





alexlikesyou
-
Posts
25 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by alexlikesyou
-
-
the "sgcode" string variable is defined by default in a table.
Example from the IKE post
# Motion G-code selection sgrap : "G00" #Rapid sglin : "G01" #Linear feed sgcw : "G02" #Circular interpolation CW sgccw : "G03" #Circular interpolation CCW sgdwell : "G04" #Dwell sgcode : "" fstrsel sgrap gcode$ sgcode 5 -1example from MPMASTER
# Motion G code selection sg00 : "G00" #Rapid sg01 : "G01" #Linear feed sg02 : "G02" #Circular interpolation CW sg03 : "G03" #Circular interpolation CCW sg04 : "G04" #Dwell sgcode : "" #Target for stringI think the issue really just stems from somehow it's looking at the NCI 1011 field number which is for misc reals and loading that into the string instead of a gcode value it would understand (0-4 for G00-G04).
-
So I've been trying to get tool inspection point working. It seems regardless of what post I start out with (MPMASTER, MPFAN, or the new IKE) if put any value besides 0 in mi8 it will give some form of this error (this one is specifically from the IKE) depending on which post:
21 Aug 2023 08:25:51 AM - RUN TIME -PST(4067,4067)- The value of the string select selection variable is out of range:1011This seems to point to the "sgcode" string every time regardless of what post is used. I just can't seem to track down where this could be happening to try to resolve it.
edit: accidentally posted this in the wrong area.
-
the biggest downside is the time you'll spend playing operator whisperer trying to convince them everything will be okay.
-
 3
3
-
-
Tangentially related to this topic--
My actual educational background is 3D Animation and Visual Effects. Weird string of events and I end up in this trade. Story for another day. One of the advantages of that sort of work is you can easily push all your processing and rendering to a farm. Obviously this is a bit more useful for programs like Max and Maya since a complex render can take anywhere from hours to literal days. Having 500 computers each rendering a single frame each is really the only way you can get some stuff done before the heat death of the universe.
Can you accomplish something like with mastercam on an obviously smaller scale? It would be great to just have a couple of rack mount stations you could just push stuff to that would each process a tool path with. Seems like you could maybe accomplish something like this with Batch but a lot less intuitively/conveniently. The need for something like this is probably pretty low since not many people are constantly regenerating like 100 operations at once. So I can see why you wouldn't spend the resources developing it. There's a lot of parts I do that are close enough to others that I do a lot of importing operations and rechaining/reselecting and I'm pretty much done.
I guess I am just aware of how much of my life I've spent watching a render/processing bar. lol
-
So after the suggestions here I ended up changing my approach on this part I'm working on now. While a bit time consuming, I made a solids to use instead of generating stock models for the in process roughing. I broke up my initial roughing passes a little more and opened up tolerances by quite a bit until I was starting to get collisions then backed it off. Massive improvement. Those particular toolpaths regen times got cut in half.
I still put in a request for a desktop, so they're going to have me get together with IT so I can get away from working from my laptop all the time.
I've been lurking these forums since like 2015 and i pick up something just about everyday that makes me a better programmer. I really appreciate all the help and advice you guys give.-
 5
5
-
-
7 minutes ago, Aaron Eberhard said:
Yeah, understood.. . Perhaps a desktop with a good remote control program would work better? Get a Microsoft Surface to carry around for remote desktop?
These are the two products I grabbed:
KLIM Cooling Pad - https://www.amazon.com/dp/B01MRWE5AX
KLIM Air Vacuum - https://www.amazon.com/dp/B01G3G3C7M
Definitely going to pick up one of these air vacuums.
Luckily they are very supportive of my work here so if I need something they'll usually have no issue spending the money. Total opposite of my previous shop! I'm still mentally in that penny pinching place. I'm probably going to put in a request for a desktop. Everyone else around here uses surfaces. So there's probably a few lying around. I think I might try the remote desktop route for when I'm on site. -
3 minutes ago, Aaron Eberhard said:
Hard agree on this one.. I was just talking to Ron about this the other day because I really suffered from it when we were doing a screen share when I had a few large programs open as well as some regeneration.
