





zachlancy
-
Posts
45 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by zachlancy
-
-
That's a tough nut to crack. Drill a hole in the pin, then turn a shaft to fit in it and jb weld them together? Then slide hammer that out with the pin?
-
 1
1
-
-
18 minutes ago, crazy^millman said:
Purchase HSMAdvisor from Edgar Gerfanov . You plug in your material, endmills specifications and then follow the recommendations from it and have a nice day. I purchased and have used this product personally for as long as it has been out. I have recommend it many customers and many of them seen the benefit of it and purchased it.
Agreed. I pay for a seat of HSMAdvisor out of my own pocket. Great tool.
-
1
-
-
22 hours ago, cyount12 said:
Is this in Mastercam or Solidworks? Also it looks like I may have reached my post limit for the day (?) any way around this?
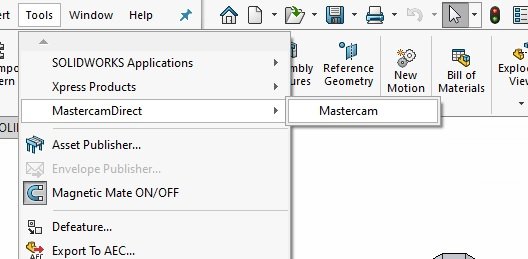
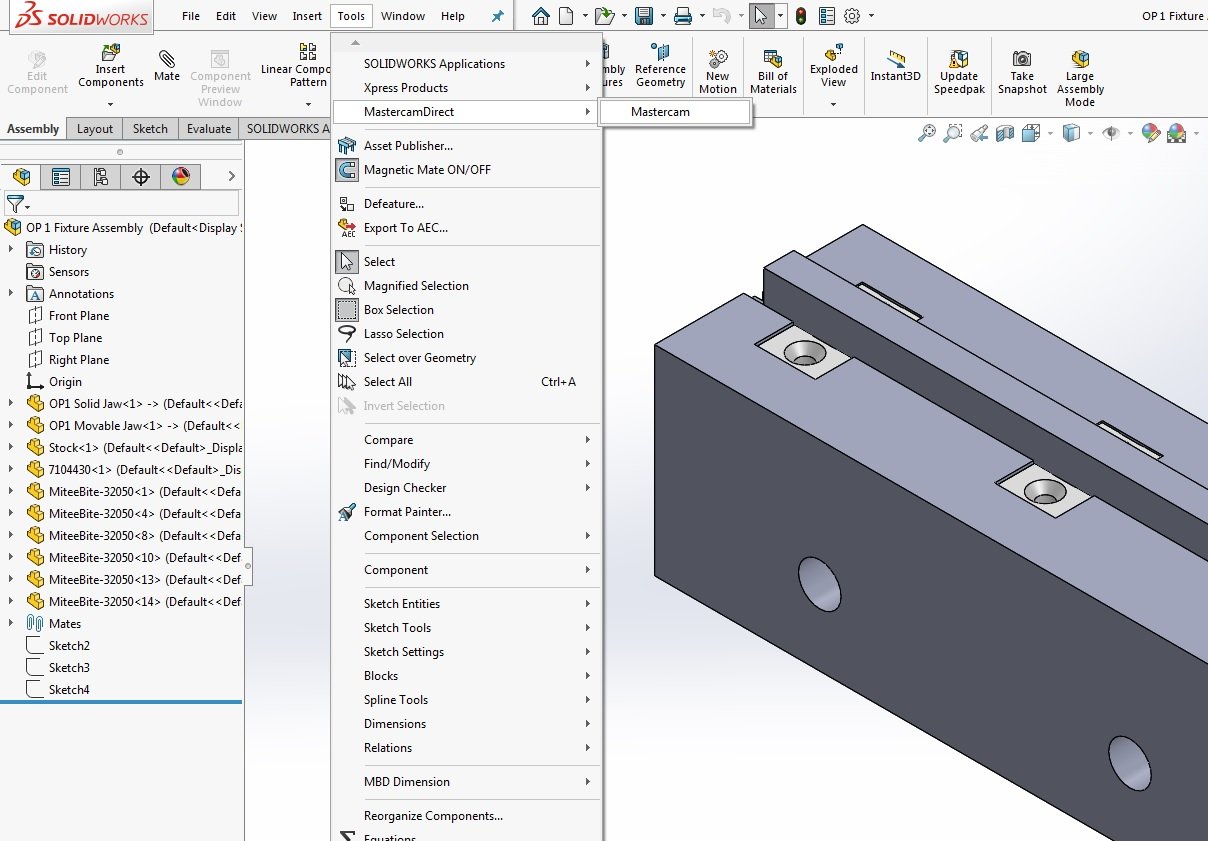
It's in Solidworks.
