





cncgotoguy
-
Posts
31 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by cncgotoguy
-
-
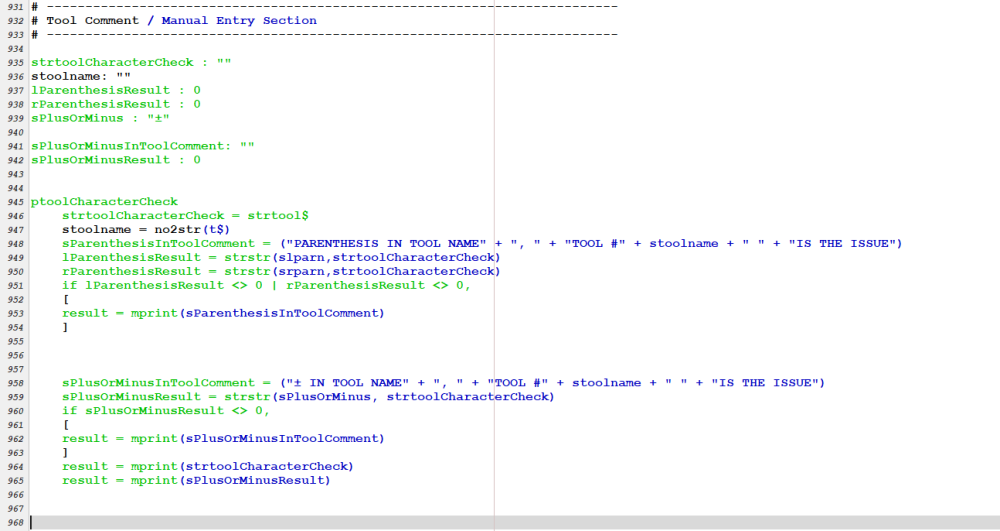
I'm trying to catch special characters before they get posted, our MAS system won't allow them.
I was successful with the characters "(", ")", and "°"
but when I put in the "±" it won't find it in the string.
Is there a way to make it recognize this character?
Below is the code I used to check for parenthesis in the tool name. The code below that worked when I put "°" in there, but not "±"
Also, is there a way to run strstr on a list of characters without having to copy the code each time?
Or... would it be easier to get a list of the allowable characters and check against those.
-
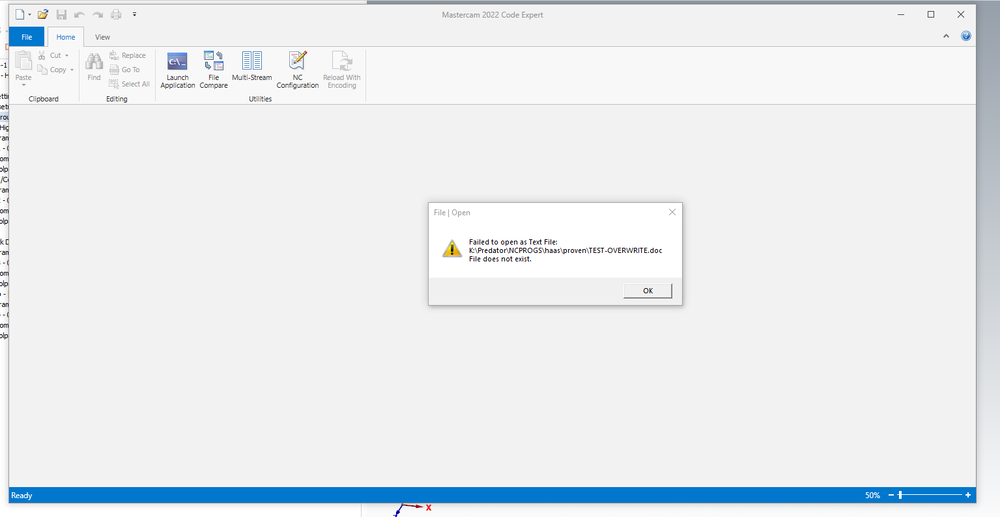
Thanks! That worked for the most part. If I say no, it doesn't just exit the post, it brings up the setup sheet editor and throws an alarm as shown in the screenshot below, but it doesn't overwrite the file which is good.
[POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V24.00 P0 E1 W24.00 T1629302588 M24.00 I0 O0
# SETUP SHEET : HAAS.SET
# Product : MILL
# Machine Name : GENERIC
# Control Name : GENERIC
# Description : GENERIC SETUP SHEET FOR MILL VERSION 9
# Mill/Turn : NO
# 4-axis/Axis subs. : NO
# 5-axis : NO
# Executable : MP v9.10
#
# WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# ---------------
#| REVISION LOG: |
# ----------------------------------------------------------------------
# Programmers Note:
# CNC 05/16/00 - Initial update for V8 (fixed preadbuf2)
# CNC 05/21/01 - Added Max/Min X,Y,Z axis output option.
# CNC 07/17/01 - Added 'fs2' formats for Inch/Metric output
# CNC 07/18/01 - Created MILL2.SET (style #2)
# An alternate 'stripped down' output format.
# CNC 12/14/01 - Altered to use Rapid Feedrate setting from numbered questions.
# CNC 02/04/03 - Initial update for V9.1
# MCNW 04/01/03 - setup to omit same-tool output in the tool list
# ROD 01/21/08 - setup to sort tools sequentially and to check for tools with
# the same tool number but different diameters or descriptions
#
#ROD 01/22/08 - routine added to ask for the programmers name
# ---------------
#| FEATURES: |
# ------------------------------------------------------------------------
# Users Note -->>
#
#=============================================================================
# Specific setting to allow tuning the cycle time calculations -># Set the time it takes for machine to do a toolchange ->
tlchgtime : 0.1 # Tool Change Time (* in Minutes *)# Set the Rapid Traverse Rate of the machine
38. Rapid feedrate (Inches per Minute)? 300.0
1538. Rapid feedrate (MM per Minute)? 10000.0
#These values are loaded into the pre-defined post variable -> pst_rpd_fr (v9)#=============================================================================
# Post specific "switches" to allow turning ON/OFF the following functions -># The 'xyz_limits' switch allows selecting to output MAX/MIN X,Y,Z information.
xyz_limits : yes$ # Output Max/Min X,Y,Z information? (yes/no)# X,Y,Z axis limits output option switches...
# By setting the switch variables (to 'yes' or 'no') ->
# You can select which axis you wish to monitor (See 'xyz_limits' above).
X_limits : yes$ # Output MAX/MIN values for the X axis (yes/no)?
Y_limits : yes$ # Output MAX/MIN values for the Y axis (yes/no)?
Z_limits : yes$ # Output MAX/MIN values for the Z axis (yes/no)?# The 'fr_limits' switch allows selecting to output the FEEDRATE MAX/MIN
# information.
fr_limits : no$ # Output Max/Min Feedrate information (yes/no)?# The 'det_time' switch allows selecting the outut of 'Detailed Times"
# In addition to the usual 'Cycle Time' you can get the time spent at
# RAPID and at FEEDRATE during the program.
# *IMPORTANT*
# Note that the Program TOTAL TIME includes the Toolchange time(s),
# so it will be longer than the Total RAPID time + Total FEED time!
det_time : no$ # Output Rapid/Feedrate times (yes/no)# The 'show_lengths' switch allows selecting to output the FEED/RAPID
# Path Length information.
show_lengths : no$ # Output Feed/Rapid path length info.?# The 'stock_info' switch allows selecting to output detailed Stock Information
stock_info : yes$ # Display Part location, stock size/location# END_HEADER$
#
# --------------------------------------------------------------------------
# DEBUG - Switches for debugging purposes
# --------------------------------------------------------------------------
fastmode$ : 1 # Posting speed optimizition
bug1$ : 2 # 0=No display, 1=Generic list box, 2=Editor
bug2$ : 0 # Append postline labels, non-zero is column position?
#CNC<<FAIL>>bug3$ : 0 # Append whatline number to each NC line?
#CNC<<MSG-ERROR(87)>> The variable, postblock, or other keyword is no longer supported
bug4$ : 0 # Append NCI line number to each NC line?newglobal$ : 1 #Error checking for global variables
whatno$ : yes$ # Do not perform whatline branches? (leave as yes)
linktolvar$ : 1 #Associate X tolerance variables to V9- variable?
linkplnvar$ : 1 #Associate X plane specific variables to V9- variable?
linklvar$ : 1 #Associate X lathe specific variables to V9- variable?
cant_tlchng$ : 1 #Ignore cantext entry on move with tlchng_aft?
strtool_v7$ : 2 # Use Version 7 toolname?
tooltable$ : 3 # Yes, do NCI pre-scan (do NOT change!)# --------------------------------------------------------------------------
# Define constants
# --------------------------------------------------------------------------
m_one : -1 #Define constant
zero : 0 #Define constant
one : 1 #Define constant
two : 2 #Define constant
three : 3 #Define constant
four : 4 #Define constant
five : 5 #Define constant
fiftyfour : 54 #Define constant
c9k : 99999 #Define constant
m_c9k : -99999#Define constant# --------------------------------------------------------------------------
# Format statements - i=incr, n=nonmodal, l=leave ldg, t=leave trlg, d=delta
# --------------------------------------------------------------------------
fs2 1 0.4 0.3 #Decimal, 4/3 place, default for initialize (:)
fs2 2 0.4 0.3n #Decimal, 4/3 place, non-modal
fs2 3 1 0 1 0n #Integer, not leading, non-modal
fs2 4 0.2 0.2n #Decimal, 2 place, non-modal
fs2 5 1.4 1.3ltn #Decimal, 4/3 place, leading&trailing, non-modal
fs2 6 +1.4 1.3 ltn #Decimal, 4/3 place, leading&trailing with SIGN
fs2 7 0.4 0.3ltn #Decimal, 4/3 place, trailing, non-modal
fs2 8 0^2 0^2n #Decimal, 2 place, non-modal
fs2 9 1.3 1.2ltn #Decimal, 3/2 place, leading&trailing, non-modal
fs2 10 1.2 1.2ltn #Decimal, 3/2 place, leading&trailing, non-modal
# --------------------------------------------------------------------------
# Format assignments
# --------------------------------------------------------------------------
fmt 3 progno$ # Program number
fmt 3 t$ # Tool number
fmt 5 tldia$ # Tool diameter
fmt 5 tcr$ # Tool corner radius
fmt 3 tloffno$ # Diameter offset number
fmt 3 tlngno$ # Length offset number
fmt 9 t_flute_len # flute length
fmt 9 t_overall_len #over all tool length
fmt 9 tapr_ang # taper angle
fmt 9 inc_ang # included angle
fmt 5 nose_dia #nose dia
fmt 5 body_dia #body dia
fmt 3 ss$ # Spindle speed
fmt 4 fr$ # Feedrate
fmt 2 llen # Feed cut length
fmt 2 rlen # Rapid traverse cut length
fmt 2 llen_total # Feed cut length (program total)
fmt 2 rlen_total # Rapid traverse cut length (program total)
fmt 3 thrs # Time in hours
fmt 3 tmin # Time in minutes
fmt 3 tsec # Time in seconds
fmt 3 tcnt # Tool Counter
fmt 3 custcycle # Custom Cycle number
fmt 4 tmax_fr # Max Feedrate in current Tool
fmt 4 tmin_fr # Min Feedrate in current Tool
fmt 4 pmax_fr # Max Feedrate in Program
fmt 4 pmin_fr # Min Feedrate in Program
fmt "X" 7 stck_ht$ # X - Stock Height
fmt "Y" 7 stck_wdth$ # Y - Stock Width
fmt "Z" 7 stck_thck$ # Z - Stock Thickness
fmt "X" 2 stck_x$ # X origin of block
fmt "Y" 2 stck_y$ # Y origin of block
fmt "Z" 2 stck_z$ # Z origin of block
fmt 2 stck_crnr$ # Origin corner of stock
fmt "G" 3 g_wcs #WCS G address
fmt 3 fiftyfour #format 54 as an integer#===============================================================================
# See 'Parameters Information.PDF' from the Post Processor Reference Guide CD
# for more details on these '20000 type' OPS parameters.
#
# Numeric variables to hold '20004' tool parameters
# Do NOT change the order of these (16) variable definitions !
fmt 2 tl_number
fmt 3 tl_type
fmt 3 tl_material
fmt 3 tl_corner_typ # 0=flat, 1=bullnose, 3=ball
fmt 2 tl_dia
fmt 5 tl_corner_rad
fmt 2 tl_tpi
fmt 2 tl_tip_angle
fmt 3 tl_dia_ofs
fmt 3 tl_len_ofs
fmt 2 tl_feed
fmt 2 tl_plunge_feed
fmt 2 tl_retract_rate
fmt 2 tl_spindle_rpm
fmt 3 tl_coolant
fmt 3 tl_num_flutes# Numeric variables to hold '20005' DRILL type tool parameters
# Do NOT change the order of these (9) variable definitions !
fmt 3 drl_cycle$
fmt 2 drl_peck1
fmt 2 drl_peck2
fmt 2 drl_peck_clr
fmt 2 drl_chip_brk
fmt 2 drl_dwell
fmt 2 drl_angle
fmt 2 drl_tap_drl_dia
fmt 2 drl_shift# Numeric variables to hold '20006' MILL type tool parameters
# Do NOT change the order of these (8) variable definitions !
fmt 3 tl_cut_cap
fmt 2 tl_rgh_XY_step
fmt 2 tl_rgh_Z_step
fmt 2 tl_fin_XY_step
fmt 2 tl_fin_Z_step
fmt 2 tl_tip_dia
fmt 2 tl_minor_dia
fmt 2 tl_thrd_mill_angle# Numeric variables to hold '20007' MILL type tool holder parameters
# Do NOT change the order of these (11) variable definitions !
fmt 2 tl_min_dia_plg
fmt 2 tl_flute_len
fmt 2 tl_overall_len
fmt 2 tl_shld_len
fmt 2 tl_arbor_dia
fmt 2 tl_holder_dia
fmt 2 tl_holder_len
fmt 3 tl_dummy_pos8
fmt 3 tl_dummy_pos9
fmt 3 tl_dummy_pos10
fmt 3 tl_units # 0=inches, 1=metric#===========================================================================
# --------------------------------------------------------------------------
# Variable declarations
# --------------------------------------------------------------------------
tl_cnt_brk : 0 #tool counter for page break
tl_cnt_brk_lmt : 11 # max tool limit for the first page
tl_cnt_pg_lmt : 15 # max tool limit for all other pages
vtol$ : 0.0001 # System tolerance
vtol_m : 0.0025 # System tolerance, metrictotal : 0 # Total part time
ttltime : 0 # Total operation time
linarc$ : yes$ # Linearize arcs? (leave as yes!)
drlgsel : 0 # Select drill cycle string
arctype$ : 1 # Arc center 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.
getnextop$ : 1 # Get the next variables, nextop, nextccomp, nextdc
progname$ : 1 # Capitalize progname
tol : 0.0001 # Tolerence for feed rates set to zero
tltime : 0 # Feed time
trtime : 0 # Rapid time
tot_ltime : 0 # Total FEED time
tot_rtime : 0 # Total RAPID time
len : 0 # Length for calculation
dx : 0 # Delta x
dy : 0 # Delta y
dz : 0 # Delta zsprglen_over : "" #used when ptool name is longer than max_chr to output over amount of string
max_chr : 57 # set the maximum length of the tool name stringspaceit : "" # 0 or 1 spaces depending on Inch/Metric output format
space_t : "" #number of spaces depending on tool size
space0 : "" # 0 space
space1 : " " # 1 space
space2 : " " # 2 spaces
space3 : " " # 3 spaces
space4 : " " # 4 spaces
stab : " " # tab & 5 spaces
tlcounter : 1 #tool counter
toolflg : 0 #flag for same tool
d_tl_des_flg : 0 #flag for duplicate tool description
d_tl_dia_flg : 0 #flag for duplicate tool diameter
real_result : 0 #used to display duplicate tool mesage
small_tool : 0 # smallest tool number
bf_4_counter : 0 #counter for number of tools left to sort
result : 0 # Test Variable
# --------------------------------------------------------------------------
# Buffer definition (for Max/Min X,Y,Z storage)
# --------------------------------------------------------------------------
rc1 : 2 #Buffer1 READ pointer (YES, '2' is correct for this case!)
wc1 : 1 #Buffer1 WRITE pointer
size1 : 0 #To hold 'size' of Buffer 1b1_gcode : 0 #Stored in Buffer #1
b1_tcode : 0 # "
b1_xmax : 0 # "
b1_xmin : 0 # "
b1_ymax : 0 # "
b1_ymin : 0 # "
b1_zmax : 0 # "
b1_zmin : 0 # "fbuf 1 0 8 0 0#Declare Buffer1 to hold Min/Max X,Y,Z axis info.
#Format the variables used to output the X,Y,Z Max/Min values
fmt 6 max_Xpos
fmt 6 min_Xpos
fmt 6 max_Ypos
fmt 6 min_Ypos
fmt 6 max_Zpos
fmt 6 min_Zpos#----------------------------------------------------------------------------------
#Buffer definition (used to check for the same tool)
#----------------------------------------------------------------------------------
rc2 : 1 #buffer 2 read pointer
rc3 : 1 #buffer 3 read pointer
wc2 : 1 #buffer 2 write pointer
wc3 : 1 #buffer 3 write pointer
size2 : 0 #to hold size of buffer 2
size3 : 0 #to hold size of buffer 3b2_tcode : 0 #stored in buffer #2 (tdt)
b2_tldia : 0 # stored in buffer #2 tool dia
strtool_3 : "" # tool description (strtool) stored in buffer 3fbuf 2 0 1 0 0# declare buffer 2 to hold tool #
fbuf 3 0 80 0 1# declare buffer 3 to hold tool description#--------------------------------------------------------------------------------
#Buffer definition (used to store tool data for tool sorting)
#--------------------------------------------------------------------------------
rc4 : 1 #buffer 4 read pointer
rc5 : 1 #buffer 5 read pointer
wc4 : 1 #buffer 4 write pointer
wc5 : 1 #buffer 5 write pointer
size4 : 0 #to hold size of buffer 4
size5 : 0 #to hold size of buffer 5b4_gcode : 0 # gcode
b4_t : 0 # stored in buffer # 4 (t)
b4_tldia : 0 # stored in buffer #4 (tldia)
b4_tlngno : 0 # stored in buffer #4 (tlngno) (tool length offset #)
b4_tloffno : 0 # stored in buffer #4 (tloffno) (tool rad offset #)
b4_tl_type : 0 # tool type number
b4_tl_tip_angle : 0 # tool tip angle
b4_tl_num_flutes : 0 # number of flutes
b4_tl_tpi : 0 # thread per inch or lead
b4_tl_corner_rad : 0 # corner radius
b4_tl_tip_dia : 0 # tip diameter
b4_tl_flute_len : 0 # flute length
b4_tl_shld_len : 0 # shoulder length
b4_tl_overall_len : 0 # overall length
b4_tl_arbor_dia : 0 # arbor dia
b4_tl_holder_dia : 0 # holder dia
b4_tl_holder_len : 0 # holder length
b4_tl_units : 0 # units 0 = inches 1 = metricstrtool_5 : "" # tool description (strtool) stored in buffer 5
fbuf 4 0 23 0 0# declare buffer 4 to hold tool information
fbuf 5 0 80 0 1# declare buffer 5 to hold tool description#----------------------------------------------------------------------------------
#Buffer definition (used to check for a duplicate tool)
#----------------------------------------------------------------------------------
rc6 : 1 #buffer 6 read pointer
rc7 : 1 #buffer 7 read pointer
wc6 : 1 #buffer 6 write pointer
wc7 : 1 #buffer 7 write pointer
size6 : 0 #to hold size of buffer 6
size7 : 0 #to hold size of buffer 7b6_t : 0 #stored in buffer #6 (t)
b6_tldia : 0 # stored in buffer #6 tool dia (tldia)
strtool_7 : "" # tool description (strtool) stored in buffer 7fbuf 6 0 2 0 0# declare buffer 6 to hold toolnumber & tool dia
fbuf 7 0 80 0 1# declare buffer 7 to hold tool description# --------------------------------------------------------------------------
# USE CANNED CYCLES?
# --------------------------------------------------------------------------
usecandrill$ : no$ # Use canned cycle for drill
usecanpeck$ : no$ # Use canned cycle for Peck
usecanchip$ : no$ # Use canned cycle for Chip Break
usecantap$ : no$ # Use canned cycle for Tap
usecanbore1$ : no$ # Use canned cycle for Bore1
usecanbore2$ : no$ # Use canned cycle for Bore2
usecanmisc1$ : no$ # Use canned cycle for Misc1
usecanmisc2$ : no$ # Use canned cycle for Misc2# --------------------------------------------------------------------------
# String functions - String labels must start with 's'
# --------------------------------------------------------------------------
sextnc$ : "doc" # -.NC extension override string (ouptut as .DOC file)#Select operation note
sop00 : "NULL"
sop01 : "CONTOUR"
sop02 : "CONTOUR"
sop03 : "DRILL CYCLE - "
sop04 : "POCKET"
sop05 : "RULED"
sop06 : "2D-SWEPT"
sop07 : "3D-SWEPT"
sop08 : "REVOLVED"
sop09 : "LOFT"
sop10 : "COONS"
sop11 : "TRIM "
sop12 : "FLOWLINE"
sop13 : "SURF-FINISH"
sop14 : "SURF-ROUGH"
sop15 : "POINT"
sop16 : "DRILL-5AX"
sop17 : "CURVE-5AX"
sop18 : "SWARF-5AX"
sop19 : "FACING"
sop20 : "OP20?"
