





TREV
-
Posts
493 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by TREV
-
-
good day all,
i am trying to get a misc value default to stick on some operations to no avail on a box with x9 install. i have tried to make the change in the operation manager under the machine group files tab using the ! check box and in the control def. op settings. niether are sticking when i reload the machine. when i look at the default settings through op manager it is set correct and i can see the date and time change in the .defaults-9 file change so i know it has changed and saved. what am i missing? all other changes are working just not the misc values setting.
thanks,
trevor
-
 i
i
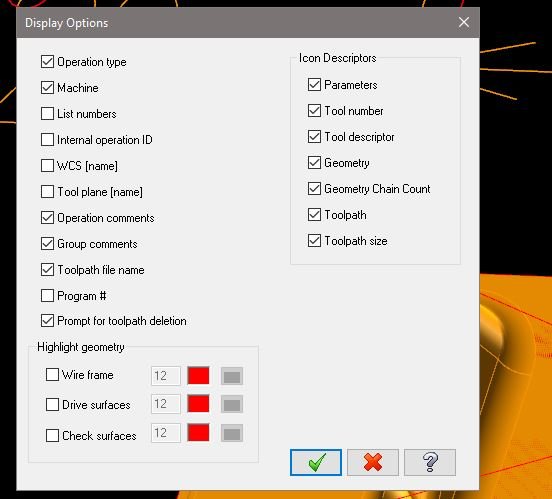
if you right click in ops manager there is a display options settings you can pick what you want. is this what you are referring to? the settings above will yield what i show in the opmanager snippet above. that seems pretty simplified to me.
trevor
-
right click on tool in operation parameter page and select reinitialize feed and speed
trevor
-
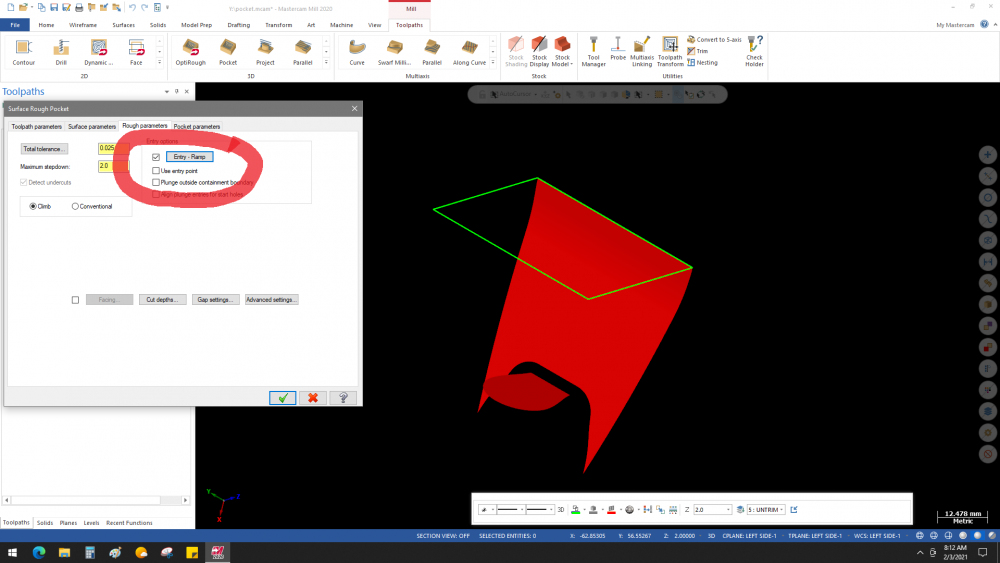
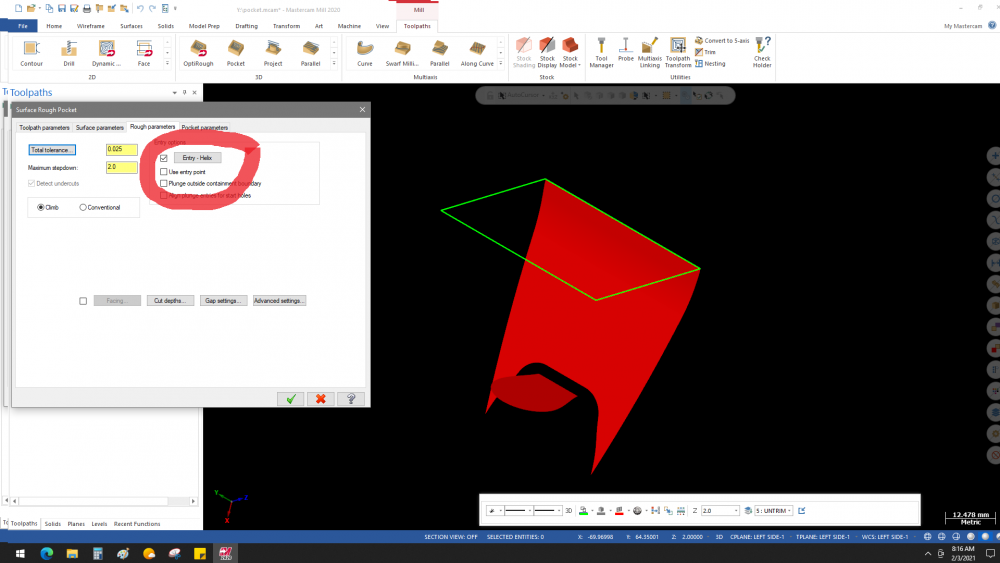
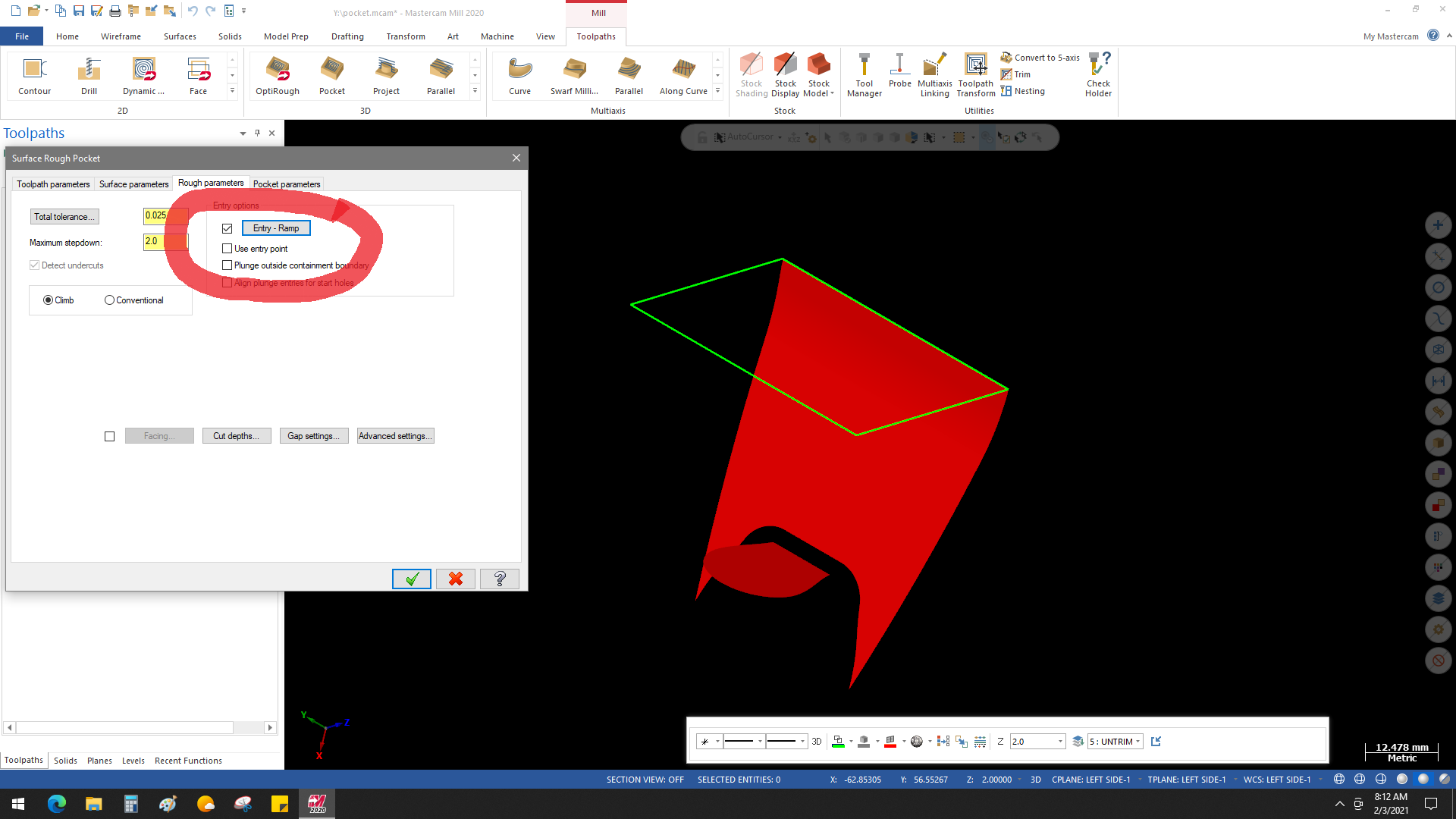