-
Try using the Mastercam Direct tool.
-
I would try reducing spindle speed & feed until you get the harmonics out of the cut. I used to thread mill a lot of 6-32's in 316ss and the mfg speeds were unusable. I'd always bring the SFM way down until it was a nice sounding cut. Probably will require 3-4 stepovers.
-
Yeah just the confusion I guess. Anyone that's only dealt with mazatrol might be confused.
Although a good machinist should be able to adapt without much of a hiccup. I mostly program with IPT in mind on mills.
I started at a shop where they used all mazatrol conversational programming and it took a while to get a grasp on them. Coming from a background of exclusively ISO(EIA lol) programming made the switch weird.
-
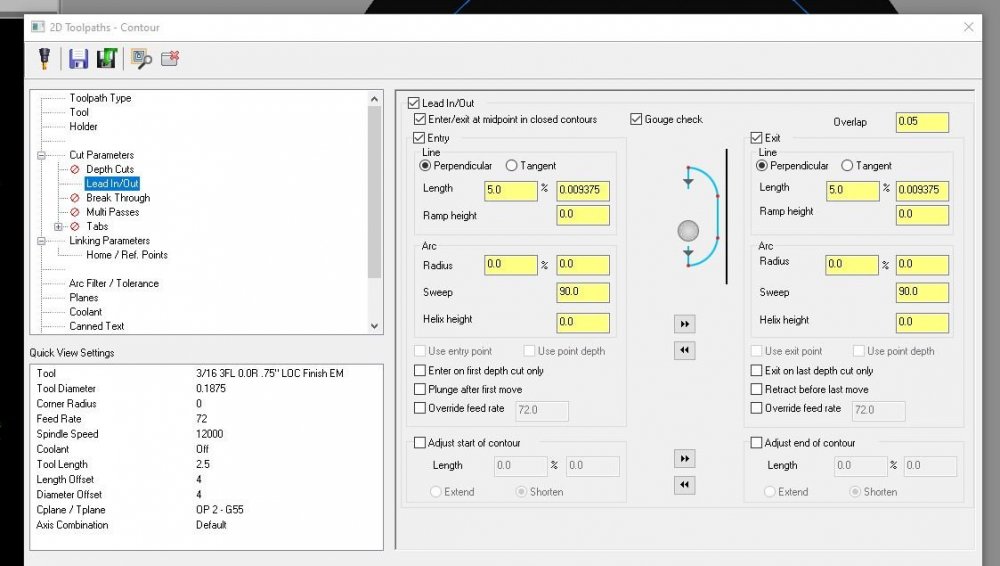
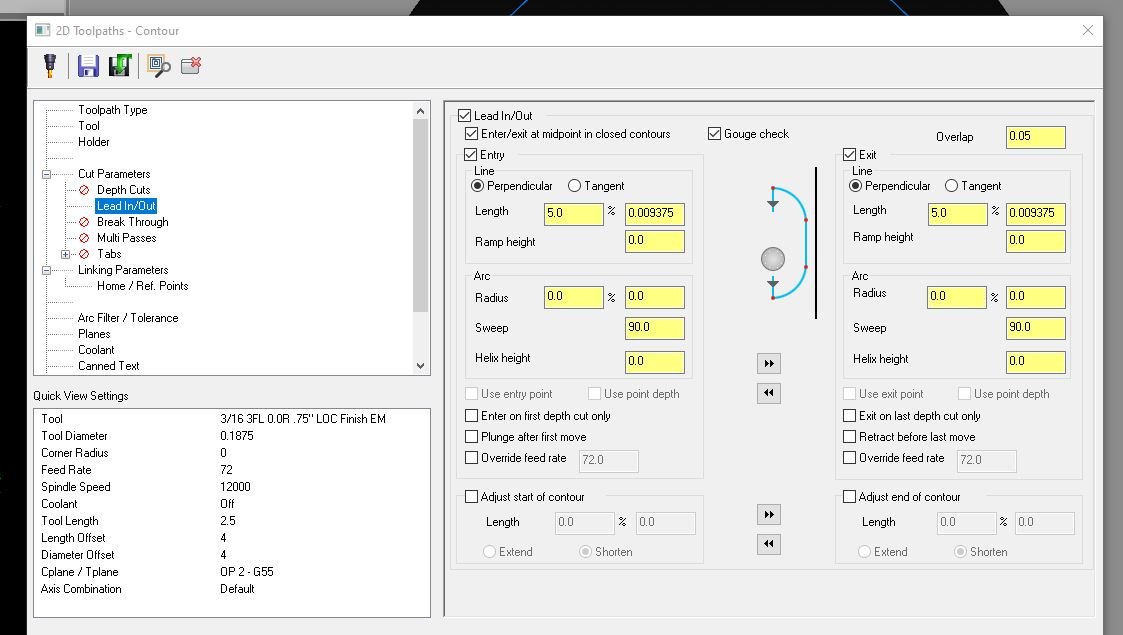
.... G00 G17 G90 G55 X.9308 Y.9104 S12000 M03 G43 H4 Z1. Z.0138 G94 G01 Z-.0862 F25. G41 D4 X.9401 F72. X.9382 Y.9472 Z-.0867 X.9322 Y.9835 Z-.0871 X.9224 Y1.0189 Z-.0875 X.9087 Y1.0531 Z-.0879 ....This is how I set up my ramps with comp
-
 1
1
-
-
I used to re run the chamfer at the same depth to clean the lead in up, and interpolate the minor at the same diameter as before to clean burrs up there as well. Adds cycle time, but not much.