sopnote : ""
stl_type : "" # string to hold the tool type description
stl_type_0 : "Undefined "
stl_type_1 : "Center Drill " # tool type 1
stl_type_2 : "Spot Drill "
stl_type_3 : "Drill "
stl_type_4 : "Right Hand tap "
stl_type_5 : "Left Hand Tap "
stl_type_6 : "Reamer "
stl_type_7 : "Boring Bar "
stl_type_8 : "Counter Bore "
stl_type_9 : "Counter Sink "
stl_type_10 : "Flat End Mill "
stl_type_11 : "Ball End Mill "
stl_type_12 : "Chamfer Mill "
stl_type_13 : "Face Mill "
stl_type_14 : "Slot Mill "
stl_type_15 : "Radius Mill "
stl_type_16 : "Dovetail Mill "
stl_type_17 : "Tapered Mill "
stl_type_18 : "Lollipop Mill "
stl_type_19 : "Bull Nose End MIll"
stl_type_24 : "Thread Mill "
fstrsel sop00 opcode$ sopnote 21 -1#Select drill operation note
sdr00 : "SIMPLE"
sdrd0 : "COUNTERBORE"
sdr01 : "PECK"
sdrd1 : "PECK"
sdr02 : "CHIP BREAK"
sdrd2 : "CHIP BREAK"
sdr03 : "TAP"
sdrd3 : "TAP"
sdr04 : "SIMPLE BORE"
sdrd4 : "BORE W/DWELL"
sdr05 : "BORE W/STOP"
sdrd5 : "BORE W/STOP"
sdr06 : "MISC_1"
sdrd6 : "MISC_1"
sdr07 : "MISC_2"
sdrd7 : "MISC_2"
sdrillcyc : ""drlgsel = nextdc$ * 2 + fsg2 ( dwell$ )
fstrsel sdr00 drlgsel sdrillcyc 16 -1
#Select stock orientation note
stk0 : "At Center, Z at Top"
stk1 : "Upper Left corner, Z at Top"
stk2 : "Upper Right corner, Z at Top"
stk3 : "Lower Right corner, Z at Top"
stk4 : "Lower Left corner, Z at Top"
stk5 : "Upper Left corner, Z at Bottom"
stk6 : "Upper Right corner, Z at Bottom"
stk7 : "Lower Right corner, Z at Bottom"
stk8 : "Lower Left corner, Z at Bottom"
stknote : ""sduptool : "YOU HAVE DUPLICATED A TOOL PLEASE FIX THE PROBLEM AND REPOST"
sametool : "THIS TOOL NUMBER HAS AREADY BEEN USED PLEASE RENUMBER AND RE POST"
fstrsel stk0 stck_crnr$ stknote 9 -1
#--------------------------------------------------------------------------
#setup for prompt questions
#--------------------------------------------------------------------------
sprogrammer : "" #string to hold the programmers name
fq 1 sprogrammer "ENTER YOUR NAME"# programmer name and question definition
scustomer : "" #string to hold customer name
fq 2 scustomer "ENTER THE CUSTOMER" # customer name definition
# --------------------------------------------------------------------------
# Parameter read postblocks:
# --------------------------------------------------------------------------
pprep$ #Pre-process postblock
spathnc$ = "N:\MC_X_Docs\HAAS\" #path for setup file
#Allows post instructions after the post is parsed but before the NC and NCI file are opened.
#DO NOT ATTEMPT TO OUTPUT TO THE NC FILE IN THIS POSTBLOCK (OR ANY POSTBLOCKS YOU MAY CALL FROM HERE)
#BECAUSE THE NC OUTPUT FILE IS NOT YET OPENED!
# rd_mch_ent_no$ = 0 #Read only the machine base parameters (use to collect common parameters from CNC_MACHINE_TYPE)
# rd_md$ #Read machine definition parametersif fexist(spathnc$ + snamenc$ + sextnc$),
[
result = mprint(spathnc$ + snamenc$ + sextnc$ + " already exists." + no2asc(10) + "Do you want to replace it ?", 5)
if result = 7, exitpost$
]
# --------------------------------------------------------------------------
# Post block assignments
# --------------------------------------------------------------------------
pblsepline # Output a blank separator line
" ",e$
psepline # Output the 'separator' line
"----------------------------------------", e$
plsepline # Output long separator line
"----------------------------------------------------------------------------------------------------------------------", e$
pdblsepline # double separator line
"======================================================================================================================", e$#pcomment # COMMENTS (from tool parameter page comment box)#Rod comment out 4-3-03
#pcomment1 #Rod comment out 4-3-03#pcomment1 # Only output COMMENT if from a 'real' toolchange#Rod comment out 4-3-03
if gcode$ = 1008 & (prv_gcode$ = 1001 | prv_gcode$ = 1002),
[
scomm$ = ucase(scomm$)
" ", scomm$, e$
]pdrillcyc # Output drillcycle type note if canned cycle was programmed
if opcode$ = 3,
[
if drlgsel > 15, # Custom canned cycle was programmed
[
custcycle = drlgsel - 7 # Shift it
"CUSTOM CYCLE ", 35, *custcycle
]
else,
*sdrillcyc
]ptspace # Creates spaces based on tool number
if t$ < 10, space_t = space0
if t$ >= 10, space_t = space1
if t$ >= 100, space_t = space2
if t$ >= 1000, space_t = space3
if t$ >= 10000, space_t = space4
space_tphspace # Creates spaces based on length offset number
if tlngno$ < 10, space1pdspace # Creates spaces based on diameter offset number
if tloffno$ < 10, space1pdiamspc # Creates spaces based on diameter offset number
if tldia$ < 10, space1ptooldata # Total ending data for tool (Path Length and Times)
# preadbuf1t not in the okuma post
llen_total = llen_total + llen # Keep running total for Program
rlen_total = rlen_total + rlen # Keep running total for Program
pttltime # Total tool timespthrminsec # Convert minutes to hr/min/sec format
thrs = int ( ttltime / 60 )
tmin = int ( ttltime - thrs * 60 )
tsec = ( ttltime - thrs * 60 - tmin ) * 60pttltime # Total tool times and total program time
tot_ltime = tot_ltime + tltime # Total FEED time
tot_rtime = tot_rtime + trtime # Total RAPID time
ttltime = tltime + trtime # Calc. current Tool Time
total = ttltime + total + tlchgtime # Calc. total Program Timepprtime # Time at RAPID RATE (for entire program)
ttltime = tot_rtime
ptimeout # Output timeppftime # Time at FEEDRATE (for entire program)
ttltime = tot_ltime
ptimeout # Output timeptimeout # Output "times"
pthrminsec # Convert minutes to hr/min/sec format
# Output 'HOURS'
if thrs = one, *thrs, " Hour, "
if thrs > one, *thrs, " Hours, "
# Output 'MINUTES'
if tmin = one, *tmin, " Minute, "
if tmin > one, *tmin, " Minutes, "
# Output 'SECONDS'
if tsec > zero, *tsec, " Seconds"ptimer # Rapid time and length calc
rlen = rlen + len
trtime = rlen / pst_rpd_fr$ptimel # Feed time and length calc
if fr$ < zero, fr$ = prv_fr$
if fr$ < tol, fr$ = tol
llen = llen + len
tltime = tltime + len / fr$ptime # Distance calculations
dx = x$ - prv_x$
dy = y$ - prv_y$
dz = z$ - prv_z$
len = sqrt( dx^2 + dy^2 + dz^2 )
if gcode$ = zero, ptimer # Rapid
if gcode$ = one, ptimel # Feed
!x$, !y$, !z$, !fr$ # Update previous [prv_?] variables
if fr_limits, pfrcheck # Track MAX/MIN Feedrates if requestedpfrcheck # Track Feedrates (Max/Min)
if fr$ > zero,
[
if fr$ < tmin_fr, tmin_fr = fr$ # Tool MIN
if fr$ > tmax_fr, tmax_fr = fr$ # Tool MAX
if fr$ < pmin_fr, pmin_fr = fr$ # Program MIN
if fr$ > pmax_fr, pmax_fr = fr$ # Program MAX
]pstock_info # output stock information if requested
if stock_info,
[
if stck_matl$ = "NONE", # No material type was selected
"Material Type = *NONE*", e$
else,
"Material Type = ", stck_matl$, e$
]#if stock_info & tlplnno$ <= 1, #ONLY if in TOP plane
#[
# If any stock values are empty, disable don't output
if stck_ht$ > 0 & stck_wdth$ > 0 & stck_thck$ > 0,
[
"Stock Size = ", stck_ht$, " ", stck_wdth$, " ", stck_thck$, e$
#"Stock Origin = ", stck_x, " ", stck_y, " ", stck_z, e#Rod added #
#Output the stock orientation note (spaced over...)
#" ", "(", *stknote, ")", e#Rod added #
]
#]# ------------------------------------------------------------------------
pheader$ # File header
if pst_rpd_fr$ <= 0, pst_rpd_fr$ = 300 # Make it greater than ZERO !
if met_tool$ = one, #Metric constants and variable adjustments
[
vtol$ = vtol_m
spaceit = space1 # 1 additional space for Metric output format
]
psof0$ # Start of file for tool zero
psof$psof$ # Output of setup sheet header
spaces$ = 0 # sets the dafault spaces to zero
#pparameter #rq #read tool parameters
#pprint_tl_data #rq# print tool parameters
q1 #question 'enter your name' is ask here
q2 #question 'enter the customer' is ask heretmax_fr = fr$ # Initialize (max fr used in current tool)
tmin_fr = fr$ # Initialize (min fr used in current tool)
pmax_fr = fr$ # Initialize (max fr used in program)
pmin_fr = fr$ # Initialize (min fr used in program)" HAAS SETUP SHEET", e$
" ========================================", e$
pblsepline # Blank line#Outputs date in this format -> Jul-19-01
#"Date = ", mon, "-", day, "-", year, e#Outputs date in this format -> 07-19-01
"Date = ", month$, "-", day$, "-", year$, e$#"Time = ", time, e
"Program Name = ", *sprogname$,e$
"Posted From = ", *smcname$, e$
if progno$ > zero, "Program Number = ", *progno$, e$
pstock_info # Stock information output
scustomer = ucase (scustomer) # make all upper case
"CUSTOMER ", scustomer, e$ #print the programmers name
sprogrammer = ucase (sprogrammer) # make all upper case
"PROGRAMMED BY ", sprogrammer, e$ #print the programmers name
g_wcs = workofs$ + fiftyfour, #set up value for the work offset, have to add 54 to the mastercam offset$ value.
"Offset used = ", *g_wcs, e$ #example workofs$ = 0 then g_wcs will = 54 ,this will then print G54
pblsepline # Blank line
" ", " ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~", e$
" TOOL LIST", " KEEP ALL TOOLS AS SHORT AS POSSIBLE", e$
" ---------", " ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~", e$
ptableheader # call for header tooltable$ be inserted
psetup # Call for toolchange info output
pwritbuf45 # write tool info to buffer 4
ptlchg0$ # Null tool change
!gcode$ptlchg$ # Output of time calculations for the last tool run
#pparameter #rq #read tool parameters
#pprint_tl_data #rq # print tool parametersptooldata # Total ending data for tool (Path Length and Times)
tmax_fr = fr$ # Initialize (max fr used in current tool)
tmin_fr = fr$ # Initialize (min fr used in current tool)
psetup # Call for toolchange info outputpsetup # Output of toolchange information
!gcode$
tcnt = tcnt + one # Tool Counter
preadbuf1t # Read Buffer 1 (at the toolchanges for X,Y,Z limits)
psametool
!b1_tcode
llen = zero # Reset counter for next tool
rlen = zero # Reset counter for next tool
tltime = zero # Reset counter for next tool
trtime = zero # Reset counter for next tool
ttltime = zero # Reset counter for next tool
x$ = xh$
y$ = yh$
z$ = zh$
!x$, !y$, !z$, !fr$ # Update previous [prv_?] variablespeof0$ # End of file for tool zero
peof$peof$ # Output of time calculations for the last tool and total time
preadbuf45 #read buffer 4 tool data
ptoolsort # read tool sorted dataptooldata # Total ending data for tool (Path Length and Times)
pdblsepline
if show_lengths, # Output Feed/Rapid path lengths
[
"Feed Cut Length = ", *llen_total, e$
"Rapid Traverse Length = ", *rlen_total, e$
psepline # Output the separator '----' line
]if det_time,
[
"Total Feed Time = ", ppftime, e$ # Time at FEEDRATE
"Total Rapid Time = ", pprtime, e$ # Time at RAPID RATE
psepline # Output the separator '----' line
]if xyz_limits,
[
preadbuf1e # Read Buffer 1 (get X,Y,Z extents of entire program)
pMaxMin # Output Max/Min X,Y,Z coords for entire program
psepline # Output the separator '----' line
]if fr_limits, # Feedrate limits
[
"FEEDRATES: MAX= ", *pmax_fr, " MIN= ", *pmin_fr, e$
psepline # Output the separator '----' line
]# Output Cycle Time
ttltime = total # Transfer TOTAL program time
"Cycle Time: ", ptimeout, e$ # Program Total time outputprapid$ # Linear line movement - at rapid feedrate
ptimepzrapid$ # Linear movement in Z axis only - at rapid feedrate
ptimeplin$ # Linear line movement - at feedrate
ptimepz$ # Linear movement in Z axis only - at feedrate
ptimepwrtt$ # Pre-Scan NCI data file
pwritbuf1 # Write MAX/MIN X,Y,Z values to Buffer 1#-----------------------------------------------------------------------
# tool sorting
#-----------------------------------------------------------------------
ptoolsort #routine to sort tools#-------------------- find the smallest tool -------------
size4 = rbuf(4, 0) #Get the size of the Buffer 4
bf_4_counter = size4 #set the counter = to buffer 4
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool commentwhile rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5if b4_t < t$, #find the smallest tool number
[
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment
]
]#psepline # Output the separator '----' line
#ptspace, *t, " ", pdiamspc, *tldia, " ", spaceit, phspace, *tlngno,
#" ", pdspace, *tloffno, " ", *strtool, e#Rod removed min_zops, " ", ",# print the smallest tool
pprint_tl_data, e$ #rq print for test
bf_4_counter = bf_4_counter - 1 #count down the total of the tools left to sortwhile bf_4_counter > 0, # loop through the entire routine untill all of the tools are sorted
[
#------------- start tool sorting-----------
#------------- find a tool larger than the last tool
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5
small_tool = t$ #smallest toolwhile rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5
if b4_t > small_tool, #find a tool number larger than the last tool used
[
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment
]
]#--------------find the tool that is larger than the last tool but smaller than the others
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5
while rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5if b4_t < t$ & b4_t > small_tool , #find the smallest tool number that is larger than last tool
[gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool name
]
]
small_tool = t$ # last tool used
#psepline # Output the separator '----' line
#ptspace, *t, " ", pdiamspc, *tldia, " ", spaceit, phspace, *tlngno,
#" ", pdspace, *tloffno, " ", *strtool, e#Rod removed min_zops, " ", ",# print the last tool used
pprint_tl_data, e$ #rq print for test
bf_4_counter = bf_4_counter - 1 #count down the total of the tools left to sort]
# --------------------------------------------------------------------------
# Buffer 1 Read / Write Routines
# --------------------------------------------------------------------------
pinit #Initialize the limit checking variables
max_Xpos = m_c9k #Initialize
min_Xpos = c9k # "
max_Ypos = m_c9k # "
min_Ypos = c9k # "
max_Zpos = m_c9k # "
min_Zpos = c9k # "plimits # Check for NEW X,Y,Z limits
if b1_xmax > max_Xpos, max_Xpos = b1_xmax
if b1_xmin < min_Xpos, min_Xpos = b1_xmin
if b1_ymax > max_Ypos, max_Ypos = b1_ymax
if b1_ymin < min_Ypos, min_Ypos = b1_ymin
if b1_zmax > max_Zpos, max_Zpos = b1_zmax
if b1_zmin < min_Zpos, min_Zpos = b1_zminpwritbuf1 # Write Buffer 1
# "****",~t,"****",e
b1_gcode = gcode$
b1_tcode = t$
b1_xmax = x_max$
b1_xmin = x_min$
b1_ymax = y_max$
b1_ymin = y_min$
b1_zmax = z_max$
b1_zmin = z_min$
b1_gcode = wbuf(one, wc1) # Write the recordpreadbuf1t # Read Buffer 1 (at the toolchanges for X,Y,Z limits)
pinit #Initialize the limit checking variables
b1_gcode = rbuf(one, rc1) #Read a record from the Buffer
plimits #Check for NEW limits
# Need this loop to scan thru possible NULL Tlchgs
while (b1_gcode = 1000), #Find the next NON-NULL toolchange
[
b1_gcode = rbuf(one,rc1) #Read the next record from the Buffer
plimits #Check for NEW limits
]preadbuf1e # Read Buffer 1 (at the END of Program for X,Y,Z limits)
pinit #Initialize the limit checking variables
size1 = rbuf(one, 0) #Get the size of the Buffer 1
rc1 = two #Reset read pointer (SKIP 1st record!)