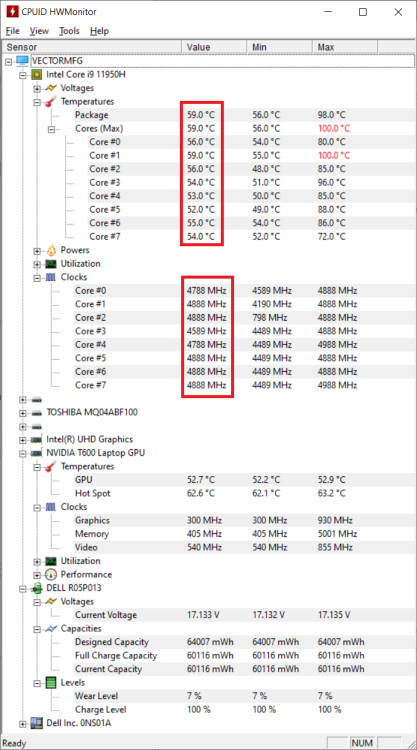
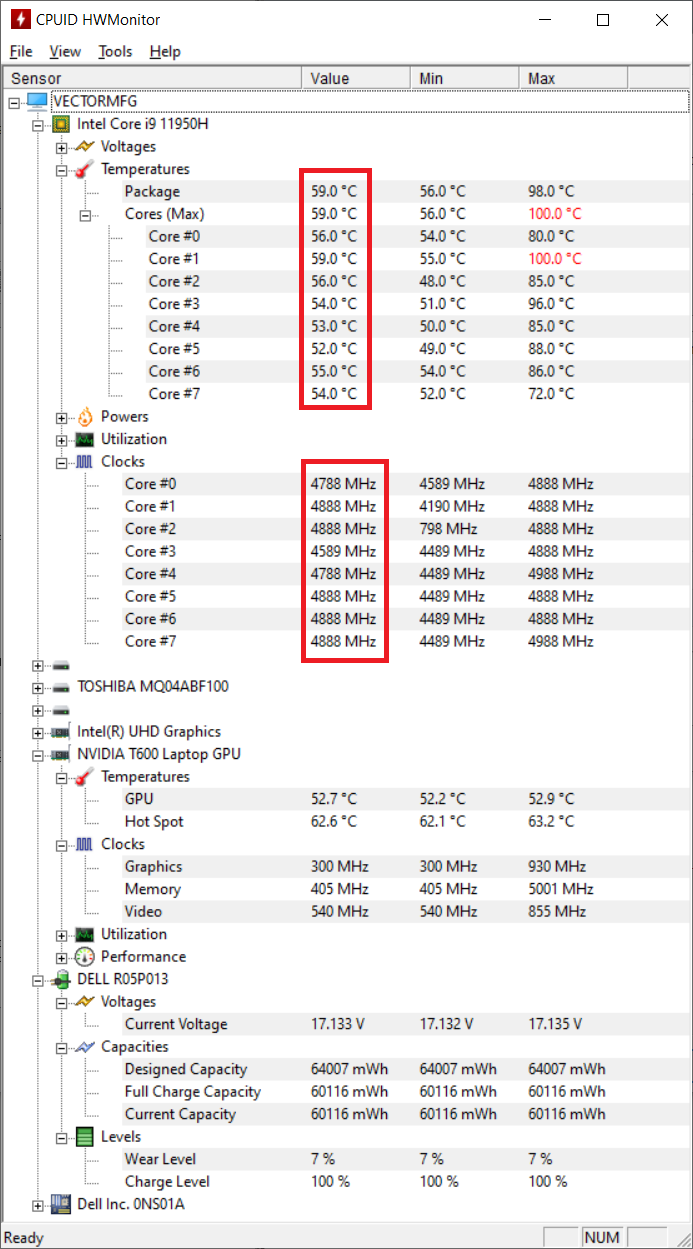
The biggest problem with laptops is thermal management. When things get too hot, it'll start pulling clock speed from the CPU & GPU to reduce the heat being generated. I use a program called "HWMonitor" to keep tabs on what I'm seeing. On an out-of-the-box i7 or i9 processor, you go into thermal overload mode when you're exceeding 100°C for ~5-10s or so.