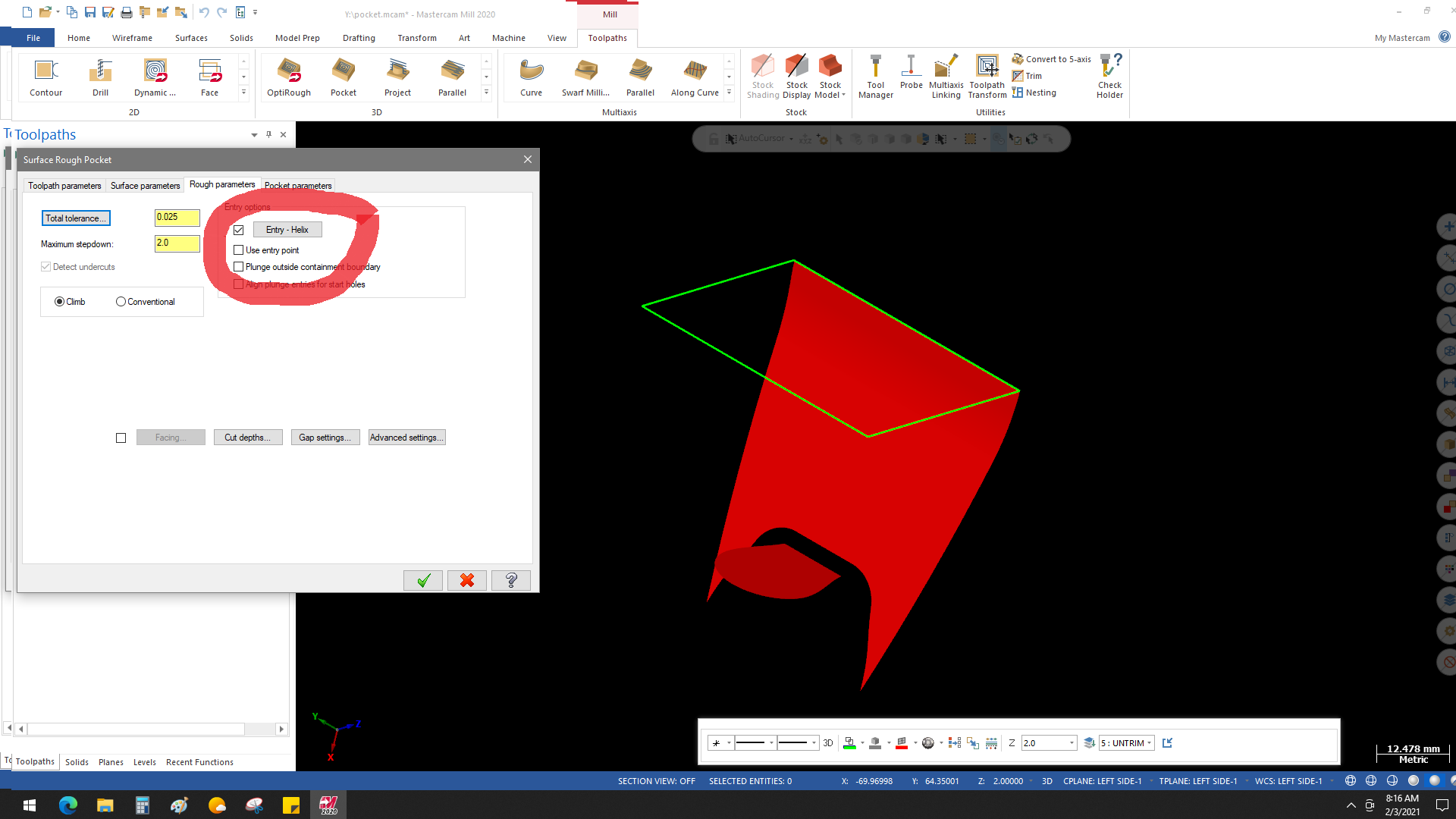
the helix and ramp tab are one in the same . just open the tab and switch to ramp from helix and you will then get the other options
-
 1
1
-
-
update:
if you go directly to Mastercam Home Learning Edition/Demo Software | In-House Solutions you can download from there.
just a f.y.i. incase anyone else is looking. not sure why it is different on their main site verses emastercam download page.
trevor
-
 1
1
-
-
aharrison, ron
thanks
i will get in touch with reseller. i was just hoping inhouse solutions or mastercam sites had a quick download and go. guess not so easy after all. it has been a while since i last looked at art add on. this would not be for work, more of a at home hobby for a router possibly. my reseller has been fair in the past so i might be able to get a full functioning 30 day trial, they have done similar in the past for me.
thank you,
trevor
-
FREE
quote: Mastercam 2020 Home Learning Edition/Demo Software
Note: To download this file you must have purchased something through the eStore.