while rc1 <= size1, #Loop thru entire program
[
b1_gcode = rbuf(one, rc1) #Read a record from the Buffer
plimits #Check for NEW limits
]# --------------------------------------------------------------------------
# Buffer 4 Read / Write Routines
# --------------------------------------------------------------------------
pwritbuf45 # Write Buffer 4 & 5
pparameter$ # read tool parameters #rq
b4_gcode = gcode$ # gcode
b4_t = t$ # tool number
b4_tldia = tldia$ # tool dia
b4_tlngno = tlngno$ # tool length offset number
b4_tloffno = tloffno$ # tool rad offset number
b4_tl_type = tl_type # tool type number
b4_tl_tip_angle = tl_tip_angle # tool tip angle
b4_tl_num_flutes = tl_num_flutes # number of flutes
b4_tl_tpi = tl_tpi # thread per inch or lead
b4_tl_corner_rad = tl_corner_rad # corner radius
b4_tl_tip_dia = tl_tip_dia # tip diameter
b4_tl_flute_len = tl_flute_len # flute length
b4_tl_shld_len = tl_shld_len # shoulder length
b4_tl_overall_len = tl_overall_len # overall length
b4_tl_arbor_dia = tl_arbor_dia # arbor dia
b4_tl_holder_dia = tl_holder_dia # holder dia
b4_tl_holder_len = tl_holder_len # holder length
b4_tl_units = tl_units # units 0 = inches 1 = metric
strtool_5 = strtool$ # tool comment
b4_gcode = wbuf(4, wc4) # Write the record
strtool_5 = wbuf(5,wc5) # write tool description to buffer 5preadbuf45 # Read Buffer 4 & 5(at the END of Program )
size4 = rbuf(4, 0) #Get the size of the Buffer 1
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5
while rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment]
#--------------------------------------------------------------------------
pMaxMin # Output Max/Min X,Y, Z coordinates
if X_limits = yes$, # Output MAX/MIN positions in the X axis
"Max_X = ", *max_Xpos, " Min_X = ", *min_Xpos, e$
if Y_limits = yes$, # Output MAX/MIN positions in the Y axis
"Max_Y = ", *max_Ypos, " Min_Y = ", *min_Ypos, e$
if Z_limits = yes$, # Output MAX/MIN positions in the Z axis
"Max_Z = ", *max_Zpos, " Min_Z = ", *min_Zpos, e$psametool # used to remove tools with the same tool number
toolflg = 0 #same tool flag
d_tl_des_flg = 0 #duplicate tool description flag
d_tl_dia_flg = 0 #duplicate tool diameter flag
if gcode$ = 1001,#start of file tool change
[
t$ = wbuf(2,wc2) #write tool to buffer 2
strtool$ = wbuf(3,wc3) #write tool description to buffer 3b6_t = t$ # tool number
b6_tldia = tldia$ # tool dia
strtool_7 = strtool$ # tool description
b6_t = wbuf(6,wc6) #write tool to buffer 6
strtool_7 = wbuf(7,wc7) #write tool description to buffer 7
]
else,
[
rc2 = 1 #read pointer buffer 2
rc3 = 1 #read pointer buffer 3size2 = rbuf(2,0) # get the size of buffer 2
tlcounter = 1
while rc2 <= size2, #loop through the entire buffer
[
b2_tcode = rbuf(2,rc2) #read buffer 2
strtool_3 = rbuf(3,rc3) #read buffer 3
if b2_tcode = t$ ,toolflg = 1
if b2_tcode <> t$ & tlcounter = 1,
[
tlcounter = tlcounter +1
t$ = wbuf(2,wc2) #write tool to buffer 2
strtool$ = wbuf(3,wc3) #write tool description to buffer 3
]
]
rc6 = 1 #read pointer buffer 6
rc7 = 1 #read pointer buffer 7
size6 = rbuf(6,0) # get the size of buffer 6while rc6 <= size6, #loop through the entire buffer
[
b6_t = rbuf(6,rc6) #read buffer 6
strtool_7 = rbuf(7,rc7) #read buffer 7
if b6_t = t$ & strtool_7 <> strtool$, d_tl_des_flg = 1
if b6_t = t$ & b6_tldia <> tldia$, d_tl_dia_flg = 1
]
b6_t = t$ # tool number
b6_tldia = tldia$ # tool dia
strtool_7 = strtool$ # tool description
b6_t = wbuf(6,wc6) #write tool to buffer 6
strtool_7 = wbuf(7,wc7) #write tool description to buffer 7if toolflg <> 1,
[
pwritbuf45 #write to buffer 4 & 5
]if toolflg = 1 & d_tl_des_flg = 1 &d_tl_dia_flg = 1 ,
[
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
"TOOL ",t$," ",strtool$," HAS ALL READY BEEN USED ",e$
"PLEASE RENUMBER TOOL ", t$, " AND REPOST", e$
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
real_result = mprint(sametool)
]
else,
[
if toolflg = 1 & d_tl_des_flg = 1,
[
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
"TOOL ",t$," ",strtool$," IS A DUPLICATE TOOL",e$
"IT HAS A DIFFERENT DESCRIPTION THAN TOOL ", t$, e$
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
real_result = mprint(sduptool)
]
if toolflg = 1 & d_tl_dia_flg = 1 ,
[
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
"TOOL ",t$," DIAMETER = ",tldia$," IS A DUPLICATE TOOL",e$
"IT HAS A DIFFERENT DIAMETER THAN TOOL ", t$, e$
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
real_result = mprint(sduptool)
]
]
]# --------------------------------------------------------------------------
# Access tool data strings from NCI '20000' series parameters
# --------------------------------------------------------------------------
pindent #indent statement
" ",
pparameter$ # Read in the 20000 series 'additional parameters' from OPS file
# 20004 = tool definition - 'tool parameters' data
if (prmcode$ = 20004), tl_number = rpar(sparameter$, 16) # 16 items# 20005 = tool definition - 'DRILL type tool' parameters
if (prmcode$ = 20005), drl_cycle$ = rpar(sparameter$, 9) # 9 items# 20006 = tool definition - 'MILL type tool' parameters
if (prmcode$ = 20006), tl_cut_cap = rpar(sparameter$, # 8 items
# 8 items
# 20007 = tool definition - 'MILL type tool HOLDER' parameters
if (prmcode$ = 20007), tl_min_dia_plg = rpar(sparameter$, 11) # 11 itemsresult = fprm(opcode$) # Run the parameter table for current OPCODE
pprint_tl_data #print out tool date for testingif tl_type = 0, stl_type = stl_type_0 #undefined
if tl_type = 1, stl_type = stl_type_1 #Center Drill
if tl_type = 2, stl_type = stl_type_2 #spot drill
if tl_type = 3, stl_type = stl_type_3 #drill
if tl_type = 4, stl_type = stl_type_4 #right hand tap
if tl_type = 5, stl_type = stl_type_5 #left hand tap
if tl_type = 6, stl_type = stl_type_6 #reamer
if tl_type = 7, stl_type = stl_type_7 #boring bar
if tl_type = 8, stl_type = stl_type_8 #counter bore
if tl_type = 9, stl_type = stl_type_9 #counter sink
if tl_type = 10, stl_type = stl_type_10 #Flat end mill
if tl_type = 11, stl_type = stl_type_11 #ball end mill
if tl_type = 12, stl_type = stl_type_12 #chamfer mill
if tl_type = 13, stl_type = stl_type_13 #face mill
if tl_type = 14, stl_type = stl_type_14 #slot mill
if tl_type = 15, stl_type = stl_type_15 #radius mill
if tl_type = 16, stl_type = stl_type_16 #dovetail mill
if tl_type = 17, stl_type = stl_type_17 #tapered mill
if tl_type = 18, stl_type = stl_type_18 #lollipop mill
if tl_type = 19, stl_type = stl_type_19 #bullnose end mill
if tl_type = 24, stl_type = stl_type_24 #Thread Millt_overall_len = tl_overall_len
t_flute_len = tl_flute_lenif tl_type <= 5, inc_ang = tl_tip_angle
if tl_type = 7, tapr_ang = tl_tip_angle
if tl_type = 9, inc_ang = tl_tip_angle
if tl_type = 12, tapr_ang = tl_tip_angle
if tl_type = 13, tapr_ang = tl_tip_angle
if tl_type = 16, tapr_ang = tl_tip_angle
if tl_type = 17, tapr_ang = tl_tip_angleif tl_type <= 12,body_dia = tldia$
if tl_type = 13,body_dia = tl_tip_dia
if tl_type = 14,body_dia = tldia$
if tl_type = 16,body_dia = tldia$
if tl_type = 18,body_dia = tldia$
if tl_type = 19,body_dia = tldia$
if tl_type = 24,body_dia = tldia$if tl_type = 12,nose_dia = tl_tip_dia
if tl_type = 13,nose_dia = tldia$
if tl_type = 15,nose_dia = tldia$
if tl_type = 17,nose_dia = tldia$#"tl_type = ", tl_type, " tldia$ = ", tldia$, " tl_tip_angle = ", tl_tip_angle, " tl_tip_dia = ", tl_tip_dia, e$
ppagebrk #call for page break# --------------------------------------------------------------------------
# formatting for different tool types
# --------------------------------------------------------------------------if tl_type = 1 |tl_type = 2 | tl_type = 3, # 1 = center drill 2 = spopt drill 3 = Drill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
ptltpangfmt
pntltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 4 | tl_type = 5, #4 = RH tap 5 = LH tap
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
#pntltpangfmt
#pntltpradfmt
#pntlnosediafmt
stab, *tl_tpi, " TPI", stab, stab, stab, space4, #this outputs the threads per inch
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 6 , # 6= Reamer
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
pntltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 7 | tl_type = 11, # 7 = Boring bar, 11 = Ball Endmill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
ptltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 8, #c-bore
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
pntltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 9, #counter sink
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
ptltpangfmt
pntltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 10, # Flat Endmill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
pntltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 12, # Chamfer mill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
tl_tip_angle= tl_tip_angle + tl_tip_angle, # make tip angle included angle
ptltpangfmt
pntltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 13, # Face mill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
ptltpangfmt
ptltpradfmt
ptlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 14, # Slot mill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
ptltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 15, #Radius mill - corner rounder
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
ptltpradfmt
ptlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 16, #Dovetail Cutter
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
tl_tip_angle= tl_tip_angle + tl_tip_angle, # make tip angle included angle
ptltpangfmt
ptltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 17, #taper mill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
ptltpangfmt
pntltpradfmt
ptlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 18, #lollipop mill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
ptltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]if tl_type = 19, # Bull nose endmill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
ptltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]
if tl_type = 24, #thread mill
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
#pntltpangfmt
#pntltpradfmt
#pntlnosediafmt
stab, *tl_tpi, " TPI", stab, stab, stab, space4, #this outputs the threads per inch
pcktlstrlen
*strtool$, e$
plsepline
]
# added this section for tools that we missedif tl_type = 0 | tl_type = 20 |tl_type = 21 |tl_type = 22 |tl_type = 23, # if not one of the above use this one
[
ptlnumfmt
ptldiafmt
ptlnumflfmt
ptlfllenfmt
ptloalenfmt
pntltpangfmt
ptltpradfmt
pntlnosediafmt
pcktlstrlen
*strtool$, e$
plsepline
]ppagebrk #check to see if a new page is required and insert a new header
if tl_cnt_brk = tl_cnt_brk_lmt,
[
pblsepline #call for blank line to be inserted
ptableheader # call for header tooltable$ be inserted
tl_cnt_brk_lmt = tl_cnt_brk_lmt + tl_cnt_pg_lmt
]
tl_cnt_brk = tl_cnt_brk + 1,
#-----------------------------------------------------------------------
# Tool Table Header
#-----------------------------------------------------------------------
ptableheader #routine to create tool table header
pblsepline #call for blank line to be inserted
stab,stab,stab,stab,space3, "Min.", stab, "Min." ,stab, e$
"T", space3, " T", stab,space3,"Num.", space3,"Fl.", stab, " Oa.", stab,space1, "Tip",stab,space1, "Tip",stab, space1, "Nose", e$
"Num.", space3, "Dia.", stab, "Fl.", space4, "Len.", stab, "Len.", stab, "Ang.",stab, "Rad.", stab, "Dia.", stab,stab, "Tool Name", e$
pdblsepline #call double separator lineptableheaderall #outputs all headers used for testing
"gcode$",stab,"t$",stab,"tldia$",stab,"tlngno$",stab,"tloffno$",stab,"tl_type",stab,"tl_tip_angle",stab,"tl_num_flutes",stab,
"tl_tpi",stab,"tl_corner_rad",stab,"tl_tip_dia",stab,"tl_flute_len",stab,"tl_shld_len",stab,"tl_overall_len",stab,
"tl_arbor_dia",stab,"tl_holder_dia",stab,"tl_holder_len",stab,"tl_units",stab,"strtool$",e$#-----------------------------------------------------------------------
# Tool Table data formats
#-----------------------------------------------------------------------ptdatfmtall #prints all the infor for a tool used for testing
gcode$,stab,t$,stab,tldia$,stab,tlngno$,stab,tloffno$,stab,tl_type,stab,tl_tip_angle,stab,tl_num_flutes,stab,
tl_tpi,stab,tl_corner_rad,stab,tl_tip_dia,stab,tl_flute_len,stab,tl_shld_len,stab,tl_overall_len,stab,
tl_arbor_dia,stab,tl_holder_dia,stab,tl_holder_len,stab,tl_units,stab,strtool$,e$
ptlnumfmt #check the tool number and format for number of spaces good to tool 99
if t$ <= 9,
[
*t$, stab, space1,
]
else,
[
*t$, stab,
]ptldiafmt #check the tool diameter and format for number of spaces
if body_dia < 10,
[
*body_dia, space4,
]
else,
[
*body_dia, space3,
]pntldiafmt #use if no tool diameter is needed
stab,stab,
ptlnumflfmt #check the tool number of flutes and format for number of spaces
if tl_num_flutes < 10,
[
*tl_num_flutes, stab,
]
else,
[
*tl_num_flutes, space4,
]ptlfllenfmt #check the tool flute length and format for number of spaces
if t_flute_len < 10,
[
*t_flute_len, space4,
]
else,
[
*t_flute_len, space3,
]
ptloalenfmt #check the tool over all length and format for number of spaces
if t_overall_len < 10,
[
*t_overall_len, space4,
]
else,
[
*t_overall_len, space3,
]ptltpangfmt #check the tool tip angle and format for number of spaces
if tl_tip_angle <= 99.99,
[
*tl_tip_angle, space4,
]
else,
[
*tl_tip_angle, space3,
]pntltpangfmt #use if no tip angle is needed
stab, space4,
ptltpradfmt #check the tool tip radius and format for number of spaces
if tl_corner_rad < 100,
[
*tl_corner_rad, space4,
]
else,
[
*tl_corner_rad, space3,
]pntltpradfmt #use if no tip radius is needed
stab, stab,
ptlnosediafmt
if nose_dia < 10,
[
*nose_dia, stab, space2
]
else,
[
*nose_dia, stab, space1,
]pntlnosediafmt #use if no tool nose diameter is needed
stab, stab, space3,
pcktlstrlen #check the tool name srting length and shorten to max_chrif strlen(strtool$) > max_chr,
[
sprglen_over = brksps(max_chr, strtool$), #This checks the length of the prglen_over and breaks it if to long
]# --------------------------------------------------------------------------
# Numbered Questions for Mastercam
# --------------------------------------------------------------------------91. Name of executable post processor? MP
1501. Insert parameter information in the ascii NCI? n
1502. Write operation information to binary file (.ops)? n
1503. Write transform operations (0=transform ops, 1=source ops, 2=both)? 1# Do NOT manually change the answer for Q.1999 !
1999. Product major version number that post supports? 9
#
-
Is there a way to have the .SET file ask before overwriting a file if it already exists? Ours overwrites without asking.
-
I'm looking for an automated way to do the following:
initial conditions; Mastercam open with parasolid imported
1. create new level
2. Create faces from solid on this new level
3. hide solid from its level
I make fully dimensioned drawings in Solidworks and to ensure each model feature from the part is dimensioned, I use Mastercam to change the color of each surface as I dimension it. It has worked very well, but I would like to automate the creation of the faces.
-
Trying to have the "Associate to library" checked each time the Wire - Contour toolpath is used.
Also want to have the "Wire", "Power", and "Fill tank" check boxes unchecked as default.
-
It looks like this topic has been covered in another thread
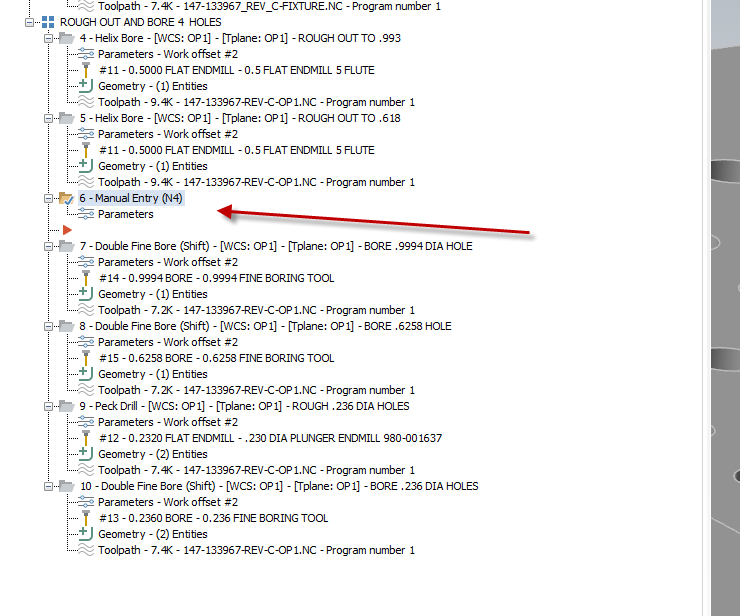
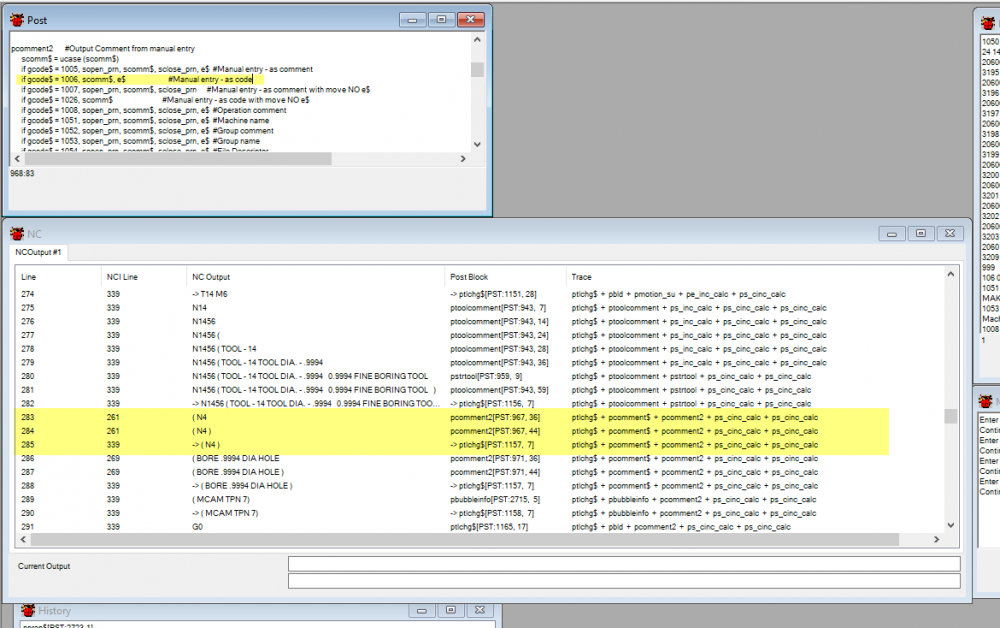
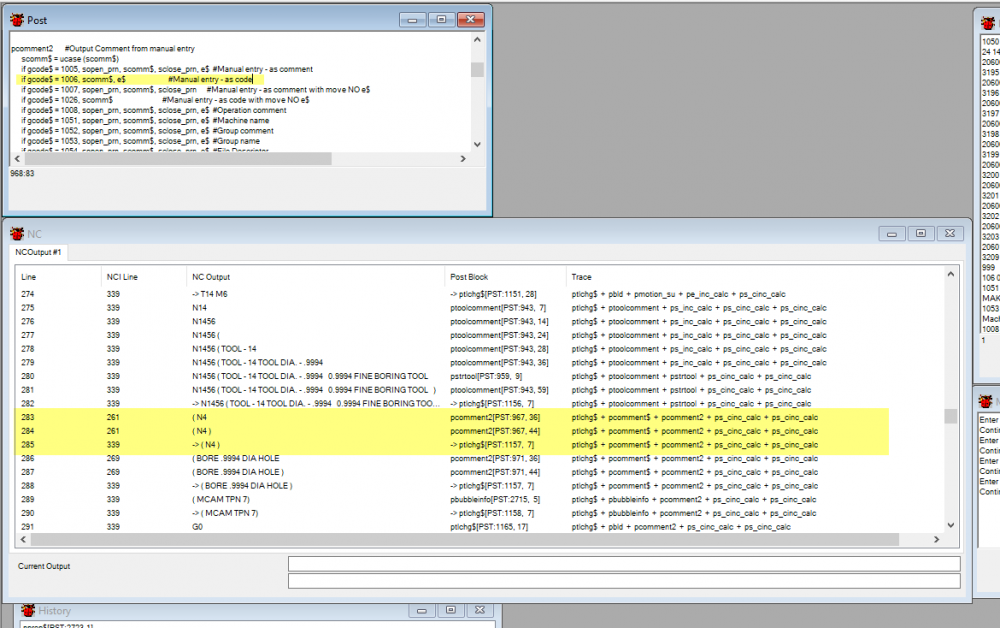
The name of it is "Post help / manual entry"
I'm going to read about it there, shows how to separate the two, since Comment$ is holding both right now.
