





MoMo1108
-
Posts
59 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by MoMo1108
-
-
I am setting up a post for a HMC and I want to break the rotations of B axis to limit it to 360 deg. I’m cutting a pocket substituting x axis but its winding 360 deg around. the post says to modify " pmotion_su" but I don’t know what to change. I’m not using the MD to set variables. thanks in advance
B -440 should read B- 80.104 and so on
G20
G0 G17 G40 G49 G80 G90
( ROUGHT POCKETS +.01 )
T1 M6
G0 G90 G54 X0. Y3.1417 B-440.104 S1500 M3
G43 H1 Z4.885
Z3.085
G1 Z2.8382 F1.
G42 D1 Y1.205 F5.
G93 B-435.825 F23.59
G94 Y3.2185 F5.
G93 Y3.1976 B-436.607 F113.61rev_brkflag : 1 #Revolution break flag. 0 = No break, 1 = Break every 90 or 360 degrees (see pmotion_su)
pmotion_su #Motion Setup (Set brklinestype & linarc)
brklinestype$ = zero
linarc$ = zero
if rot_on_x,
[
if cuttype = one, #Axis Substitution
[
linarc$ = one #Linearize all arcs
if rev_brkflag, #Break rotation flag (set in pcoutrev)
[
brklinestype$ = 11 #Break all lines, use brklineslen$ for segment length
#brklineslen$ = pi$ * rotdia$ #Break every 360 degrees
brklineslen$ = pi$ * rotdia$ / four #Break every 90 degrees
rev_brkflag = zero #Reset flag
]
]
if cuttype = two, #Polar
[
brklinestype$ = rotary_axis$ + three
linarc$ = one
]
]-
 1
1
-
-
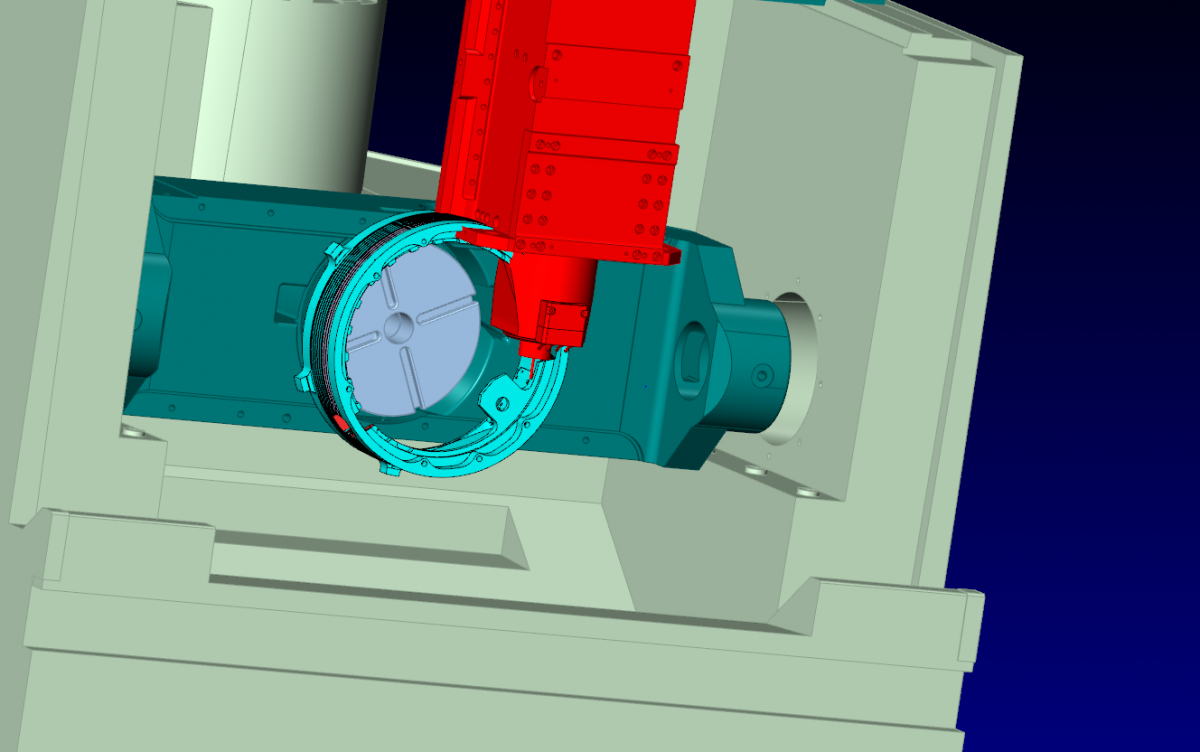
I am machining slots around a 16" dia, im using curve with chain and all is great except the slots are not 360 deg around the part so when it transitions to the start point the tool follows it all the way through and cuts through the part the file is to large I know its the kinomatcis but I don't know how to adjust them
thanks
-
like wise whats the ftp psass
-
Mill man it is the add on for mx7 and bsemp I read that pdf but it dosent say anything about enabling it in mx7 and yes im just waiting for the code to be sent to me. we use cimquest new England formerly s4a
-
Hello,
I just got productivity + for a 2 week trial. First how do I enable it I down loaded it and installed it but in MX7 it says its not enabled? Second anyone have any good resources for learning it thanks
-
OPTIONS SAVE AS
-
I have only noticed this with x7.. when I save a STL model from the verify and then bring it in to verify next op the STL model is very grainy?? is this normal for x7 now thanks