Mastercam 2020 Home Learning Edition/Demo Softwareend quote:aharrison1, i saw that already. if you see the above note it states you need to have made a purchase through their estore. i understand they say you need to install the hle full install before downloading the art add on. but why would i need to purchase from thei e store ? hoping someone from ihs might chime in.ron,we currently do have licensed mastercam at work. i was hoping i could download the trial/demo of art to see it from this site or from cnc softwares site. if not i will be in contact with reseller.thanks,trevor -
morning all,
i am trying to get a art demo download. i see on here you need to download complete 2021 hle first. however it states you need to make a purchase through the e store
before you can download. also on cnc's site they do not show a current demo download for art add on. is it still possible to get a home learner version for art somewhere?
thanks in advance,
trevor
-
thanks for replies.
I thought it would not effect program and I have not seen anything in inspections in regards to accuracies. it was just something I had not noticed on any of the other makinos just this one that we recently acquired used, althou it is fairly new with only 3000 hours.
thanks, trevor
-
thanks for the reply. the other controls always seen to match althou some only have 4 place decimals the ones with 5 places also match. do you know what the parameter number is for it to zero at start up? i have not noticed any tolerance issues as of yet. should i be concerned? i am cutting trodes on this machine looking to hold .0001 - .0002. like i said this control is new to me.
trev
-
good day,
i have a new to me makino f5 with pro 5 control and have noticed the relative and machine zeros do not match up. they vary between .00003 and .00007
i am only familiar with pro 3 and earlier. i do not see any issues with this but just curious as to why i have powered down after putting machine home and when i power up
the numbers do not repeat nad are never zero. any insight on this would help.
trevor
-
case closed. I found the switch in the advanced config by accessing it from the start menu, had to switch back to enable from disable.
trevor
-
2
-
-
unfortunately restart does not work, any more suggestions
trevor
-
good day all,
I am still on X9.
I was doing some transform operations using multiple work offsets and get a box that pops up when changing offset number in the planes parameter settings.