-
9 minutes ago, JoshC said:
i think he was just mentioning that your formula of this 1/(.8/25.4) to convert a metric pitch into threads per inch can be simplified with this formula 1/.8mm
since .8mm in mastercam is the same as .8/25.4
Fair point didn't know thats what he meant.
You still need to use parenthesis around the .8mm though. At least in MC2020
So 1/(.8mm)
-
33 minutes ago, gcode said:
or type .8mm and let Mastecam do the work
But .8 is not TPI...
And if you tick the metric box you have to define all the other parts of the tool in metric.
-
In the TPI dialogue box i'll type for example with an M5 x 0.8 tap...
1/(.8/25.4) and hit enter. It'll calculate it for you and it should now have the converted threads per inch. Just make sure you use the parenthesis. Double check to make sure you did it right until you build confidence in the method.
-
2 hours ago, jeff said:
Rotate your picture 90 deg CCW so he can understand what it is.
/s

-
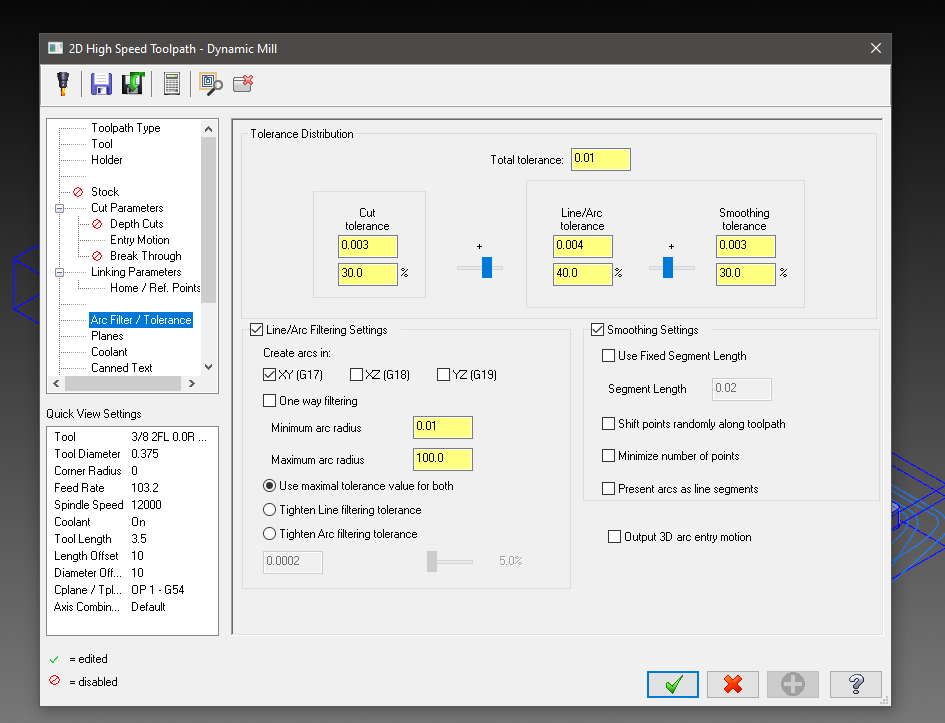
Try giving it a bit of filtering and see if it resolves the broken arc.