-
 1
1
-
-
Thanks guys, that gets me closer. It's putting the tool comments up there as well. It would work, but I would prefer the tool comments to be under the tool change.
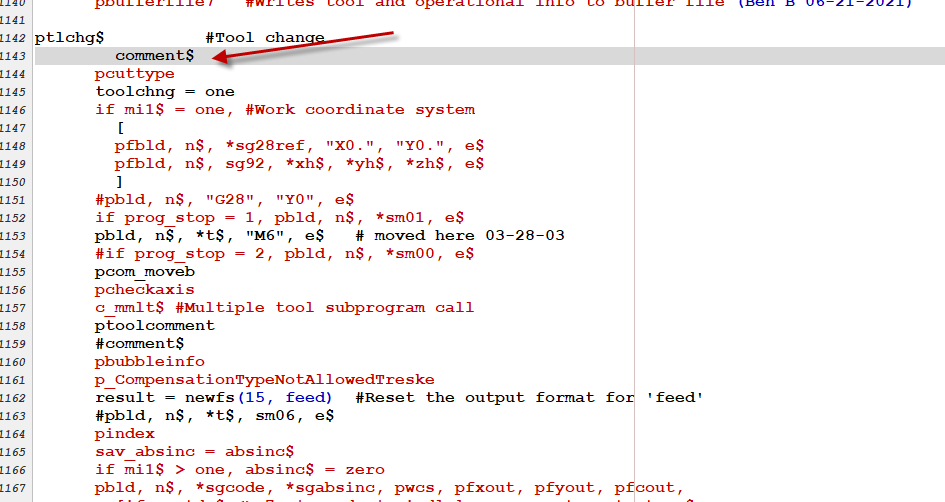
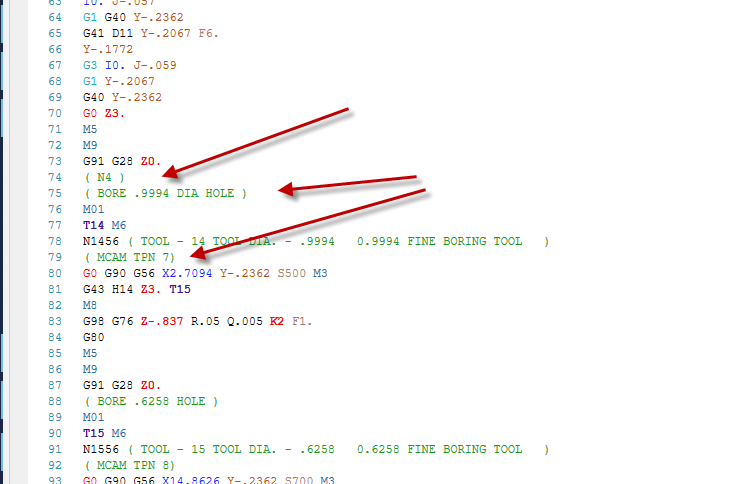
-
It seems like the manual entry code should come after the previous operation and before the next, but it is being entered after the next tool change.
Is this how it normally goes? Seems like it should be placed between the operations as it is in the operations tree.
-
1
-
-
Thanks for the reply Colin,
Always appreciate your input and see you have some Youtube videos uploaded. Gonna give those a view.
Using MCAM 2020. Post is as old as I can remember, updated each time we updated MCAM, and a few different hands in there. All hacks including me.
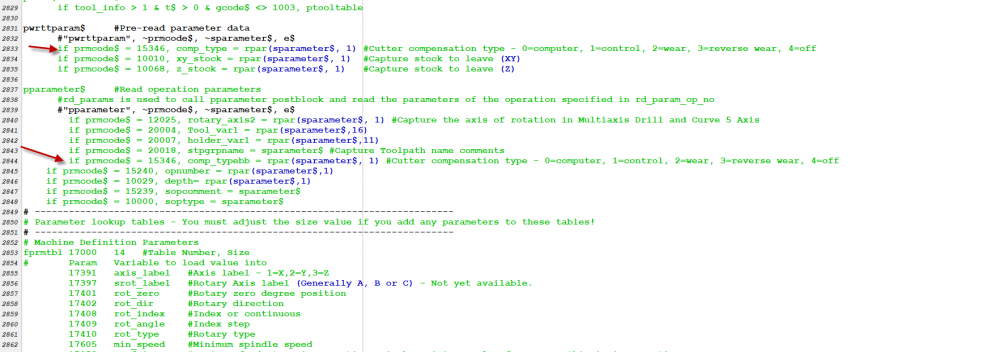
I did the following to get it to work.
Copy and pasted the parameter 15346 to the post block below and gave it a new variable name.
Colin,
I like the idea of exiting the post. I've always just put an error in the NC code that won't run on the machine. this sounds like a better way.
-
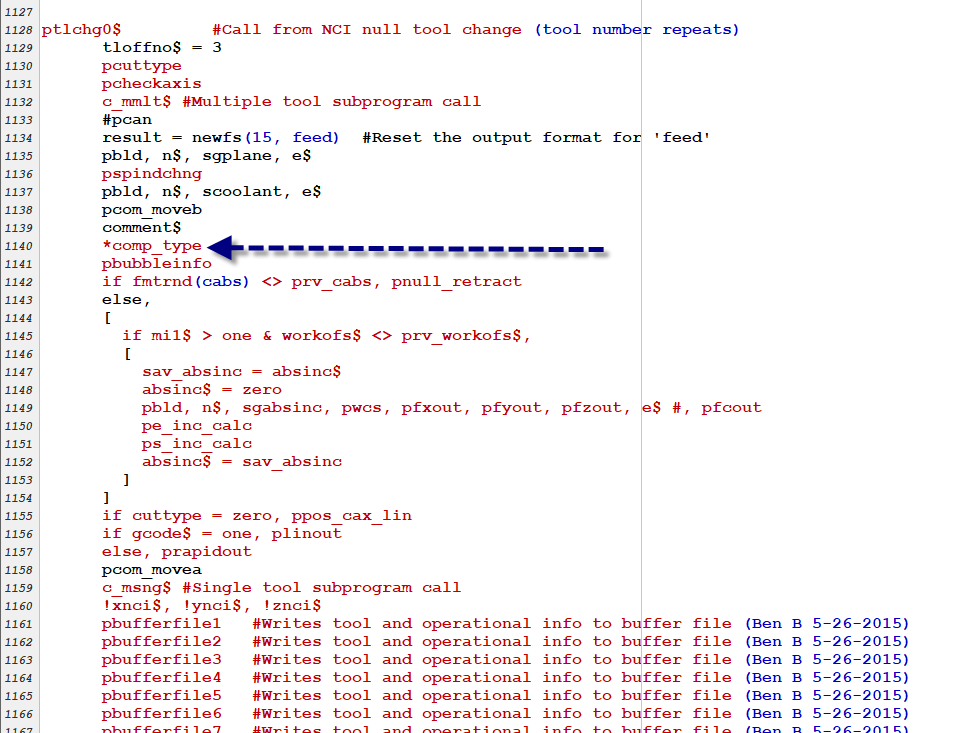
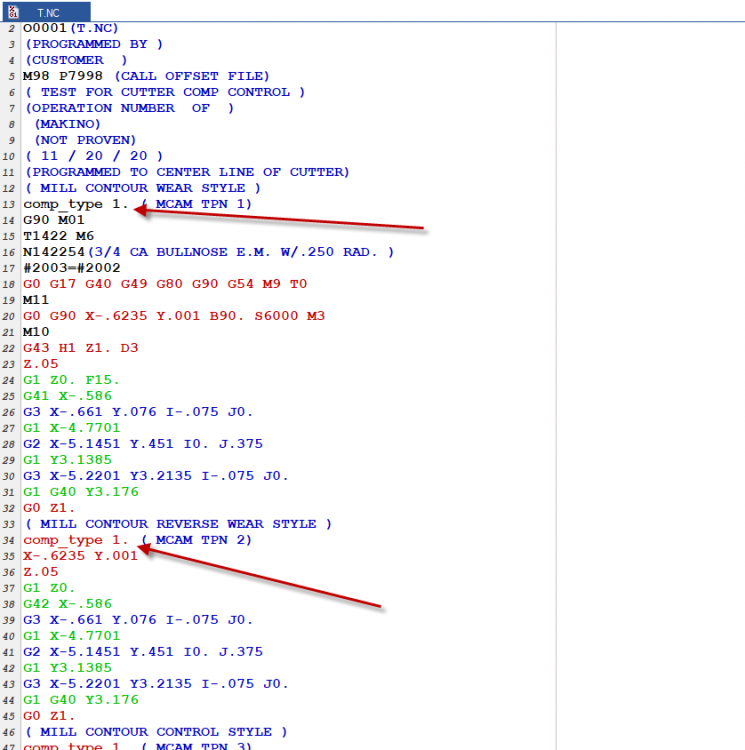
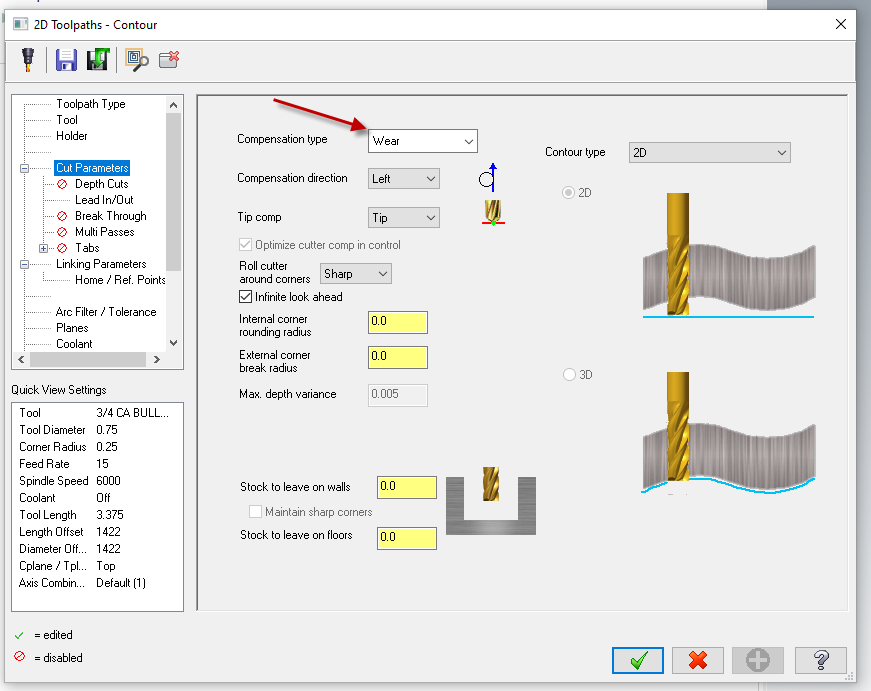
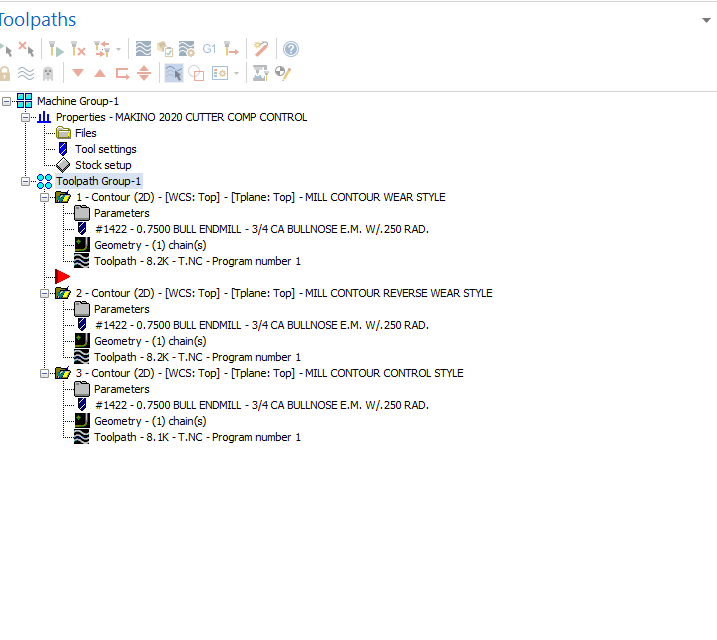
Trying to grab the variable for what compensation type is being used and throw a warning if Reverse Wear or Control type are used.
I tried pulling the variable comp_type in, but it is staying the same for all and doesn't even match the first tool path correctly.
Anybody got any ideas how to get this to work? Much appreciated for reading.
-
Thanks everybody, especiialy Zaffin_D for the help on this. I went with the following code and got it to work. Probably not the prettiest code around
fmt 4 modulo_result
fmt 4 int_a
fmt 4 int_n
fmt 4 remaindermodulo_result : 0
int_a : 0
int_n : 10
remainder : 0p_modulo
int_a = speed
modulo_result = int_a / int_n
modulo_result = int(modulo_result)
modulo_result = modulo_result * int_n
remainder = int_a - modulo_result
if remainder <>0, result=mprint(ssingledigitspindle)
If remainder <>0, "(TOOLPATH SPINDLE SPEED ENDS IN SINGLE DIGIT)", e$Then I ran the post block p_modulo after each toolchange.
-
1
-
-
2020 Mcam
I see some string functions to convert the number to a string, then break the string into pieces.
We don't want to round. We want the posted file to be exactly the same as the source file.
-
Our spindles don't like when we have a speed ending in a single digit, that isn't 0.
We do however want the posted code to match the mastercam file
Any idea the best way to throw a warning at posting to let the programmer know the spindle speed needs to be rounded?
-
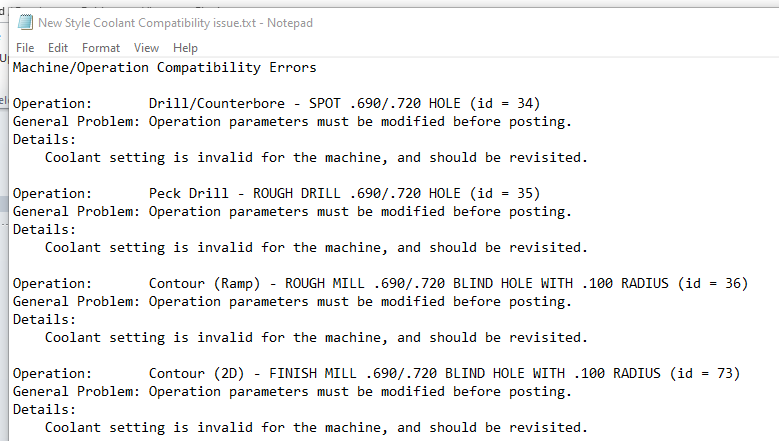
The infrastructure was there in the post. Got it working.
Looks like all the tool definitions need to be edited for this to work. Does this have an effect on old files?
Got these notifications when I pulled the edited machine definition into an old file.
Attached is the text file with the errors.
-
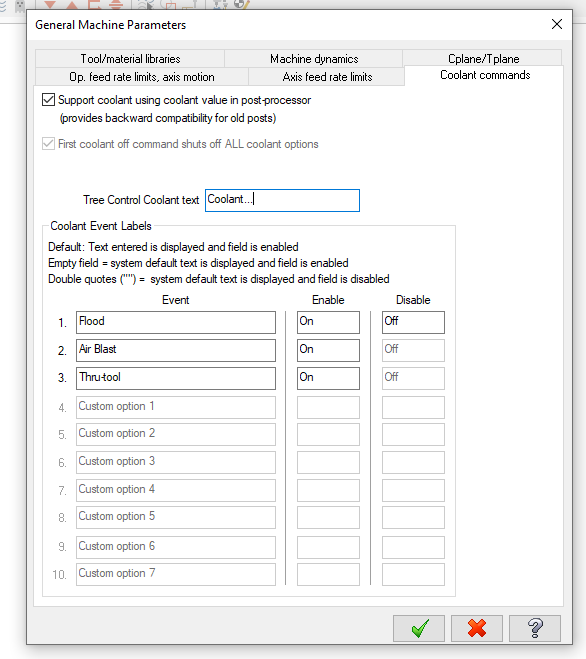
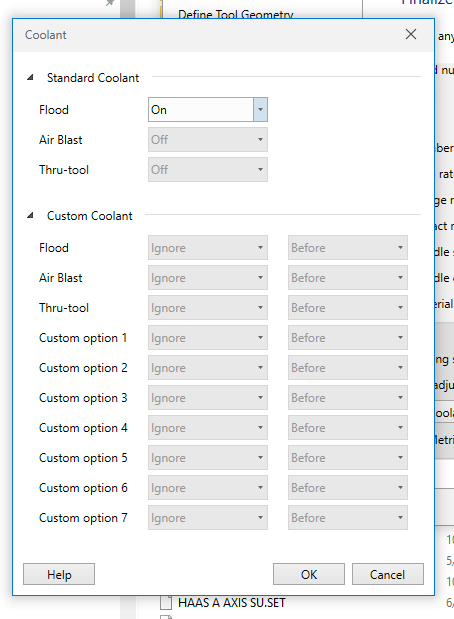
I want to be able to set the coolant type under the tool parameters.
We want thru tool coolant and flood on most tools, but some we want flood only.
M26 for thru tool coolant and M8 for flood.
Does anybody know what the easiest way to do this is?
Under the General Machine Parameters/"coolant Commands", we have the box checked for "Support coolant using coolant value in post-processor"
-
Thanks Jeff,
I actually want to get a certain number of characters in the beginning and then capture the revision and the operation.
I was going to set a specific way (fixed character length) to name the operation number and revision, so there would be a left over number of characters for the PN.
I would need it to go to the first underscore and grab the characters after up until the next underscore and save that as the revision, then grab the characters after the next underscore and store it as the operation.
-
Is there logic built in to look through a string and be able to truncate the string when it encounters a certain character? I see you wrote "trick". Not sure if that is an indication it isn't easily done?
We have a machine that requires a line at the beginning that has 16 characters max. I would like to extract part of the part number and the entire revision and operation.
For example:
NC file name: 980-1000001258-56286_A_OP1.NC
would like the line at the beginning of the program to show: 980-100000_A_OP1
-
Thanks Jeff. That worked. Here is the postblock and the added forced variables if someone else has this problem.
prdrlout #R drill position
if cuttype = one, *refht_a = refht$ + (rotdia$ / two)
else, *refht_a = refht$
*refht_i = refht$ - initht$
if cuttype = three, *refht_a = w$
if absinc$ = zero, *refht_a, !refht_i
else, *refht_i, !refht_a -
Thanks Jeff! That makes sense.
Do you know which variables on which to put the (*)?
prdrlout #R drill position
if cuttype = one, refht_a = refht$ + (rotdia$ / two)
else, refht_a = refht$
refht_i = refht$ - initht$
if cuttype = three, refht_a = w$
if absinc$ = zero, refht_a, !refht_i
else, refht_i, !refht_aThis is the code that is posted.
%
O0001(TWO DRILL CYCLES.NC)
( DOUBLE BORE CYCLE TEST )
(OKUMA)
(NOT PROVEN)
( 04 / 08 / 19 )
(PROGRAMMED TO CENTER LINE OF CUTTER)
N10 G20
N20 G90 G80 G40 G94 G17 G0
N30 N7 G116 T7
G15 H01
( .249 REAMER HOLE .249/.2498 TOOL - 7 DIA. OFF. - 7 LEN. - 7 DIA. - .249 )
N40 G0 G90 X0. Y0.
N50 S1069 M3
N60 G56 H7 Z1. M8
N70 G71 Z1.
N80 G76 X0. Y0. Z-1. R.1 Q5. F6.4 M53
N90 G00
N100 G71 Z1.