-
Thanks im still getting a wrong g code error I think its a parameters thing from the builder
-
Im trying to use high speed machining but I keep getting a improper g code for the g05.1q1 is there a parameter that is not turned on or off im also running it off a sim card with m198 witch I have done before on previouse tools centers using the hsm thanks
N1 G20
N2 G00 G17 G40 G80 G90
N3 G91 G28 Z0.
(X7 OKK HM-600 MACHINE 58)
(MACHINE GROUP-2)
N4 M08
N5 T4 M06 (0.5 FLAT ENDMILL)
N6 (MAX - Z.1)
N7 (MIN - Z-1.338)
N8 G00 G17 G90 G54
N9 X-6.8298 Y22.1439 S12000 M03
N10 G49
N11 G05.1 Q1
N12 G43 H4 Z.1
N13 Z0.
N14 G01 Z-1.338 F180.
-------
-------
-------
N12873 X-5.1867 Y1.7592 R.1125
N12874 X-5.1483 Y1.7522 R.1125 F180.
N12875 G03 X-4.0654 Y1.3747 R28.5085
N12876 G02 X-4.031 Y1.3564 R.1125
N12877 X-4.0253 Y1.3516 R.1125 F500.
N12878 G01 X-3.9728 Y1.3046
N12879 G00 Z.1
N12880 G05.1 Q0
N12881 M09
N12882 G91 G28 M19 Z0.
N12883 G28 X0. Y0.
N12884 G90
N12885 M30
%
-
Not at all hope it works out for you
-
got it thanks
-
Ok that makes scense do I assume I need to remove the undercuts before then. here is a copy of the file
-
Im trying to make a fixture for a thin chassis and I keep getting the error non manifold, I understand what that is but how do I fix it, thanks
-
yes i did read this when it came out it seems its nothing really new its just knowin ghow to get it doneit seems others can do this
-
Love this how did you get the 2d geometry for the core rough did you draw it or extract it .. can you just take the curves and project them up to 2d?
-
Make sure your stock setup is in the correct plan
-
thanks to all
-
Ceramics used them before and they have their place for roughing, but for finishing I will stick to Carbide. I do like a the diamond coating it does help tool life and to me is worth the cost.
HTH
ya it makes sence to use diamond coating but ive been told it wont work or dosent but i have a hard time beleaving that considering its harder and more wear resistant than anything else that i know of and we are looking into ceramics for roughing it will just be a matter of getting them doen to 3/16 ball and the only company that makes ceramic ball endmills only make it as small as 3/8....