This is from just a regular dynamic mill but the same settings should be fine.
-
-
On 1/14/2020 at 6:00 PM, content creator said:
If you are having issues with chatter due to vibration you may be better off using a smaller tool and/or reducing your rpm.
Try this. I cut something the other day that had a .03 thickness and I used a 1/4" square endmill and lowered the SFM down a lot. Low as in 100-150 SFM.
-
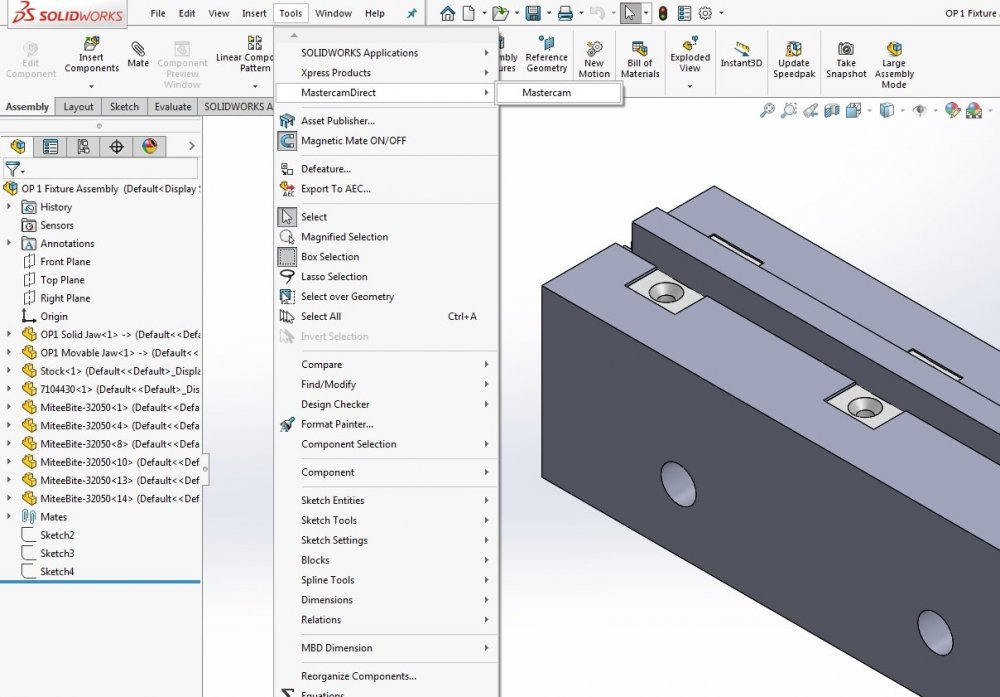
In solidworks use the mastercam direct addon
-
Did you try creating the plane at the angle, creating the slot geometry, then projecting it onto the surface, then extruded cut?