N110 G76 X0. Y0. Z-1. R.1 Q5. F6.4 M53
N120 G76 X2.2417 Y.7523 Z-1. Q5. F6.4 M53
N130 G00
N140 G76 X2.2417 Y.7523 Z-1. Q5. F6.4 M53
N150 G00
N160 M5
N170 M9
N180 G0 G90 Z20.
N190 G0 G90 Y20.
N200 M30
N210 % -
I'm using the custom drill cycle to create a double fine boring cycle.
When there is only one hole, it works fine, but when there are additional holes, it doesn't post out the retract value.
for one hole, It uses the postblock pdrlcst$ and outputs the retract value through the postblock prdrlout
for the additional hole, it uses the postblock pdrlcst_2$, and even though I have the postblock prdrlout, it won't read it
Looking to get the R value in all lines that have the G76
Here is the section of the post
pdrlcst$ #Custom drill cycles 8 - 19 (user option)
#Use this postblock to customize drilling cycles 8 - 19
pdrlcommonb
pcan1, pbld, n$, "G76", pfxout, pfyout, pfzout, pcout,*prdrlout, *shftdrl$, dwell$, *feed, *sgdrlref, strcantext, e$
pcom_movea
pbld, n$, "G00", e$
pdrlcommonb
pcan1, pbld, n$, "G76", pfxout, pfyout, pfzout, pcout,*prdrlout, *shftdrl$, dwell$, *feed, *sgdrlref, strcantext, e$
pcom_movea
pdrlcst_2$ #Custom drill cycles 8 - 19, additional points (user option)
pdrlcommonb
pcan1, pbld, n$, "G76", pfxout, pfyout, pfzout, pcout,*prdrlout, *shftdrl$, dwell$, *feed, *sgdrlref, strcantext, e$
pcom_movea
pbld, n$, "G00", e$
pdrlcommonb
pcan1, pbld, n$, "G76", pfxout, pfyout, pfzout, pcout,*prdrlout, *shftdrl$, dwell$, *feed, *sgdrlref, strcantext, e$
pcom_movea -
I can't for the life of me get the variable for the NC file name to go in the buffer file. I've successfully named the buffer file and chosen a location, but when I add the snamenc$, I can't get it to work.
This works: "C:\Users\bilbroughb.TRESKE\Desktop\A working Folder\BEN.txt"
This doesn't: "C:\Users\bilbroughb.TRESKE\Desktop\A working Folder\" + snamenc$ + "BEN.txt"
I got one variable to go in there... "C:\Users\bilbroughb.TRESKE\Desktop\A working Folder\" + smon9 + "BEN.txt"
Attached is the post, line 977 to 985 of the post is where I am naming the buffer file.
-
I'm trying to output a threadmill in my setup sheet. It skips the tool in the setup sheet when it is a threadmill. From talking to people, it hasn't been in there for many years and they have used a workaround.
I'm not finding the tool type for Threadmill in my setup sheet post or MP documentation.
Here are the types it does have:
stl_type : "" # string to hold the tool type description
stl_type_0 : "Undefined "
stl_type_1 : "Center Drill " # tool type 1
stl_type_2 : "Spot Drill "
stl_type_3 : "Drill "
stl_type_4 : "Right Hand tap "
stl_type_5 : "Left Hand Tap "
stl_type_6 : "Reamer "
stl_type_7 : "Boring Bar "
stl_type_8 : "Counter Bore "
stl_type_9 : "Counter Sink "
stl_type_10 : "Flat End Mill "
stl_type_11 : "Ball End Mill "
stl_type_12 : "Chamfer Mill "
stl_type_13 : "Face Mill "
stl_type_14 : "Slot Mill "
stl_type_15 : "Radius Mill "
stl_type_16 : "Dovetail Mill "
stl_type_17 : "Tapered Mill "
stl_type_18 : "Lollipop Mill "
stl_type_19 : "Bull Nose End MIll"Below is the entire setup sheet post:
[POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V20.00 P0 E1 W20.00 T1507203040 M20.00 I0 O0
# SETUP SHEET : HAAS.SET
# Product : MILL
# Machine Name : GENERIC
# Control Name : GENERIC
# Description : GENERIC SETUP SHEET FOR MILL VERSION 9
# Mill/Turn : NO
# 4-axis/Axis subs. : NO
# 5-axis : NO
# Executable : MP v9.10
#
# WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# ---------------
#| REVISION LOG: |
# ----------------------------------------------------------------------
# Programmers Note:
# CNC 05/16/00 - Initial update for V8 (fixed preadbuf2)
# CNC 05/21/01 - Added Max/Min X,Y,Z axis output option.
# CNC 07/17/01 - Added 'fs2' formats for Inch/Metric output
# CNC 07/18/01 - Created MILL2.SET (style #2)
# An alternate 'stripped down' output format.
# CNC 12/14/01 - Altered to use Rapid Feedrate setting from numbered questions.
# CNC 02/04/03 - Initial update for V9.1
# MCNW 04/01/03 - setup to omit same-tool output in the tool list
# ROD 01/21/08 - setup to sort tools sequentially and to check for tools with
# the same tool number but different diameters or descriptions
#
#ROD 01/22/08 - routine added to ask for the programmers name
# ---------------
#| FEATURES: |
# ------------------------------------------------------------------------
# Users Note -->>
#
#=============================================================================
# Specific setting to allow tuning the cycle time calculations -># Set the time it takes for machine to do a toolchange ->
tlchgtime : 0.1 # Tool Change Time (* in Minutes *)# Set the Rapid Traverse Rate of the machine
38. Rapid feedrate (Inches per Minute)? 300.0
1538. Rapid feedrate (MM per Minute)? 10000.0
#These values are loaded into the pre-defined post variable -> pst_rpd_fr (v9)#=============================================================================
# Post specific "switches" to allow turning ON/OFF the following functions -># The 'xyz_limits' switch allows selecting to output MAX/MIN X,Y,Z information.
xyz_limits : yes$ # Output Max/Min X,Y,Z information? (yes/no)# X,Y,Z axis limits output option switches...
# By setting the switch variables (to 'yes' or 'no') ->
# You can select which axis you wish to monitor (See 'xyz_limits' above).
X_limits : yes$ # Output MAX/MIN values for the X axis (yes/no)?
Y_limits : yes$ # Output MAX/MIN values for the Y axis (yes/no)?
Z_limits : yes$ # Output MAX/MIN values for the Z axis (yes/no)?# The 'fr_limits' switch allows selecting to output the FEEDRATE MAX/MIN
# information.
fr_limits : no$ # Output Max/Min Feedrate information (yes/no)?# The 'det_time' switch allows selecting the outut of 'Detailed Times"
# In addition to the usual 'Cycle Time' you can get the time spent at
# RAPID and at FEEDRATE during the program.
# *IMPORTANT*
# Note that the Program TOTAL TIME includes the Toolchange time(s),
# so it will be longer than the Total RAPID time + Total FEED time!
det_time : no$ # Output Rapid/Feedrate times (yes/no)# The 'show_lengths' switch allows selecting to output the FEED/RAPID
# Path Length information.
show_lengths : no$ # Output Feed/Rapid path length info.?# The 'stock_info' switch allows selecting to output detailed Stock Information
stock_info : yes$ # Display Part location, stock size/location# END_HEADER$
#
# --------------------------------------------------------------------------
# DEBUG - Switches for debugging purposes
# --------------------------------------------------------------------------
fastmode$ : 1 # Posting speed optimizition
bug1$ : 2 # 0=No display, 1=Generic list box, 2=Editor
bug2$ : 0 # Append postline labels, non-zero is column position?
#CNC<<FAIL>>bug3$ : 0 # Append whatline number to each NC line?
#CNC<<MSG-ERROR(87)>> The variable, postblock, or other keyword is no longer supported
bug4$ : 0 # Append NCI line number to each NC line?newglobal$ : 1 #Error checking for global variables
whatno$ : yes$ # Do not perform whatline branches? (leave as yes)
linktolvar$ : 1 #Associate X tolerance variables to V9- variable?
linkplnvar$ : 1 #Associate X plane specific variables to V9- variable?
linklvar$ : 1 #Associate X lathe specific variables to V9- variable?
cant_tlchng$ : 1 #Ignore cantext entry on move with tlchng_aft?
strtool_v7$ : 2 # Use Version 7 toolname?
tooltable$ : 3 # Yes, do NCI pre-scan (do NOT change!)# --------------------------------------------------------------------------
# Define constants
# --------------------------------------------------------------------------
m_one : -1 #Define constant
zero : 0 #Define constant
one : 1 #Define constant
two : 2 #Define constant
three : 3 #Define constant
four : 4 #Define constant
five : 5 #Define constant
c9k : 99999 #Define constant
m_c9k : -99999#Define constant# --------------------------------------------------------------------------
# Format statements - i=incr, n=nonmodal, l=leave ldg, t=leave trlg, d=delta
# --------------------------------------------------------------------------
fs2 1 0.4 0.3 #Decimal, 4/3 place, default for initialize (:)
fs2 2 0.4 0.3n #Decimal, 4/3 place, non-modal
fs2 3 1 0 1 0n #Integer, not leading, non-modal
fs2 4 0.2 0.2n #Decimal, 2 place, non-modal
fs2 5 1.4 1.3ltn #Decimal, 4/3 place, leading&trailing, non-modal
fs2 6 +1.4 1.3 ltn #Decimal, 4/3 place, leading&trailing with SIGN
fs2 7 0.4 0.3ltn #Decimal, 4/3 place, trailing, non-modal
fs2 8 0^2 0^2n #Decimal, 2 place, non-modal
fs2 9 1.3 1.2ltn #Decimal, 3/2 place, leading&trailing, non-modal
# --------------------------------------------------------------------------
# Format assignments
# --------------------------------------------------------------------------
fmt 3 progno$ # Program number
fmt 3 t$ # Tool number
fmt 5 tldia$ # Tool diameter
fmt 5 tcr$ # Tool corner radius
fmt 3 tloffno$ # Diameter offset number
fmt 3 tlngno$ # Length offset number
fmt 9 t_flute_len # flute length
fmt 9 t_overall_len #over all tool length
fmt 9 tapr_ang # taper angle
fmt 9 inc_ang # included angle
fmt 5 nose_dia #nose dia
fmt 5 body_dia #body dia
fmt 3 ss$ # Spindle speed
fmt 4 fr$ # Feedrate
fmt 2 llen # Feed cut length
fmt 2 rlen # Rapid traverse cut length
fmt 2 llen_total # Feed cut length (program total)
fmt 2 rlen_total # Rapid traverse cut length (program total)
fmt 3 thrs # Time in hours
fmt 3 tmin # Time in minutes
fmt 3 tsec # Time in seconds
fmt 3 tcnt # Tool Counter
fmt 3 custcycle # Custom Cycle number
fmt 4 tmax_fr # Max Feedrate in current Tool
fmt 4 tmin_fr # Min Feedrate in current Tool
fmt 4 pmax_fr # Max Feedrate in Program
fmt 4 pmin_fr # Min Feedrate in Program
fmt "X" 7 stck_ht$ # X - Stock Height
fmt "Y" 7 stck_wdth$ # Y - Stock Width
fmt "Z" 7 stck_thck$ # Z - Stock Thickness
fmt "X" 2 stck_x$ # X origin of block
fmt "Y" 2 stck_y$ # Y origin of block
fmt "Z" 2 stck_z$ # Z origin of block
fmt 2 stck_crnr$ # Origin corner of stock
#===============================================================================
# See 'Parameters Information.PDF' from the Post Processor Reference Guide CD
# for more details on these '20000 type' OPS parameters.
#
# Numeric variables to hold '20004' tool parameters
# Do NOT change the order of these (16) variable definitions !
fmt 2 tl_number
fmt 3 tl_type
fmt 3 tl_material
fmt 3 tl_corner_typ # 0=flat, 1=bullnose, 3=ball
fmt 2 tl_dia
fmt 2 tl_corner_rad
fmt 2 tl_tpi
fmt 2 tl_tip_angle
fmt 3 tl_dia_ofs
fmt 3 tl_len_ofs
fmt 2 tl_feed
fmt 2 tl_plunge_feed
fmt 2 tl_retract_rate
fmt 2 tl_spindle_rpm
fmt 3 tl_coolant
fmt 3 tl_num_flutes# Numeric variables to hold '20005' DRILL type tool parameters
# Do NOT change the order of these (9) variable definitions !
fmt 3 drl_cycle$
fmt 2 drl_peck1
fmt 2 drl_peck2
fmt 2 drl_peck_clr
fmt 2 drl_chip_brk
fmt 2 drl_dwell
fmt 2 drl_angle
fmt 2 drl_tap_drl_dia
fmt 2 drl_shift# Numeric variables to hold '20006' MILL type tool parameters
# Do NOT change the order of these (8) variable definitions !
fmt 3 tl_cut_cap
fmt 2 tl_rgh_XY_step
fmt 2 tl_rgh_Z_step
fmt 2 tl_fin_XY_step
fmt 2 tl_fin_Z_step
fmt 2 tl_tip_dia
fmt 2 tl_minor_dia
fmt 2 tl_thrd_mill_angle# Numeric variables to hold '20007' MILL type tool holder parameters
# Do NOT change the order of these (11) variable definitions !
fmt 2 tl_min_dia_plg
fmt 2 tl_flute_len
fmt 2 tl_overall_len
fmt 2 tl_shld_len
fmt 2 tl_arbor_dia
fmt 2 tl_holder_dia
fmt 2 tl_holder_len
fmt 3 tl_dummy_pos8
fmt 3 tl_dummy_pos9
fmt 3 tl_dummy_pos10
fmt 3 tl_units # 0=inches, 1=metric#===========================================================================
# --------------------------------------------------------------------------
# Variable declarations
# --------------------------------------------------------------------------
tl_cnt_brk : 0 #tool counter for page break
tl_cnt_brk_lmt : 13 # tool limit check for page break
vtol$ : 0.0001 # System tolerance
vtol_m : 0.0025 # System tolerance, metrictotal : 0 # Total part time
ttltime : 0 # Total operation time
linarc$ : yes$ # Linearize arcs? (leave as yes!)
drlgsel : 0 # Select drill cycle string
arctype$ : 1 # Arc center 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.
getnextop$ : 1 # Get the next variables, nextop, nextccomp, nextdc
progname$ : 1 # Capitalize progname
tol : 0.0001 # Tolerence for feed rates set to zero
tltime : 0 # Feed time
trtime : 0 # Rapid time
tot_ltime : 0 # Total FEED time
tot_rtime : 0 # Total RAPID time
len : 0 # Length for calculation
dx : 0 # Delta x
dy : 0 # Delta y
dz : 0 # Delta zspaceit : "" # 0 or 1 spaces depending on Inch/Metric output format
space_t : "" #number of spaces depending on tool size
space0 : "" # 0 space
space1 : " " # 1 space
space2 : " " # 2 spaces
space3 : " " # 3 spaces
space4 : " " # 4 spaces
stab : " " # tab & 2 spaces
tlcounter : 1 #tool counter
toolflg : 0 #flag for same tool
d_tl_des_flg : 0 #flag for duplicate tool description
d_tl_dia_flg : 0 #flag for duplicate tool diameter
real_result : 0 #used to display duplicate tool mesage
small_tool : 0 # smallest tool number
bf_4_counter : 0 #counter for number of tools left to sort
result : 0 # Test Variable
# --------------------------------------------------------------------------
# Buffer definition (for Max/Min X,Y,Z storage)
# --------------------------------------------------------------------------
rc1 : 2 #Buffer1 READ pointer (YES, '2' is correct for this case!)
wc1 : 1 #Buffer1 WRITE pointer
size1 : 0 #To hold 'size' of Buffer 1b1_gcode : 0 #Stored in Buffer #1
b1_tcode : 0 # "
b1_xmax : 0 # "
b1_xmin : 0 # "
b1_ymax : 0 # "
b1_ymin : 0 # "
b1_zmax : 0 # "
b1_zmin : 0 # "fbuf 1 0 8 0 0#Declare Buffer1 to hold Min/Max X,Y,Z axis info.
#Format the variables used to output the X,Y,Z Max/Min values
fmt 6 max_Xpos
fmt 6 min_Xpos
fmt 6 max_Ypos
fmt 6 min_Ypos
fmt 6 max_Zpos
fmt 6 min_Zpos#----------------------------------------------------------------------------------
#Buffer definition (used to check for the same tool)
#----------------------------------------------------------------------------------
rc2 : 1 #buffer 2 read pointer
rc3 : 1 #buffer 3 read pointer
wc2 : 1 #buffer 2 write pointer
wc3 : 1 #buffer 3 write pointer
size2 : 0 #to hold size of buffer 2
size3 : 0 #to hold size of buffer 3b2_tcode : 0 #stored in buffer #2 (tdt)
b2_tldia : 0 # stored in buffer #2 tool dia
strtool_3 : "" # tool description (strtool) stored in buffer 3fbuf 2 0 1 0 0# declare buffer 2 to hold tool #
fbuf 3 0 80 0 1# declare buffer 3 to hold tool description#--------------------------------------------------------------------------------
#Buffer definition (used to store tool data for tool sorting)
#--------------------------------------------------------------------------------
rc4 : 1 #buffer 4 read pointer
rc5 : 1 #buffer 5 read pointer
wc4 : 1 #buffer 4 write pointer
wc5 : 1 #buffer 5 write pointer
size4 : 0 #to hold size of buffer 4
size5 : 0 #to hold size of buffer 5b4_gcode : 0 # gcode
b4_t : 0 # stored in buffer # 4 (t)
b4_tldia : 0 # stored in buffer #4 (tldia)
b4_tlngno : 0 # stored in buffer #4 (tlngno) (tool length offset #)
b4_tloffno : 0 # stored in buffer #4 (tloffno) (tool rad offset #)
b4_tl_type : 0 # tool type number
b4_tl_tip_angle : 0 # tool tip angle
b4_tl_num_flutes : 0 # number of flutes
b4_tl_tpi : 0 # thread per inch or lead
b4_tl_corner_rad : 0 # corner radius
b4_tl_tip_dia : 0 # tip diameter
b4_tl_flute_len : 0 # flute length
b4_tl_shld_len : 0 # shoulder length
b4_tl_overall_len : 0 # overall length
b4_tl_arbor_dia : 0 # arbor dia
b4_tl_holder_dia : 0 # holder dia
b4_tl_holder_len : 0 # holder length
b4_tl_units : 0 # units 0 = inches 1 = metricstrtool_5 : "" # tool description (strtool) stored in buffer 5
fbuf 4 0 18 0 0# declare buffer 4 to hold tool information
fbuf 5 0 80 0 1# declare buffer 5 to hold tool description#----------------------------------------------------------------------------------
#Buffer definition (used to check for a duplicate tool)
#----------------------------------------------------------------------------------
rc6 : 1 #buffer 6 read pointer
rc7 : 1 #buffer 7 read pointer
wc6 : 1 #buffer 6 write pointer
wc7 : 1 #buffer 7 write pointer
size6 : 0 #to hold size of buffer 6
size7 : 0 #to hold size of buffer 7b6_t : 0 #stored in buffer #6 (t)
b6_tldia : 0 # stored in buffer #6 tool dia (tldia)
strtool_7 : "" # tool description (strtool) stored in buffer 7fbuf 6 0 2 0 0# declare buffer 6 to hold toolnumber & tool dia
fbuf 7 0 80 0 1# declare buffer 7 to hold tool description# --------------------------------------------------------------------------
# USE CANNED CYCLES?
# --------------------------------------------------------------------------
usecandrill$ : no$ # Use canned cycle for drill
usecanpeck$ : no$ # Use canned cycle for Peck
usecanchip$ : no$ # Use canned cycle for Chip Break
usecantap$ : no$ # Use canned cycle for Tap
usecanbore1$ : no$ # Use canned cycle for Bore1
usecanbore2$ : no$ # Use canned cycle for Bore2
usecanmisc1$ : no$ # Use canned cycle for Misc1
usecanmisc2$ : no$ # Use canned cycle for Misc2# --------------------------------------------------------------------------
# String functions - String labels must start with 's'
# --------------------------------------------------------------------------
sextnc$ : "doc" # -.NC extension override string (ouptut as .DOC file)#Select operation note
sop00 : "NULL"
sop01 : "CONTOUR"
sop02 : "CONTOUR"
sop03 : "DRILL CYCLE - "
sop04 : "POCKET"
sop05 : "RULED"
sop06 : "2D-SWEPT"
sop07 : "3D-SWEPT"
sop08 : "REVOLVED"
sop09 : "LOFT"
sop10 : "COONS"
sop11 : "TRIM "
sop12 : "FLOWLINE"
sop13 : "SURF-FINISH"
sop14 : "SURF-ROUGH"
sop15 : "POINT"
sop16 : "DRILL-5AX"
sop17 : "CURVE-5AX"
sop18 : "SWARF-5AX"
sop19 : "FACING"
sop20 : "OP20?"
