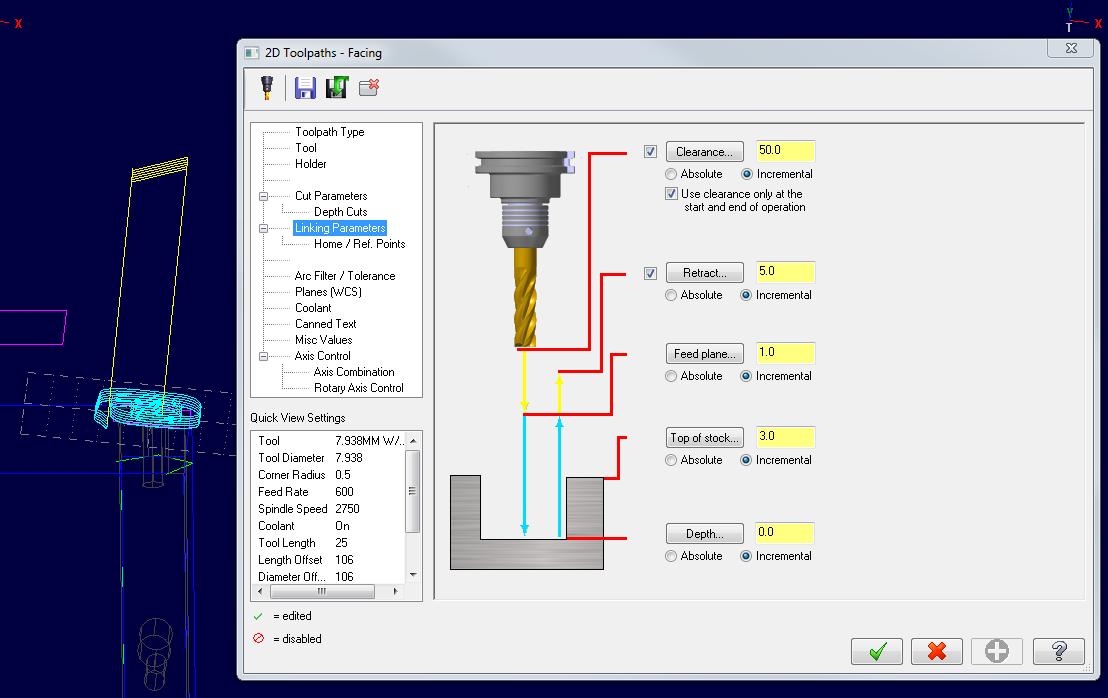
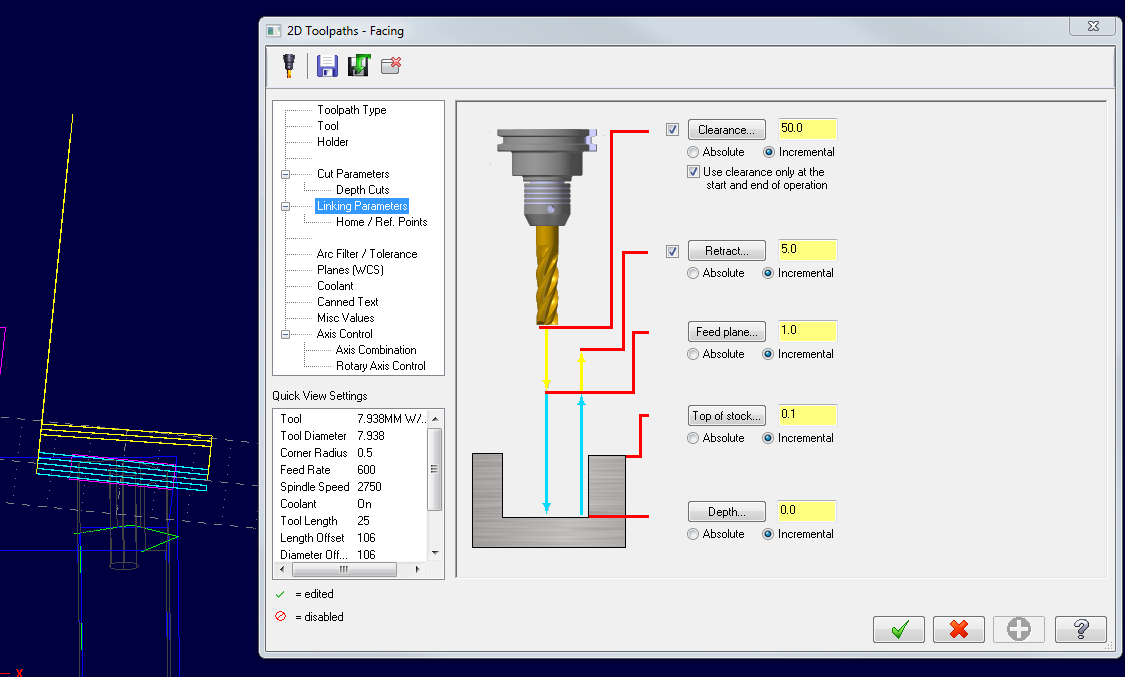
I have noticed that the Dynamic Facing toolpath ignores the retract value and uses the clearance plane value
for all rapid moves, even when "Use clearance at the start and end only" box is checked.
I've tried the other facing techniques, and they respect the retract value and use it.
Actually, it is the facing toolpath using dynamic motion.
See piccys below.
Steve

-
Got it! Thanks to all for the help.
-
Bridgeportboy - What that's telling you is that the cutting length can't be calculated with that 60* angle... Try making your cutting length >13mm and it'll work. It's being constrained by the drill diameter & length and working backwards.
I'll suggest they try to make the error more descriptive.
Cheers,
Aaron, Did you actually try this or is this a guess that it'll work because it does'nt work on my box?
I get the same error message that is pictured in my 1st post.
Steve
New Member from FL with MC9 HLE question.
in Educational Forum
Posted
Thank You. At the shop i'm currently working at we run another software but I like to hone my
MC skills as much as possible in my off hours.
Never know when you may be called on again to work with the software.
Thanks,
Steve