





Temores2790
-
Posts
10 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Temores2790
-
-
is the Fanuc generic
yes but just the header
-
I need help with my post because is no posting the comments in tools or in the manual entry it doesn't output the comments or the codes and I have already the option to get the comments
tool_info : 3 #Output tooltable information?
#0 = Off - Do not output any tool comments or tooltable
#1 = Tool comments only
#2 = Tooltable in header - no tool comments at T/C
#3 = Tooltable in header - with tool comments at T/Cpstrtool #Comment for tool
if strtool$ <> sblank,
[
strtool$ = ucase(strtool$)
*strtool$
]
pcomment$ #Comment from manual entry (must call pcomment2)
pcomment2 #Required if doing boolean 'if' logic testing!pcomment2 #Output Comment from manual entry
scomm$ = ucase (scomm$)
if gcode$ = 1005, sopen_prn, scomm$, sclose_prn, e$ #Manual entry - as comment
if gcode$ = 1006, scomm$, e$ #Manual entry - as code
if gcode$ = 1007, sopen_prn, scomm$, sclose_prn #Manual entry - as comment with move NO e$
if gcode$ = 1026, scomm$ #Manual entry - as code with move NO e$
if gcode$ = 1008, sopen_prn, scomm$, sclose_prn, e$ #Operation comment
if gcode$ = 1051, sopen_prn, scomm$, sclose_prn, e$ #Machine name
if gcode$ = 1052, sopen_prn, scomm$, sclose_prn, e$ #Group comment
if gcode$ = 1053, sopen_prn, scomm$, sclose_prn, e$ #Group name
if gcode$ = 1054, sopen_prn, scomm$, sclose_prn, e$ #File Descriptor -
115 minutes ago, cncappsjames said:
Smells like "... we've always done it that way..." to me. That is the WORST reason to do something IMHO. Not a fan of COR programming anymore either. Too many things to fight with when functions exist to make things much more simplified.
Like G68.2 for example. Which you can get on an HMC BTW. It works pretty awesome too. Easier than G54.2 once set up properly.
well is more we've always done it that way, and it has worked quite well in time and the way we want. am not afraid about DWO but I want just start to use MC with the 5axis machine Actually we are using other CAM to program the Mill-Turns and the 5 axis machining when we need it, but that is because we don't have the post correctly for MC to work with the 5 axes so I am taking the first step to achieve it and, so to start to running I need first learn how to walk (talking in the 5 axis post)
am very interesting to have a post with DWO working at all but if I don't have I need to start with the basic post and start to develop as I need
but thanks for your comments are very helpful
-
I have a question
where is the option to put the tool in use in comments in G code by default ??
doesn't matter if I input info in the comments section I want the tool information always in the code, is that possible?
Thanks!!
-
We have a lot of 4thAxis Horizontal and couples of Integrex Mill-Turns and for all is the same method COR,
-
HI 5thAxis, well basically here al the programming is from Center of rotation so the plan is will keep the same method in that way we can use the 5 axis machine like a Horizontal 4th Axis when we need it. I just want to configure the post for 3+2 and CL.
-
 1
1
-
-
thanks, I Will try on this way and I'll let you know the results,
thanks for your time -
Hi this is my first post in the forum, I already know a little bit of how Machine Definitions control definitions and post works.
My questions are the next with the GenericFanuc5axis post can I make a starter point to get G code for this machine?
or you guys think I need to talk with one reseller?
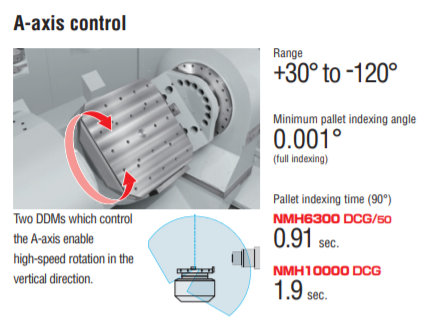
the machine is a NMH6300 DCG with Fanuc control, for now, Im just looking work 3+2
-
that is Millturn
Comments not posting
in Post Processor Development Forum
Posted
thanks!! that was the problem!!! I fixed