sopnote : ""
stl_type : "" # string to hold the tool type description
stl_type_0 : "Undefined "
stl_type_1 : "Center Drill " # tool type 1
stl_type_2 : "Spot Drill "
stl_type_3 : "Drill "
stl_type_4 : "Right Hand tap "
stl_type_5 : "Left Hand Tap "
stl_type_6 : "Reamer "
stl_type_7 : "Boring Bar "
stl_type_8 : "Counter Bore "
stl_type_9 : "Counter Sink "
stl_type_10 : "Flat End Mill "
stl_type_11 : "Ball End Mill "
stl_type_12 : "Chamfer Mill "
stl_type_13 : "Face Mill "
stl_type_14 : "Slot Mill "
stl_type_15 : "Radius Mill "
stl_type_16 : "Dovetail Mill "
stl_type_17 : "Tapered Mill "
stl_type_18 : "Lollipop Mill "
stl_type_19 : "Bull Nose End MIll"
fstrsel sop00 opcode$ sopnote 21 -1#Select drill operation note
sdr00 : "SIMPLE"
sdrd0 : "COUNTERBORE"
sdr01 : "PECK"
sdrd1 : "PECK"
sdr02 : "CHIP BREAK"
sdrd2 : "CHIP BREAK"
sdr03 : "TAP"
sdrd3 : "TAP"
sdr04 : "SIMPLE BORE"
sdrd4 : "BORE W/DWELL"
sdr05 : "BORE W/STOP"
sdrd5 : "BORE W/STOP"
sdr06 : "MISC_1"
sdrd6 : "MISC_1"
sdr07 : "MISC_2"
sdrd7 : "MISC_2"
sdrillcyc : ""drlgsel = nextdc$ * 2 + fsg2 ( dwell$ )
fstrsel sdr00 drlgsel sdrillcyc 16 -1
#Select stock orientation note
stk0 : "At Center, Z at Top"
stk1 : "Upper Left corner, Z at Top"
stk2 : "Upper Right corner, Z at Top"
stk3 : "Lower Right corner, Z at Top"
stk4 : "Lower Left corner, Z at Top"
stk5 : "Upper Left corner, Z at Bottom"
stk6 : "Upper Right corner, Z at Bottom"
stk7 : "Lower Right corner, Z at Bottom"
stk8 : "Lower Left corner, Z at Bottom"
stknote : ""sduptool : "YOU HAVE DUPLICATED A TOOL PLEASE FIX THE PROBLEM AND REPOST"
sametool : "THIS TOOL NUMBER HAS AREADY BEEN USED PLEASE RENUMBER AND RE POST"
fstrsel stk0 stck_crnr$ stknote 9 -1#--------------------------------------------------------------------------
#setup for prompt questions
#--------------------------------------------------------------------------
sprogrammer : "" #string to hold the programmers name
fq 1 sprogrammer "ENTER YOUR NAME"# programmer name and question definition
scustomer : "" #string to hold customer name
fq 2 scustomer "ENTER THE CUSTOMER" # customer name definition
# --------------------------------------------------------------------------
# Parameter read postblocks:
# --------------------------------------------------------------------------
pprep$ #Pre-process postblock
spathnc$ = "N:\MC_X_Docs\HAAS\" #path for setup file
#Allows post instructions after the post is parsed but before the NC and NCI file are opened.
#DO NOT ATTEMPT TO OUTPUT TO THE NC FILE IN THIS POSTBLOCK (OR ANY POSTBLOCKS YOU MAY CALL FROM HERE)
#BECAUSE THE NC OUTPUT FILE IS NOT YET OPENED!
# rd_mch_ent_no$ = 0 #Read only the machine base parameters (use to collect common parameters from CNC_MACHINE_TYPE)
# rd_md$ #Read machine definition parameters
# --------------------------------------------------------------------------
# Post block assignments
# --------------------------------------------------------------------------
psepline # Output the 'separator' line
"----------------------------------------", e$
plsepline # Output long separator line
"----------------------------------------------------------------------------------------------------------------------", e$
pdblsepline # double separator line
"======================================================================================================================", e$#pcomment # COMMENTS (from tool parameter page comment box)#Rod comment out 4-3-03
#pcomment1 #Rod comment out 4-3-03#pcomment1 # Only output COMMENT if from a 'real' toolchange#Rod comment out 4-3-03
if gcode$ = 1008 & (prv_gcode$ = 1001 | prv_gcode$ = 1002),
[
scomm$ = ucase(scomm$)
" ", scomm$, e$
]pdrillcyc # Output drillcycle type note if canned cycle was programmed
if opcode$ = 3,
[
if drlgsel > 15, # Custom canned cycle was programmed
[
custcycle = drlgsel - 7 # Shift it
"CUSTOM CYCLE ", 35, *custcycle
]
else,
*sdrillcyc
]ptspace # Creates spaces based on tool number
if t$ < 10, space_t = space0
if t$ >= 10, space_t = space1
if t$ >= 100, space_t = space2
if t$ >= 1000, space_t = space3
if t$ >= 10000, space_t = space4
space_tphspace # Creates spaces based on length offset number
if tlngno$ < 10, space1pdspace # Creates spaces based on diameter offset number
if tloffno$ < 10, space1pdiamspc # Creates spaces based on diameter offset number
if tldia$ < 10, space1ptooldata # Total ending data for tool (Path Length and Times)
llen_total = llen_total + llen # Keep running total for Program
rlen_total = rlen_total + rlen # Keep running total for Program
pttltime # Total tool timespthrminsec # Convert minutes to hr/min/sec format
thrs = int ( ttltime / 60 )
tmin = int ( ttltime - thrs * 60 )
tsec = ( ttltime - thrs * 60 - tmin ) * 60pttltime # Total tool times and total program time
tot_ltime = tot_ltime + tltime # Total FEED time
tot_rtime = tot_rtime + trtime # Total RAPID time
ttltime = tltime + trtime # Calc. current Tool Time
total = ttltime + total + tlchgtime # Calc. total Program Timepprtime # Time at RAPID RATE (for entire program)
ttltime = tot_rtime
ptimeout # Output timeppftime # Time at FEEDRATE (for entire program)
ttltime = tot_ltime
ptimeout # Output timeptimeout # Output "times"
pthrminsec # Convert minutes to hr/min/sec format
# Output 'HOURS'
if thrs = one, *thrs, " Hour, "
if thrs > one, *thrs, " Hours, "
# Output 'MINUTES'
if tmin = one, *tmin, " Minute, "
if tmin > one, *tmin, " Minutes, "
# Output 'SECONDS'
if tsec > zero, *tsec, " Seconds"ptimer # Rapid time and length calc
rlen = rlen + len
trtime = rlen / pst_rpd_fr$ptimel # Feed time and length calc
if fr$ < zero, fr$ = prv_fr$
if fr$ < tol, fr$ = tol
llen = llen + len
tltime = tltime + len / fr$ptime # Distance calculations
dx = x$ - prv_x$
dy = y$ - prv_y$
dz = z$ - prv_z$
len = sqrt( dx^2 + dy^2 + dz^2 )
if gcode$ = zero, ptimer # Rapid
if gcode$ = one, ptimel # Feed
!x$, !y$, !z$, !fr$ # Update previous [prv_?] variables
if fr_limits, pfrcheck # Track MAX/MIN Feedrates if requestedpfrcheck # Track Feedrates (Max/Min)
if fr$ > zero,
[
if fr$ < tmin_fr, tmin_fr = fr$ # Tool MIN
if fr$ > tmax_fr, tmax_fr = fr$ # Tool MAX
if fr$ < pmin_fr, pmin_fr = fr$ # Program MIN
if fr$ > pmax_fr, pmax_fr = fr$ # Program MAX
]pstock_info # output stock information if requested
if stock_info,
[
if stck_matl$ = "NONE", # No material type was selected
"Material Type = *NONE*", e$
else,
"Material Type = ", stck_matl$, e$
]#if stock_info & tlplnno$ <= 1, #ONLY if in TOP plane
#[
# If any stock values are empty, disable don't output
if stck_ht$ > 0 & stck_wdth$ > 0 & stck_thck$ > 0,
[
"Stock Size = ", stck_ht$, " ", stck_wdth$, " ", stck_thck$, e$
#"Stock Origin = ", stck_x, " ", stck_y, " ", stck_z, e#Rod added #
#Output the stock orientation note (spaced over...)
#" ", "(", *stknote, ")", e#Rod added #
]
#]# ------------------------------------------------------------------------
pheader$ # File header
if pst_rpd_fr$ <= 0, pst_rpd_fr$ = 300 # Make it greater than ZERO !
if met_tool$ = one, #Metric constants and variable adjustments
[
vtol$ = vtol_m
spaceit = space1 # 1 additional space for Metric output format
]
psof0$ # Start of file for tool zero
psof$psof$ # Output of setup sheet header
spaces$ = 0 # sets the dafault spaces to zero
#pparameter #rq #read tool parameters
#pprint_tl_data #rq# print tool parameters
q1 #question 'enter your name' is ask here
q2 #question 'enter the customer' is ask heretmax_fr = fr$ # Initialize (max fr used in current tool)
tmin_fr = fr$ # Initialize (min fr used in current tool)
pmax_fr = fr$ # Initialize (max fr used in program)
pmin_fr = fr$ # Initialize (min fr used in program)" HAAS SETUP SHEET", e$
" ========================================", e$
" ", e$ # Blank line#Outputs date in this format -> Jul-19-01
#"Date = ", mon, "-", day, "-", year, e#Outputs date in this format -> 07-19-01
"Date = ", month$, "-", day$, "-", year$, e$#"Time = ", time, e
"Program Name = ", *sprogname$,e$
if progno$ > zero, "Program Number = ", *progno$, e$
pstock_info # Stock information output
scustomer = ucase (scustomer) # make all upper case
"CUSTOMER ", scustomer, e$ #print the programmers name
sprogrammer = ucase (sprogrammer) # make all upper case
"PROGRAMMED BY ", sprogrammer, e$ #print the programmers name" ", e$ # Blank line
" TOOL LIST", e$
" ---------", e$
" ", e$ # Blank line
" ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~", e$
" KEEP ALL TOOLS AS SHORT AS POSSIBLE", e$
" ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~", e$
" ", e$ # Blank linestab, stab, " Min.", stab, "Min." , e$
"T", stab, " T", stab, " Fl.", stab, " Oa.", stab, "Tapr.", stab, "Inc.", stab, "Nose", e$
"Num.", stab, "Dia.", stab, "Len.", stab, "Len.", stab, "Ang.", stab, "Ang.", stab, "Dia.", stab, "Tool Description", e$
pdblsepline #call double separator line
psetup # Call for toolchange info output
pwritbuf45 # write tool info to buffer 4
ptlchg0$ # Null tool change
!gcode$ptlchg$ # Output of time calculations for the last tool run
#pparameter #rq #read tool parameters
#pprint_tl_data #rq # print tool parametersptooldata # Total ending data for tool (Path Length and Times)
tmax_fr = fr$ # Initialize (max fr used in current tool)
tmin_fr = fr$ # Initialize (min fr used in current tool)
psetup # Call for toolchange info outputpsetup # Output of toolchange information
!gcode$
tcnt = tcnt + one # Tool Counter
preadbuf1t # Read Buffer 1 (at the toolchanges for X,Y,Z limits)
#"****",~b1_tcode,"****", e
psametool
!b1_tcode
llen = zero # Reset counter for next tool
rlen = zero # Reset counter for next tool
tltime = zero # Reset counter for next tool
trtime = zero # Reset counter for next tool
ttltime = zero # Reset counter for next tool
x$ = xh$
y$ = yh$
z$ = zh$
!x$, !y$, !z$, !fr$ # Update previous [prv_?] variablespeof0$ # End of file for tool zero
peof$peof$ # Output of time calculations for the last tool and total time
preadbuf45 #read buffer 4 tool data
ptoolsort # read tool sorted dataptooldata # Total ending data for tool (Path Length and Times)
"===================================================================================================================", e$
if show_lengths, # Output Feed/Rapid path lengths
[
"Feed Cut Length = ", *llen_total, e$
"Rapid Traverse Length = ", *rlen_total, e$
psepline # Output the separator '----' line
]if det_time,
[
"Total Feed Time = ", ppftime, e$ # Time at FEEDRATE
"Total Rapid Time = ", pprtime, e$ # Time at RAPID RATE
psepline # Output the separator '----' line
]if xyz_limits,
[
preadbuf1e # Read Buffer 1 (get X,Y,Z extents of entire program)
pMaxMin # Output Max/Min X,Y,Z coords for entire program
psepline # Output the separator '----' line
]if fr_limits, # Feedrate limits
[
"FEEDRATES: MAX= ", *pmax_fr, " MIN= ", *pmin_fr, e$
psepline # Output the separator '----' line
]# Output Cycle Time
ttltime = total # Transfer TOTAL program time
"Cycle Time: ", ptimeout, e$ # Program Total time outputprapid$ # Linear line movement - at rapid feedrate
ptimepzrapid$ # Linear movement in Z axis only - at rapid feedrate
ptimeplin$ # Linear line movement - at feedrate
ptimepz$ # Linear movement in Z axis only - at feedrate
ptimepwrtt$ # Pre-Scan NCI data file
pwritbuf1 # Write MAX/MIN X,Y,Z values to Buffer 1#-----------------------------------------------------------------------
# tool sorting
#-----------------------------------------------------------------------
ptoolsort #routine to sort tools#-------------------- find the smallest tool -------------
size4 = rbuf(4, 0) #Get the size of the Buffer 4
bf_4_counter = size4 #set the counter = to buffer 4
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5
#gcode = b4_gcode # gcode
#t = b4_t # tool number
#tldia = b4_tldia # tool dia
#tlngno = b4_tlngno # tool length offset number
#tloffno = b4_tloffno # tool rad offset number
#strtool = strtool_5 # tool comment
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool commentwhile rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5if b4_t < t$, #find the smallest tool number
[
#gcode = b4_gcode # gcode
#t = b4_t # tool number
#tldia = b4_tldia # tool dia
#tlngno = b4_tlngno # tool length offset number
#tloffno = b4_tloffno # tool rad offset number
#strtool = strtool_5 # tool comment
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment
]
]#psepline # Output the separator '----' line
#ptspace, *t, " ", pdiamspc, *tldia, " ", spaceit, phspace, *tlngno,
#" ", pdspace, *tloffno, " ", *strtool, e#Rod removed min_zops, " ", ",# print the smallest tool
pprint_tl_data, e$ #rq print for test
bf_4_counter = bf_4_counter - 1 #count down the total of the tools left to sort
while bf_4_counter > 0, # loop through the entire routine untill all of the tools are sorted
[
#------------- start tool sorting-----------
#------------- find a tool larger than the last tool
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5
small_tool = t$ #smallest toolwhile rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5
if b4_t > small_tool, #find a tool number larger than the last tool used
[
#gcode = b4_gcode # gcode
#t = b4_t # tool number
#tldia = b4_tldia # tool dia
#tlngno = b4_tlngno # tool length offset number
#tloffno = b4_tloffno # tool rad offset number
#strtool = strtool_5 # tool comment
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment
]
]#--------------find the tool that is larger than the last tool but smaller than the others
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5
while rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5if b4_t < t$ & b4_t > small_tool , #find the smallest tool number that is larger than last tool
[
#gcode = b4_gcode # gcode
#t = b4_t # tool number
#tldia = b4_tldia # tool dia
#tlngno = b4_tlngno # tool length offset number
#tloffno = b4_tloffno # tool rad offset number
#strtool = strtool_5 # tool comment
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment]
]
small_tool = t$ # last tool used
#psepline # Output the separator '----' line
#ptspace, *t, " ", pdiamspc, *tldia, " ", spaceit, phspace, *tlngno,
#" ", pdspace, *tloffno, " ", *strtool, e#Rod removed min_zops, " ", ",# print the last tool used
pprint_tl_data, e$ #rq print for test
bf_4_counter = bf_4_counter - 1 #count down the total of the tools left to sort]
# --------------------------------------------------------------------------
# Buffer 1 Read / Write Routines
# --------------------------------------------------------------------------
pinit #Initialize the limit checking variables
max_Xpos = m_c9k #Initialize
min_Xpos = c9k # "
max_Ypos = m_c9k # "
min_Ypos = c9k # "
max_Zpos = m_c9k # "
min_Zpos = c9k # "plimits # Check for NEW X,Y,Z limits
if b1_xmax > max_Xpos, max_Xpos = b1_xmax
if b1_xmin < min_Xpos, min_Xpos = b1_xmin
if b1_ymax > max_Ypos, max_Ypos = b1_ymax
if b1_ymin < min_Ypos, min_Ypos = b1_ymin
if b1_zmax > max_Zpos, max_Zpos = b1_zmax
if b1_zmin < min_Zpos, min_Zpos = b1_zminpwritbuf1 # Write Buffer 1
# "****",~t,"****",e
b1_gcode = gcode$
b1_tcode = t$
b1_xmax = x_max$
b1_xmin = x_min$
b1_ymax = y_max$
b1_ymin = y_min$
b1_zmax = z_max$
b1_zmin = z_min$
b1_gcode = wbuf(one, wc1) # Write the recordpreadbuf1t # Read Buffer 1 (at the toolchanges for X,Y,Z limits)
pinit #Initialize the limit checking variables
b1_gcode = rbuf(one, rc1) #Read a record from the Buffer
plimits #Check for NEW limits
# Need this loop to scan thru possible NULL Tlchgs
while (b1_gcode = 1000), #Find the next NON-NULL toolchange
[
b1_gcode = rbuf(one,rc1) #Read the next record from the Buffer
plimits #Check for NEW limits
]preadbuf1e # Read Buffer 1 (at the END of Program for X,Y,Z limits)
pinit #Initialize the limit checking variables
size1 = rbuf(one, 0) #Get the size of the Buffer 1
rc1 = two #Reset read pointer (SKIP 1st record!)