-
ya this is a very complex part and were useing about 90 tools per part has anyone tryed diamond for finishing the biggest problem is the tool is wearing out by the time it gets to the root so the blade tappers and we have to end up running it twice .....ive use alcrona and i love it but will it make a big diffrence over exceed thanks for all your responses ... ps we run oil not coolent
-
Im cutting inco and i want to get more tool life out of the tool any sugestions on coatings or any out of the box ways / theorys. Its a 3/16 ball that reaches down about 2 in. tool has a 1.5 taper to 3/8 shank ( very very tight spaceing) i was thinking of trying dimond.....thanks
-
I actually figured it out this is what i was looking for it to do

-
ah ic ok thank you
-
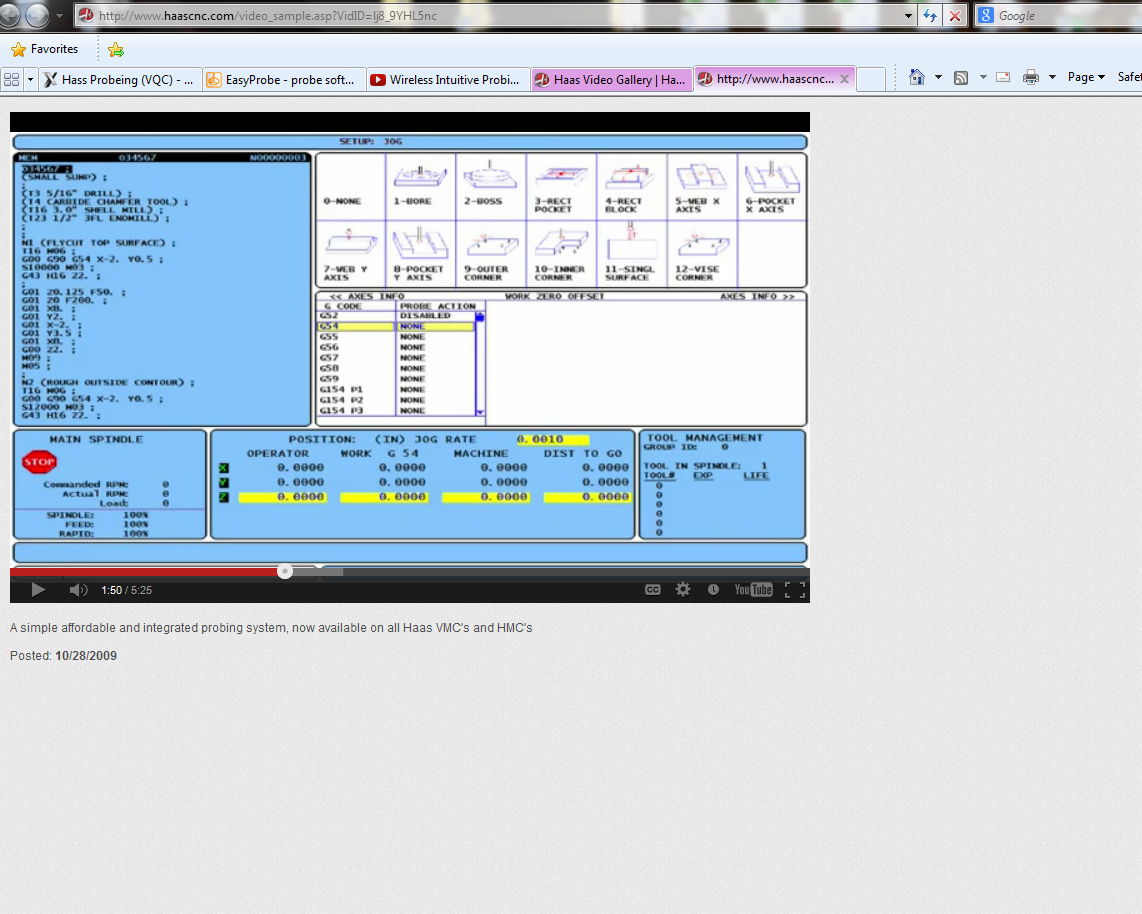
we just got a new hass in and i want to set up the tool measeuring and probeing from the offset pages and not have to go into the vqc. i have seen it in my last shop were this is in the last 2 colums but there is nothing there on this one and i dont know if its just a setting or diffrent softwear, i have the standerd omp probe and ots. i hope i expland this right. thanks
-
or create the tool
Break rotary rotation
in Post Processor Development Forum
Posted
Because this machine has never been set up for 4th axis work like the and I’ve had great success modifying the post to get what I need . I havent had any luck using the MD all my rotations are the opposite direction or just wrong