I accidently hit the "do not show this again" tab and now I would like it back as it also had options on what to do with plane you are transforming.
unfortunately restart does not make it come back do not show this again is eternal. I have searched the config,control, and md files for a setting, anyone know how to get that promp back?
trevor
-
If I turn off tool interference check the probe will go down to table. what is really f'ed up is I can take a tool that is shorter than the probe and it will go down to the table
with all the interference checks turned on. this is only occurring with the probe. I did speak with Mazak ,they were going to look deeper into it and get back to me
trevor
-
nothing in set up, all cleared same issue. first guy to call back from mazak was of no help, transferred me to applications, got a voice mail.
any more insight where to look?
trevor
-
manfowar
I do not have any mazatrol programs in control when this happens. I am not a Mazak guy althou I run one every day. all programs are done with mastercam
on the eia side. we had a customer in a while back and we were working through a project and he did some mazatrol stuff at the time. could there be something lingering on
a set up page even with all mazatrol programs deleted? I can not seem tolocate anything. probe is defined as tool sensor and ordinary on tool data page.
trevor
-
matrix nexus control
trevor
-
good day all,
I am getting 1011 interference alarm with Renishaw omp60 probe on a vmc 530c II mill. this comes up if probe comes within aprox 1.125 from table. in z axis.
I have been able in past to probe the table,not sure what is causing this now. all programming is done off line so I am not using mazatrol at all. including the tool data page. I am storing all tool defs in tool offset page. I am not sure if something got set for a work zone envelope at some point on the mazatrol side that I am overlooking. any thoughts on this.
I also have a ots tool setter. could there be a conflict that I am missing, changed batteries and cleaned all optical lenses.
trevor
-
joe,
the fanuc controls are pro 3 and pro a controls all on makino mills 3 vertical and 1 horizontal.
the machine just got power to it yesterday and the control has not even been turned on yet
the mill still needs everything set up from bottom up still. the tech guy will be here in the am
to start he is probably going to be here for 2 days to set up and get me started for right now.
I will talk with him and the folks in the office to see what options we actually got. the only obvious
ones to me right now are laser and probe. I need to see control or p.o. to know what else.
thanks
-
joe,
thanks for your input. esspecialy in regards to the maxacc2d and mazacc3d
all I was told is we will have a " highspeed option" from the boys in the office.
I sure hope we got more than the g61.1, or some one is going to be unhappy upfront
if they find out they did not ask all the right questions when they bought this.
I guesss ill find out for sure Monday when they come to finish the set up of the machine.
trevor
-
Zach,
I will be usung this machine for mold work so what im curious about in regards to high speed is this
have you noticed the g64 will "overshoot" geometry and how much does g61.1 slow down the control.
basicly should I use g64 for roughing and g61.1 for finishing? also I was seeing some mention of a K
value to correspond with g61.1 . as K70 being the default and a lower K value more accurate.
what is your experience with this?
trevor
-
good evening all,
its been a real long time since I popped in here and here it goes:
we just received a new Mazak 530c hs machine with a matrix nexus control.
I have never run a mazatrol control before so I have a question regaeding the post.
I am starting with the mpmaster versus taking one of my existing and altering it. I am more of a fanuc
fan but this is what we got. i'll not make any judgments at this time.
so is there anything I need to look for right out of the gate? or will I be ok for starting out with out making changes?
I realize as time goes by I will most likely alter to more of my liking however the sooner I get up and running
without all the bells and whisles right now is all well and good.
another thing I noticed in some older threads was the discussion on tool offset versus tool data.
I have a laser and probe in this so all tool measuring will be done on laser. it seemed that tool data was preferred by more Mazak fans versus those more used to fanuc controls. any more thoughts on this.
thank you,
trevor
-
gcode,
thanks, disable desktop composition seemed to fix the graphic issue.
on a side note; will i see significant improvements with upgradeing to x5
on this new box? look a couple posts up to see what im running on this new set up.
thanks,
trevor
operation default (resolved)
in Industrial Forum
Posted
got it resolved . it was in the control def setting "from post text settings"check box under the misc integer/real value settings tab.
thank you
trevor