while rc1 <= size1, #Loop thru entire program
[
b1_gcode = rbuf(one, rc1) #Read a record from the Buffer
plimits #Check for NEW limits
]# --------------------------------------------------------------------------
# Buffer 4 Read / Write Routines
# --------------------------------------------------------------------------
pwritbuf45 # Write Buffer 4 & 5
pparameter$ # read tool parameters #rq
b4_gcode = gcode$ # gcode
b4_t = t$ # tool number
b4_tldia = tldia$ # tool dia
b4_tlngno = tlngno$ # tool length offset number
b4_tloffno = tloffno$ # tool rad offset number
b4_tl_type = tl_type # tool type number
b4_tl_tip_angle = tl_tip_angle # tool tip angle
b4_tl_num_flutes = tl_num_flutes # number of flutes
b4_tl_tpi = tl_tpi # thread per inch or lead
b4_tl_corner_rad = tl_corner_rad # corner radius
b4_tl_tip_dia = tl_tip_dia # tip diameter
b4_tl_flute_len = tl_flute_len # flute length
b4_tl_shld_len = tl_shld_len # shoulder length
b4_tl_overall_len = tl_overall_len # overall length
b4_tl_arbor_dia = tl_arbor_dia # arbor dia
b4_tl_holder_dia = tl_holder_dia # holder dia
b4_tl_holder_len = tl_holder_len # holder length
b4_tl_units = tl_units # units 0 = inches 1 = metricstrtool_5 = strtool$ # tool comment
b4_gcode = wbuf(4, wc4) # Write the record
strtool_5 = wbuf(5,wc5) #write tool description to buffer 5preadbuf45 # Read Buffer 4 & 5(at the END of Program )
size4 = rbuf(4, 0) #Get the size of the Buffer 1
rc4 = 1 #Reset read pointer for buffer 4
rc5 = 1 #Reset read pointer for buffer 5
while rc4 <= size4, #Loop thru entire program
[
b4_gcode = rbuf(4, rc4) #Read a record from the Buffer
strtool_5 = rbuf(5,rc5) #read tool comment from buffer 5
gcode$ = b4_gcode # gcode
t$ = b4_t # tool number
tldia$ = b4_tldia # tool dia
tlngno$ = b4_tlngno # tool length offset number
tloffno$ = b4_tloffno # tool rad offset number
tl_type = b4_tl_type # tool type number
tl_tip_angle = b4_tl_tip_angle # tool tip angle
tl_num_flutes = b4_tl_num_flutes # number of flutes
tl_tpi = b4_tl_tpi # thread per inch or lead
tl_corner_rad = b4_tl_corner_rad # corner radius
tl_tip_dia = b4_tl_tip_dia # tip diameter
tl_flute_len = b4_tl_flute_len # flute length
tl_shld_len = b4_tl_shld_len # shoulder length
tl_overall_len = b4_tl_overall_len # overall length
tl_arbor_dia = b4_tl_arbor_dia # arbor dia
tl_holder_dia = b4_tl_holder_dia # holder dia
tl_holder_len = b4_tl_holder_len # holder length
tl_units = b4_tl_units # units 0 = inches 1 = metric
strtool$ = strtool_5 # tool comment]
#--------------------------------------------------------------------------
pMaxMin # Output Max/Min X,Y, Z coordinates
if X_limits = yes$, # Output MAX/MIN positions in the X axis
"Max_X = ", *max_Xpos, " Min_X = ", *min_Xpos, e$
if Y_limits = yes$, # Output MAX/MIN positions in the Y axis
"Max_Y = ", *max_Ypos, " Min_Y = ", *min_Ypos, e$
if Z_limits = yes$, # Output MAX/MIN positions in the Z axis
"Max_Z = ", *max_Zpos, " Min_Z = ", *min_Zpos, e$psametool # used to remove tools with the same tool number
toolflg = 0 #same tool flag
d_tl_des_flg = 0 #duplicate tool description flag
d_tl_dia_flg = 0 #duplicate tool diameter flag
if gcode$ = 1001,#start of file tool change
[
t$ = wbuf(2,wc2) #write tool to buffer 2
strtool$ = wbuf(3,wc3) #write tool description to buffer 3b6_t = t$ # tool number
b6_tldia = tldia$ # tool dia
strtool_7 = strtool$ # tool description
b6_t = wbuf(6,wc6) #write tool to buffer 6
strtool_7 = wbuf(7,wc7) #write tool description to buffer 7
]
else,
[
rc2 = 1 #read pointer buffer 2
rc3 = 1 #read pointer buffer 3size2 = rbuf(2,0) # get the size of buffer 2
tlcounter = 1
while rc2 <= size2, #loop through the entire buffer
[
b2_tcode = rbuf(2,rc2) #read buffer 2
strtool_3 = rbuf(3,rc3) #read buffer 3
if b2_tcode = t$ ,toolflg = 1
if b2_tcode <> t$ & tlcounter = 1,
[
tlcounter = tlcounter +1
t$ = wbuf(2,wc2) #write tool to buffer 2
strtool$ = wbuf(3,wc3) #write tool description to buffer 3
]
]
rc6 = 1 #read pointer buffer 6
rc7 = 1 #read pointer buffer 7
size6 = rbuf(6,0) # get the size of buffer 6while rc6 <= size6, #loop through the entire buffer
[
b6_t = rbuf(6,rc6) #read buffer 6
strtool_7 = rbuf(7,rc7) #read buffer 7
if b6_t = t$ & strtool_7 <> strtool$, d_tl_des_flg = 1
if b6_t = t$ & b6_tldia <> tldia$, d_tl_dia_flg = 1
]
b6_t = t$ # tool number
b6_tldia = tldia$ # tool dia
strtool_7 = strtool$ # tool description
b6_t = wbuf(6,wc6) #write tool to buffer 6
strtool_7 = wbuf(7,wc7) #write tool description to buffer 7if toolflg <> 1,
[pwritbuf45 #write to buffer 4 & 5
]
if toolflg = 1 & d_tl_des_flg = 1 &d_tl_dia_flg = 1 ,
[
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
"TOOL ",t$," ",strtool$," HAS ALL READY BEEN USED ",e$
"PLEASE RENUMBER TOOL ", t$, " AND REPOST", e$
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
real_result = mprint(sametool)
]
else,
[
if toolflg = 1 & d_tl_des_flg = 1,
[
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
"TOOL ",t$," ",strtool$," IS A DUPLICATE TOOL",e$
"IT HAS A DIFFERENT DESCRIPTION THAN TOOL ", t$, e$
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
real_result = mprint(sduptool)
]
if toolflg = 1 & d_tl_dia_flg = 1 ,
[
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
"TOOL ",t$," DIAMETER = ",tldia$," IS A DUPLICATE TOOL",e$
"IT HAS A DIFFERENT DIAMETER THAN TOOL ", t$, e$
"@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@",e$
real_result = mprint(sduptool)
]
]
]# --------------------------------------------------------------------------
# Access tool data strings from NCI '20000' series parameters
# --------------------------------------------------------------------------
pindent #indent statement
" ",
pparameter$ # Read in the 20000 series 'additional parameters' from OPS file
# 20004 = tool definition - 'tool parameters' data
if (prmcode$ = 20004), tl_number = rpar(sparameter$, 16) # 16 items# 20005 = tool definition - 'DRILL type tool' parameters
if (prmcode$ = 20005), drl_cycle$ = rpar(sparameter$, 9) # 9 items# 20006 = tool definition - 'MILL type tool' parameters
if (prmcode$ = 20006), tl_cut_cap = rpar(sparameter$, 8) # 8 items# 20007 = tool definition - 'MILL type tool HOLDER' parameters
if (prmcode$ = 20007), tl_min_dia_plg = rpar(sparameter$, 11) # 11 itemsresult = fprm(opcode$) # Run the parameter table for current OPCODE
pprint_tl_data #print out tool date for testingif tl_type = 0, stl_type = stl_type_0 #undefined
if tl_type = 1, stl_type = stl_type_1 #Center Drill
if tl_type = 2, stl_type = stl_type_2 #spot drill
if tl_type = 3, stl_type = stl_type_3 #drill
if tl_type = 4, stl_type = stl_type_4 #right hand tap
if tl_type = 5, stl_type = stl_type_5 #left hand tap
if tl_type = 6, stl_type = stl_type_6 #reamer
if tl_type = 7, stl_type = stl_type_7 #boring bar
if tl_type = 8, stl_type = stl_type_8 #counter bore
if tl_type = 9, stl_type = stl_type_9 #counter sink
if tl_type = 10, stl_type = stl_type_10 #Flat end mill
if tl_type = 11, stl_type = stl_type_11 #ball end mill
if tl_type = 12, stl_type = stl_type_12 #chamfer mill
if tl_type = 13, stl_type = stl_type_13 #face mill
if tl_type = 14, stl_type = stl_type_14 #slot mill
if tl_type = 15, stl_type = stl_type_15 #radius mill
if tl_type = 16, stl_type = stl_type_16 #dovetail mill
if tl_type = 17, stl_type = stl_type_17 #tapered mill
if tl_type = 18, stl_type = stl_type_18 #lollipop mill
if tl_type = 19, stl_type = stl_type_19 #bullnose end millt_overall_len = tl_overall_len
t_flute_len = tl_flute_lenif tl_type <= 5, inc_ang = tl_tip_angle
if tl_type = 7, tapr_ang = tl_tip_angle
if tl_type = 9, inc_ang = tl_tip_angle
if tl_type = 12, tapr_ang = tl_tip_angle
if tl_type = 13, tapr_ang = tl_tip_angle
if tl_type = 16, tapr_ang = tl_tip_angle
if tl_type = 17, tapr_ang = tl_tip_angleif tl_type <= 12,body_dia = tldia$
if tl_type = 13,body_dia = tl_tip_dia
if tl_type = 14,body_dia = tldia$
if tl_type = 16,body_dia = tldia$
if tl_type = 18,body_dia = tldia$
if tl_type = 19,body_dia = tldia$if tl_type = 12,nose_dia = tl_tip_dia
if tl_type = 13,nose_dia = tldia$
if tl_type = 15,nose_dia = tldia$
if tl_type = 17,nose_dia = tldia$#"tl_type = ", tl_type, " tldia$ = ", tldia$, " tl_tip_angle = ", tl_tip_angle, " tl_tip_dia = ", tl_tip_dia, e$
ppagebrk #call for page breakif tl_type = 6 | tl_type = 8,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, stab, stab, stab,
*strtool$, e$
plsepline
]if tl_type = 10 | tl_type = 11,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, stab, stab, stab,
*strtool$, e$
plsepline
]if tl_type = 18 | tl_type = 19,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, stab, stab, stab,
*strtool$, e$
plsepline
]if tl_type = 14,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, stab, stab, stab,
*strtool$, e$
plsepline
]
if tl_type <= 5,
[
# "------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, stab,
*inc_ang, stab, stab, *strtool$, e$