-
1
-
-
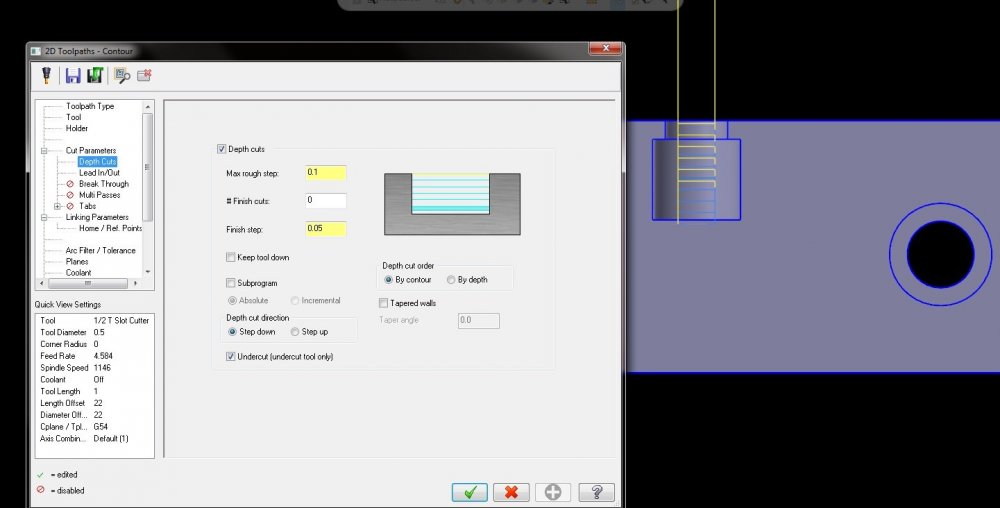
I'm just going to have to break it up. I don't think MC is capable of doing it unfortunately. In another CAM package I've used, you can do something like this and define stepdown (effectively), wall stock to leave, floor stock to leave, and ceiling stock to leave, and add a finish pass within the same dialog box.
-
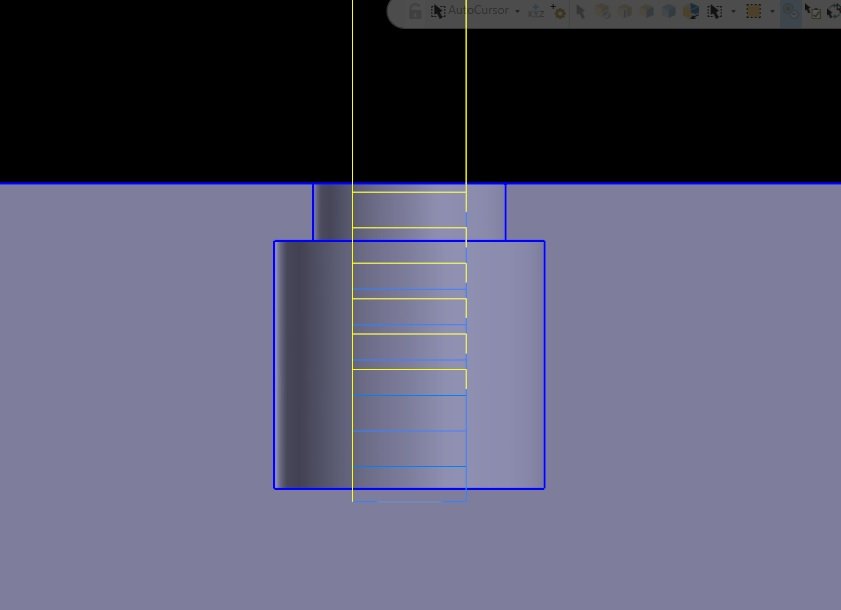
It only appears to work well if the depth of the undercut feature is evenly divisible by your stepdown. That's usually not the case for anything I deal with.
After some more fiddling still nothing that seems to get it to respect the lower shelf.
-
Just attatched the MC file.
-
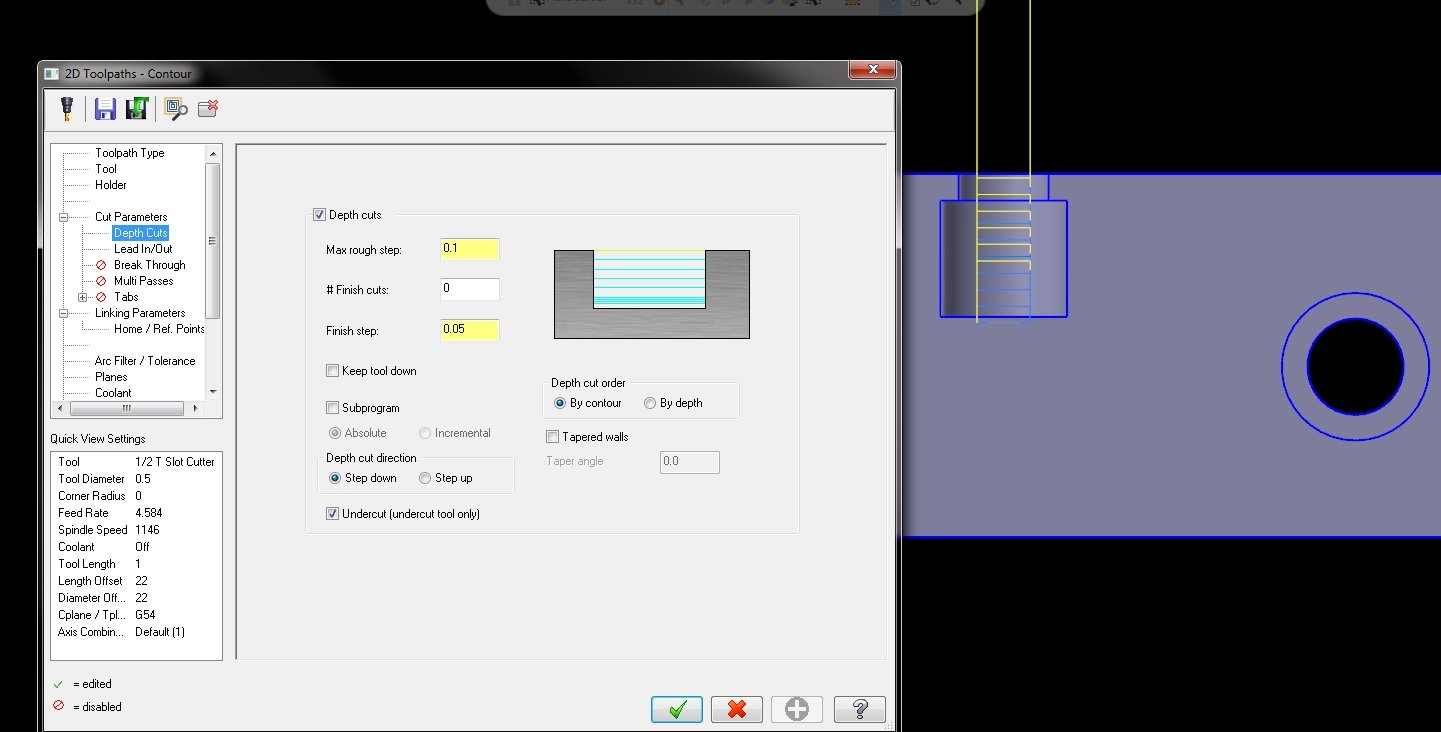
Quick question
Does anyone know of a way to get around this. It doesn't seem to work properly. Every time i've tried to undercut something, MC will not respect the lower level of the cut. It always wants to over cut it. You can play around with the stepdown and get it close sometimes, but I can't imagine why it doesn't work as intended. I've used other CAM packages where undercutting was a breeze. Not sure if i'm missing something here or what.
I undercut jaws semi frequently so it would be nice to figure this out.
Thanks for any input.
-
Sorry, I meant to update the topic. I got it work nicely; within MC and on the machine.
Note: the walls of the feature are actually straight cut, not needing a SWARF strategy.
Here is what I came up with.
-
Email Renishaw and ask them for a programming manual for your TLO. That should give you a good start.
-
NPT Threadmills are nice because it will cut the taper for you. I always measure the gage for the thread to give me a rough idea of the diameter size I need to interpolate. I also measure the threadmill diameter on an optical comparator @ the depth ill be dropping the threadmill into the hole. Usually this will get me within .005 of where I need to be for the flat on the gage to land right. Then I just walk it in using cutter comp.
-
1
-
1
-
When Merging Solidworks Parts, no Entities Appear
in Industrial Forum
Posted
I may be wrong but for myself in the past if the SW was from a newer version year than the MC year it would do this. You can just save as a step file and import to MC. Works for parts and assemblies. Or you might try the Mastercam Direct addon tool in SW if its available.