plsepline
]if tl_type = 9,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, stab,
*inc_ang, stab, stab, *strtool$, e$
plsepline
]if tl_type = 12 | tl_type = 13,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, *tapr_ang, stab,
stab, *nose_dia, stab, *strtool$, e$
plsepline
]if tl_type = 7 | tl_type = 16,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, *body_dia, stab, *t_flute_len, stab, *t_overall_len, stab, *tapr_ang, stab,
stab, stab, *strtool$, e$
plsepline
]if tl_type = 15,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, stab, *t_flute_len, stab, *t_overall_len, stab, stab,
stab, *nose_dia, stab, *strtool$, e$
plsepline
]if tl_type = 17,
[
#"------------------------------------------------------------------------------------------------------------------", e$
*t$, stab, stab, *t_flute_len, stab, *t_overall_len, stab, *tapr_ang, stab,
stab, *nose_dia, stab, *strtool$, e$
plsepline
]
ppagebrk #check to see if a new page is required and insert a new headertl_cnt_brk = tl_cnt_brk + 1,
if tl_cnt_brk = tl_cnt_brk_lmt,
[
12, e$stab, stab, "Min.", stab, "Min." , e$
"T", stab, "T", stab, "Fl.", stab, "Oa.", stab, "Tapr.", stab, "Inc.", stab, "Nose", e$
"Num.", stab, "Dia.", stab, "Len.", stab, "Len.", stab, "Ang.", stab, "Ang.", stab, "Dia.", stab, "Tool Description", e$
#pdblsepline
pdblsepline
tl_cnt_brk_lmt = tl_cnt_brk_lmt + 20
]# --------------------------------------------------------------------------
# Numbered Questions for Mastercam
# --------------------------------------------------------------------------91. Name of executable post processor? MP
1501. Insert parameter information in the ascii NCI? n
1502. Write operation information to binary file (.ops)? n
1503. Write transform operations (0=transform ops, 1=source ops, 2=both)? 1# Do NOT manually change the answer for Q.1999 !
1999. Product major version number that post supports? 9
#
-
I have a question along the lines of this thread. Is there a way to access the previous variable lstation$?
I'm pulling the data to put a line before, but it is using the next tools lstation$
prv_tldia$ and prv_tlngno$ are giving me values, but not lstation$
#START OF TOOL BREAKAGE SENSOR CODE
if prv_tldia$ < .750,
[
Head_Number = lstation$
if Head_Number = -1,
[
Sensor_Tolerance = 0.2
]
if Head_Number <> -1,
[
Sensor_Tolerance = Head_Number /1000
]
pbld, n$, "M101", prv_tlngno$, prv_tldia$, *Sensor_Tolerance, e$
]
#END OF TOOL BREAKAGE SENSOR CODE
#pbld, n$, sgabsinc, sgcode, *sg28ref, "Z0.", scoolant, e$
#if nextop$ = 1003 | tlchg_home, pbld, n$, *sg28ref, "Y0.", protretinc, e$ #"X0.", - removed before Y move
#else, pbld, n$, protretinc, e$
absinc$ = sav_absinc
coolant$ = sav_coolant -
I have a postblock to output the values in mi4$ thru mi10$ and also the toolpath number. I wrote some code to only output the values if they are present.
Does anybody know if there is an easy way to exclude one if it is a duplicate? for example, if someone enters 1 for mi7$ and mi8$, then it outputs both in my NC code, but I only want one.
Also, I would like to sort the numbers from lowest to highest left to right.
Here is what would post out if mi4$ was 6, mi5$ was 3, mi7$ was 1, and mi8$ was 1.
( BUBBLE 6 3 1 1 MCAM TPN 2)
I want it to read:
( BUBBLE 1 3 6 MCAM TPN 2)
my postblock code that I have at the start of file and at all toolchanges:
pbubbleinfoif mi4$ <> 0 , valueinmi4 = 1if mi5$ <> 0 , valueinmi5 = 1if mi6$ <> 0 , valueinmi6 = 1if mi7$ <> 0 , valueinmi7 = 1if mi8$ <> 0 , valueinmi8 = 1if mi9$ <> 0 , valueinmi9 = 1if mi10$ <> 0 , valueinmi10 = 1If mi4$ = 0 , valueinmi4 = 0If mi5$ = 0 , valueinmi5 = 0If mi6$ = 0 , valueinmi6 = 0If mi7$ = 0 , valueinmi7 = 0If mi8$ = 0 , valueinmi8 = 0If mi9$ = 0 , valueinmi9 = 0If mi10$ = 0 , valueinmi10 = 0#*valueinmi4, e$ #output values for debugging#*valueinmi5, e$ #output values for debugging#*valueinmi6, e$ #output values for debugging#*valueinmi7, e$ #output values for debugging#*valueinmi8, e$ #output values for debugging#*valueinmi9, e$ #output values for debugging#*valueinmi10, e$ #output values for debuggingif mi4$ = 0, smi4=""if mi4$ <> 0, smi4= drs_str(2,mi4$)if mi5$ = 0, smi5=""if mi5$ <> 0, smi5= drs_str(2,mi5$)if mi6$ = 0, smi6=""if mi6$ <> 0, smi6= drs_str(2,mi6$)if mi7$ = 0, smi7=""if mi7$ <> 0, smi7= drs_str(2,mi7$)if mi8$ = 0, smi8=""if mi8$ <> 0, smi8= drs_str(2,mi8$)if mi9$ = 0, smi9=""if mi9$ <> 0, smi9= drs_str(2,mi9$)if mi10$ = 0, smi10=""if mi10$ <> 0, smi10= drs_str(2,mi10$)sbubblebeginning = "( BUBBLE "sopnumberbeginning = " MCAM TPN "if valueinmi4 = 0, sspacemi4=""if valueinmi5 = 0, sspacemi5=""if valueinmi6 = 0, sspacemi6=""if valueinmi7 = 0, sspacemi7=""if valueinmi8 = 0, sspacemi8=""if valueinmi9 = 0, sspacemi9=""if valueinmi10 = 0, sspacemi10=""if valueinmi4 = 1, sspacemi4=" "if valueinmi5 = 1, sspacemi5=" "if valueinmi6 = 1, sspacemi6=" "if valueinmi7 = 1, sspacemi7=" "if valueinmi8 = 1, sspacemi8=" "if valueinmi9 = 1, sspacemi9=" "if valueinmi10 =1, sspacemi10=" "if valueinmi4 =1 | valueinmi5 =1 | valueinmi6 =1 | valueinmi7 =1 | valueinmi8 =1 | valueinmi9 =1 | valueinmi10 =1,sbubbleinfo = sbubblebeginning + smi4 + sspacemi4 + smi5 + sspacemi5 + smi6 + sspacemi6 + smi7 + sspacemi7 +smi8 + sspacemi8 + smi9 + sspacemi9 + smi10 + sspacemi10 + sopnumberbeginning + drs_str(2,opnumber) + sclose_prnif valueinmi4 = 0 & valueinmi5 = 0 & valueinmi6 = 0 & valueinmi7 = 0 & valueinmi8 = 0 & valueinmi9 = 0 & valueinmi10 = 0,sbubbleinfo = sopen_prn + sopnumberbeginning + drs_str(2,opnumber) + sclose_prnif sprv_sbubbleinfo <> sbubbleinfo,[if valueinmi4 =1 | valueinmi5 =1 | valueinmi6 =1 | valueinmi7 =1 | valueinmi8 =1 | valueinmi9 =1 | valueinmi10 =1,[sbubbleinfo = sbubblebeginning + smi4 + sspacemi4 + smi5 + sspacemi5 + smi6 + sspacemi6 + smi7 + sspacemi7 +smi8 + sspacemi8 + smi9 + sspacemi9 + smi10 + sspacemi10 + sopnumberbeginning + drs_str(2,opnumber) + sclose_prnsbubbleinfo , e$]if valueinmi4 = 0 & valueinmi5 = 0 & valueinmi6 = 0 & valueinmi7 = 0 & valueinmi8 = 0 & valueinmi9 = 0 & valueinmi10 = 0,[sbubbleinfo = sopen_prn + sopnumberbeginning + drs_str(2,opnumber) + sclose_prnsbubbleinfo , e$]]sprv_sbubbleinfo = sbubbleinfo
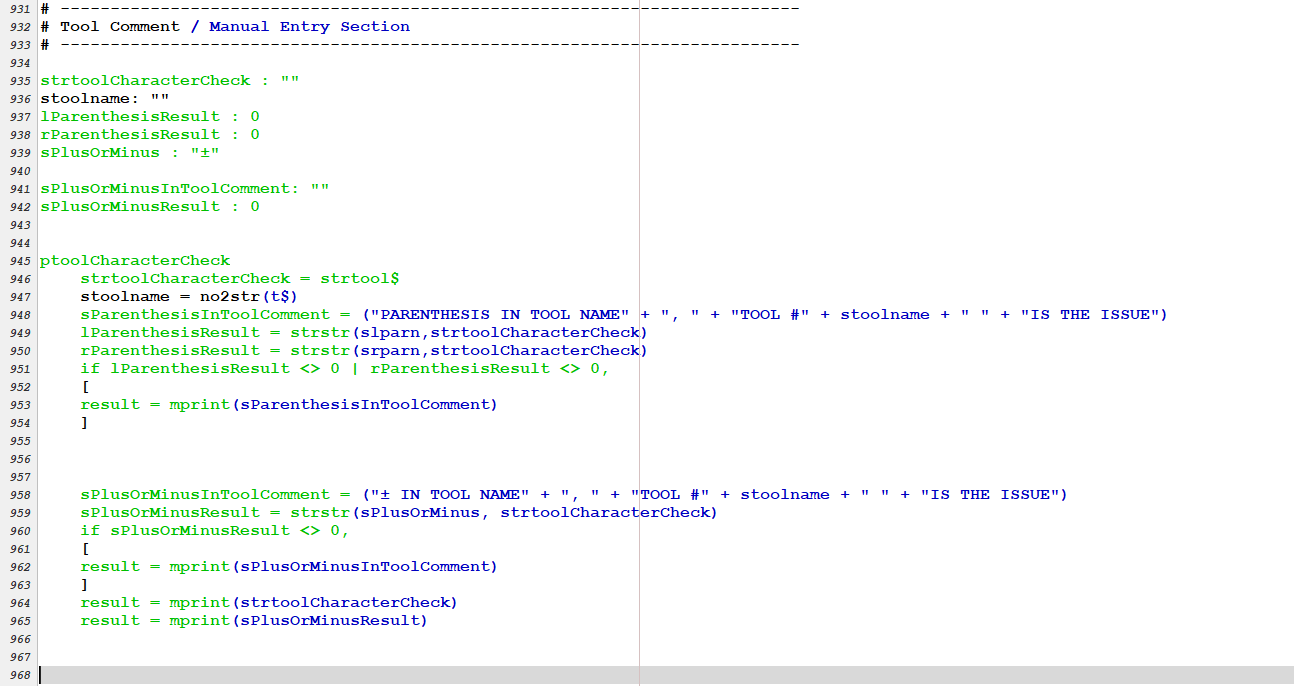
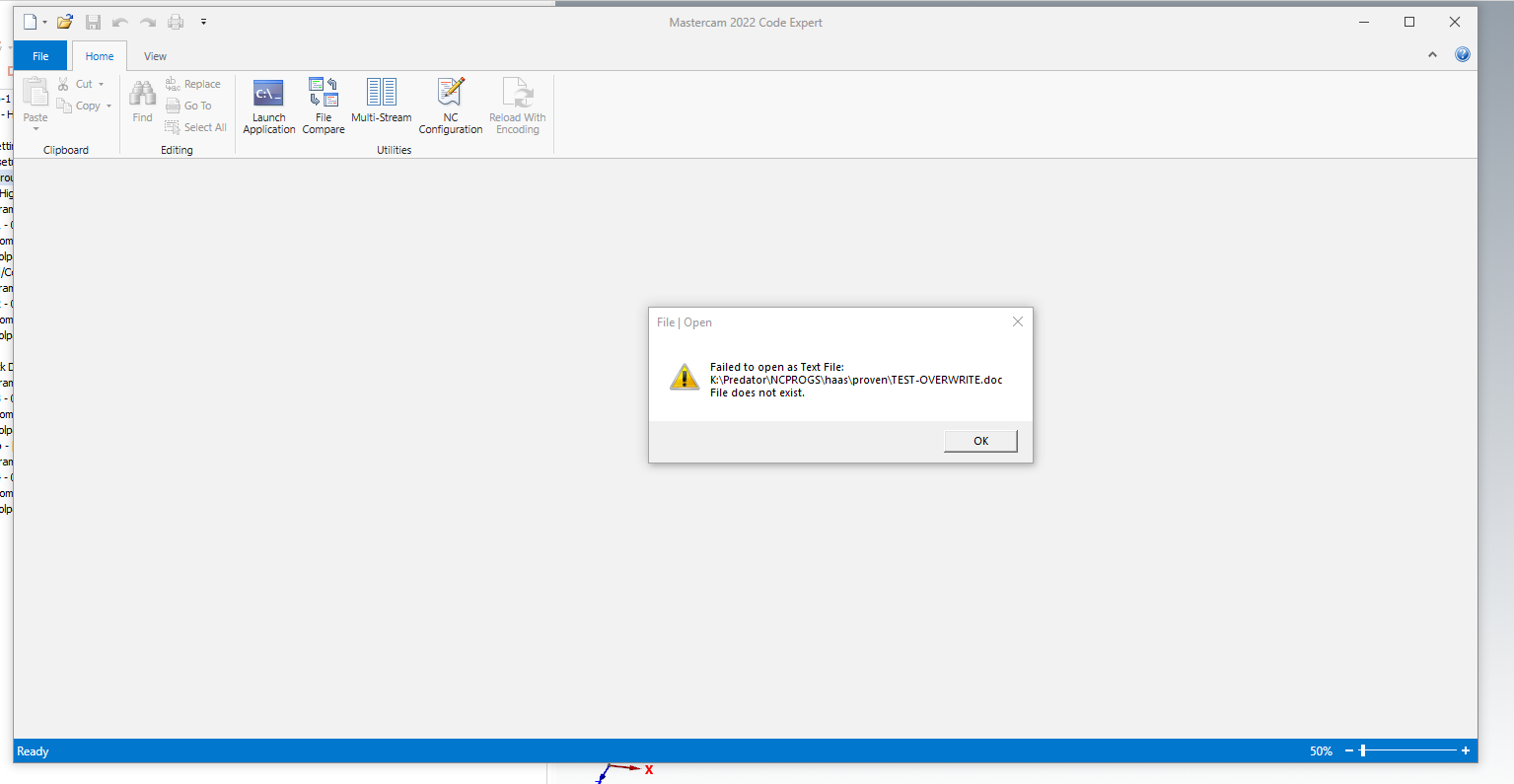
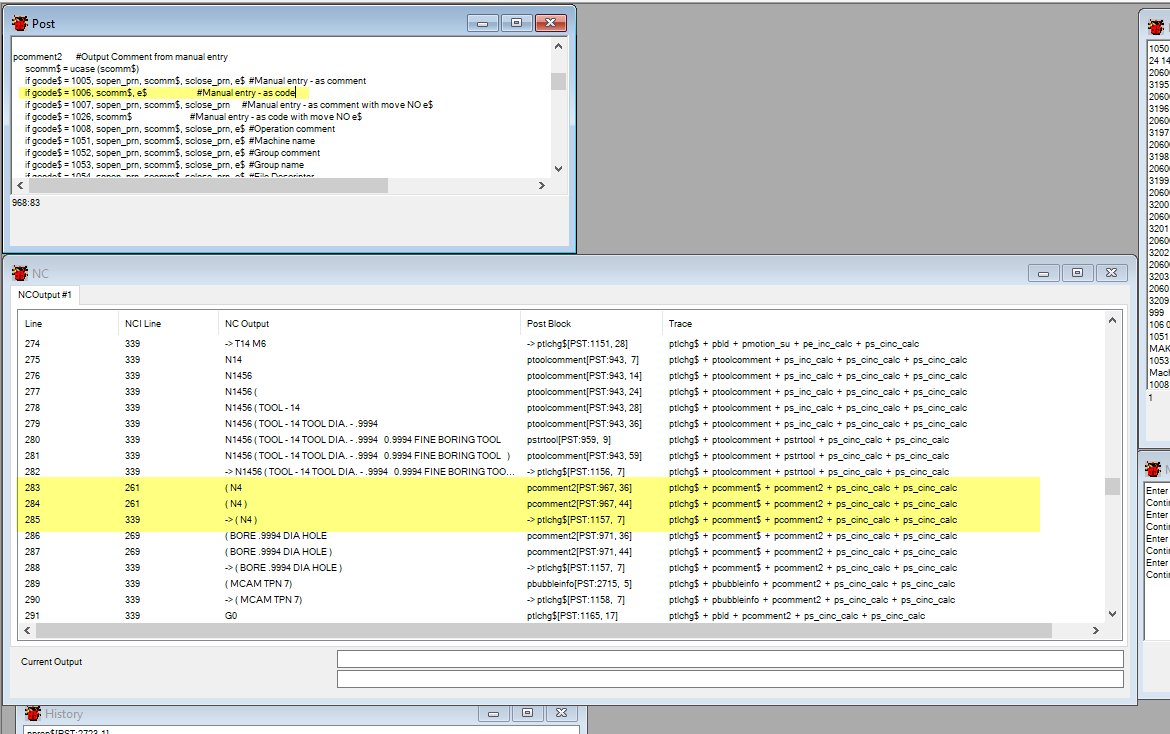
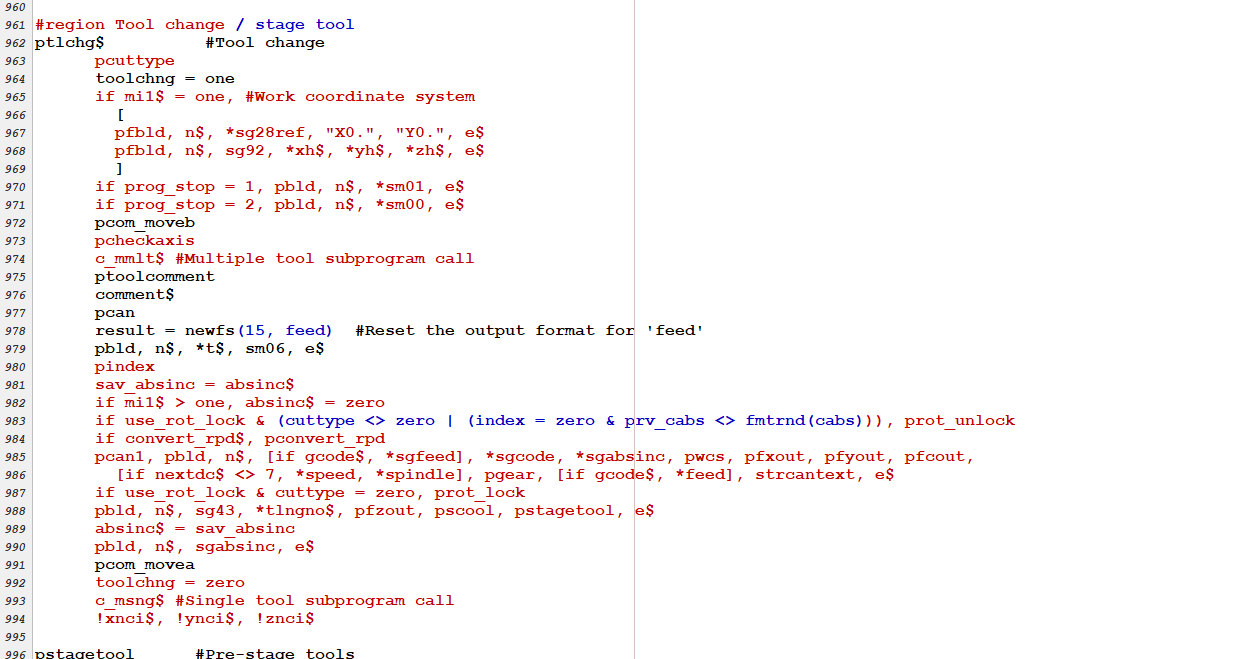
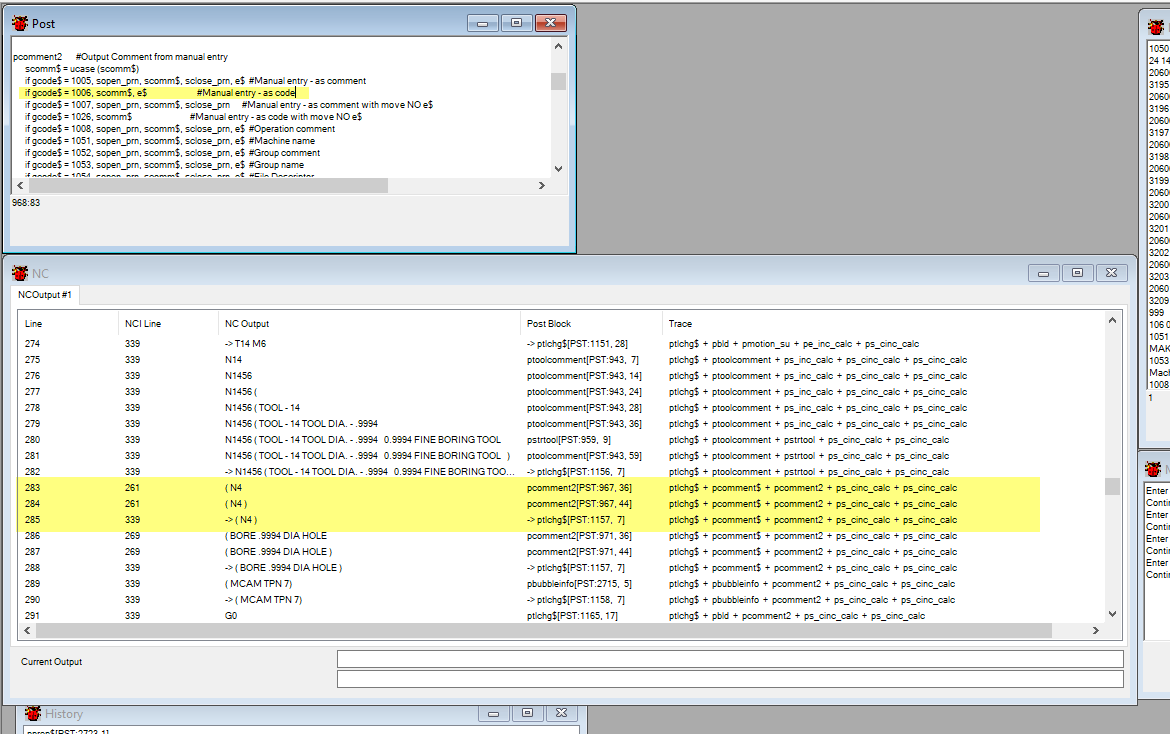
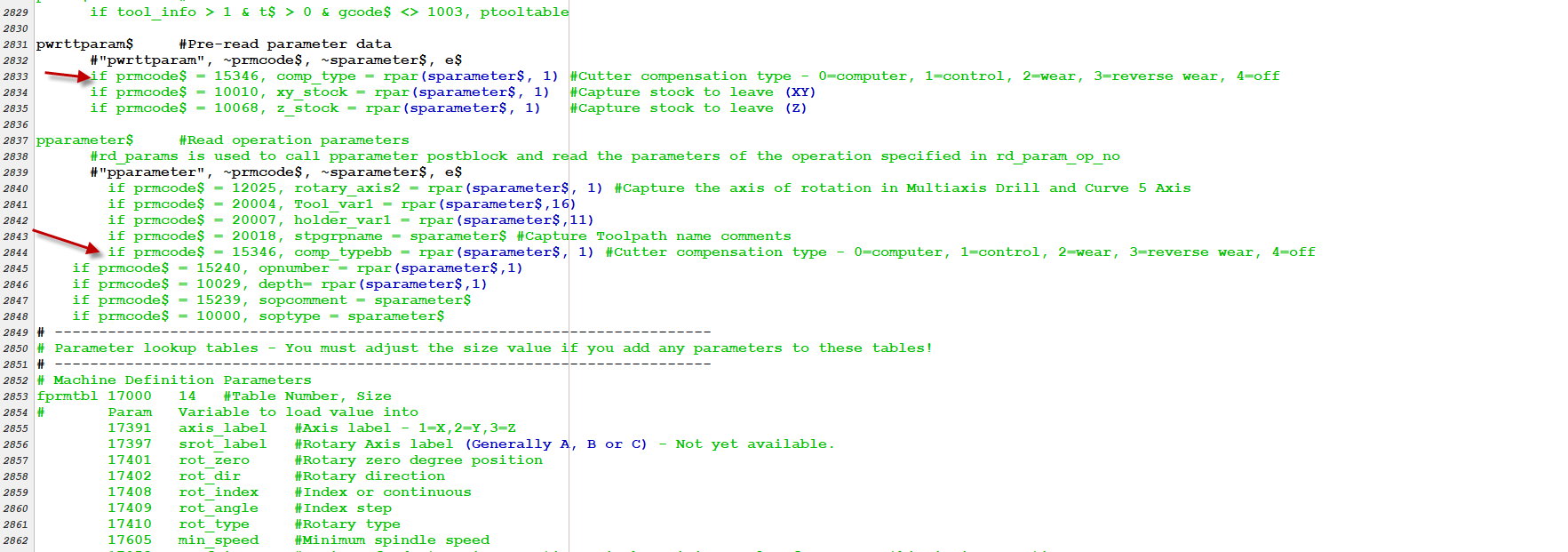
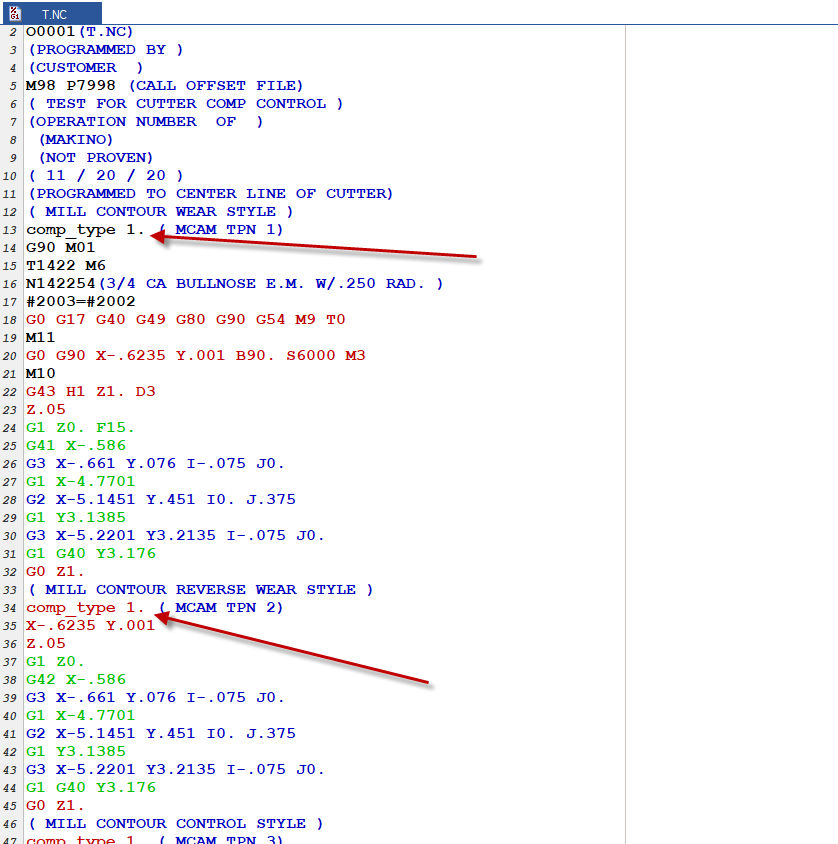
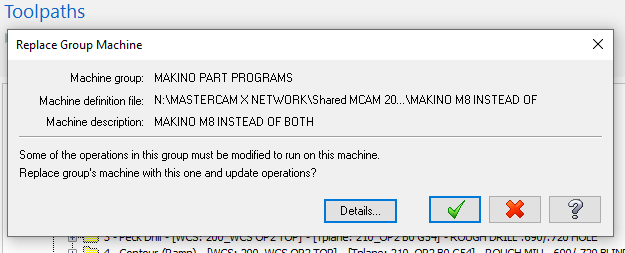
strstr function not recognizing the character ±
in Post Processor Development Forum
Posted
Thanks Colin, I got it to work with the following code. Not pretty, but it does the trick.
str_testTool : "" #Empty String
str_warnTool : "" #Empty String
str_testComment : "" #Empty String
str_warnComment : "" #Empty String
str_CheckComment : "" #Empty String
ptoolCharacterCheck
str_testTool = no2asc(33) #no2asc(33) #Convert ASCII Code decimal value to ! string representation
pstr_testTool
str_testTool = no2asc(40) #no2asc(40) #Convert ASCII Code decimal value to ( string representation
pstr_testTool
str_testTool = no2asc(41) #no2asc(41) #Convert ASCII Code decimal value to ) string representation
pstr_testTool
str_testTool = no2asc(176) #no2asc(176) #Convert ASCII Code decimal value to ° string representation
pstr_testTool
str_testTool = no2asc(177) #no2asc(177) #Convert ASCII Code decimal value to ± string representation
pstr_testTool
pOperationCommentCheck
str_testComment = no2asc(33) #no2asc(33) #Convert ASCII Code decimal value to ! string representation
pstr_testComment
str_testComment = no2asc(40) #no2asc(40) #Convert ASCII Code decimal value to ( string representation
pstr_testComment
str_testComment = no2asc(41) #no2asc(41) #Convert ASCII Code decimal value to ) string representation
pstr_testComment
str_testComment = no2asc(176) #no2asc(176) #Convert ASCII Code decimal value to ° string representation
pstr_testComment
str_testComment = no2asc(177) #no2asc(177) #Convert ASCII Code decimal value to ± string representation
pstr_testComment
pstr_testTool
result = strstr(str_testTool, strtool$) #Test string for character assigned with no2asc
if result <> 0,
[
str_warnTool = "BAD CHARACTER " + str_testTool + " FOUND IN" + " T#" + no2str(t$) + ", TOOL COMMENT IS " + strtool$ + " NAME." + " PLEASE FIX COMMENT AND REPOST!"
result = mprint(str_warnTool)
]
pstr_testComment
str_CheckComment = scomm$
result = strstr(str_testComment, str_CheckComment) #Test string for character assigned with no2asc
if result <> 0,
[
str_warnComment = "BAD CHARACTER " + str_testComment + sbubbleinfo + " FOUND IN OPERATION " + drs_str(2,opnumber) + ", COMMENT IS " + str_CheckComment + " PLEASE FIX COMMENT AND REPOST!"
result = mprint(str_warnComment)
]