Unfortunately I do travel for work sometimes, so a laptop fits my bill the best. What I did after seeing what was going on was to put my laptop on a cooling pad and at Ron's suggestion I got a KLIM "air vacuum" from Amazon. Since then, my clock speed hasn't been pulled when it was really crunching.
Here's what you want to pay attention to:
EDIT: Apparently we can't embed pictures anymore.. see attachment.
A couple of notes:* If you're idle, it'll start pulling down clock speeds because it's not needed.
* Don't be surprised to see the temperature spike to 100° immediately, then start to cool down a bit. Heat has "thermal mass" and it takes a bit to propagate from the processor core > casing > heatsink > air. It's only a problem if the fans & heat pipes can't get it under control after a bit.
----------------------------------
Otherwise, remember to use realistic stock tolerances and such, no need to create a stock model @ .001" accuracy if you're leaving .2" on the walls. Loose that way up. Same goes for toolpaths and collision control tolerances. If you're doing tilt-away collision control with .1" avoidance on your holder, then doing a .010-.020" tolerance on your part is fine. Unless there's a specific reason, I generally recommend avoidance tolerances @ 25% of the avoidance amount.
If you can, break your collision control into logical chunks (they're processed sequentially), so, for example, if you need two of them (say, tilt away to avoid the holder and retract along tool axis to avoid gouging the tip), do the first one without processing the flutes, uncheck "machining geometry" and only choose "Avoidance geometry". You can reselect all the surfaces (even if they were your cut surfaces) but now they'll be a lot more course @ .020" tol instead of your original model @ .001" (or whatever). After that, then just have the flutes only on the retract along tool axis.
Thermal throttling is definitely the biggest issue with the laptop. The convenience of being able to undock it and wander over to the engineering building or to some place on the floor (the shop here is massive. like a 5+ minute walk to some machines from my office) which makes having a laptop nice. The Xeon in it overclocks to 4.8 ghz but it can't hold that for a long time under full load. It turns into the surface of the sun. My rig at home, which I have watercooled, processes things much faster even at a slightly lower clock speed just because it can maintain it.
-
7 minutes ago, crazy^millman said:
Look to Axis Sub for some of the toolpaths verses the Multiaxis toolpaths. 1/10-1/100 processing time and yes even on variable pitch screws you can make them work.
I recently got them to invest in Vericut (still getting used to using it) so I might revisit using axis sub where I can. Before I just kind felt like I was flying blind because I didn't have a way to verify it after offsetting it. Something I really don't want to do on a piece of stock worth a quarter million dollars. Now I can probably get away with confidently using it more now that you mention it.
15 minutes ago, crazy^millman said:Think about working with Solid Models of stock for what you are doing verses Stock Models. If you are roughing to +.25 then make a solid of the screw like that and then use that for a starting stock verses a processed stock models. This is where I will use my resources and et an engineer to model up process models to use for the manufacturing process. They can model up the original one they can model up operational models to speed up your programming efforts. IF not in your hours of crunching time you can work on making up your own. Model Prep might not give you what you need, so don't for get about surfaces and turning them sheet solid that can be thicken for the amount of stock for each place in the machining that you are leaving the stock at. The other advantage will be they can also be used for Vericut and will speed up the work over there as well.
Definitely agree/noticed solid models when used as a stock model generate significantly faster than an STL. The engineers we have here are not that great at modeling so these more complex things usually fall into my lap. Lots of "it looks good on a print but the topology is totally unusable to drive toolpaths" sort of problems. Circling back to my "i guess I need another workstation" issue. I'm just kind of hitting the acceptance stage that there's no way around this. Yesterday my laptop went about nuclear when trying to adjust a model in solidworks to get the sizing I needed while regenerating a toolpath and fried a couple components so I'm trying to get away from trying to multi-task on a single workstation now.
-
1
-
-
For most of my programming career a "big" part for me was like a 16 inch block. Now at my new job that would be considered tiny. A good portion of what I'm working on now are fairly complex feed screws that are 15 to 24+ inches in diameter and 300+ inches long. The biggest hurdle I'm running into is literally how long it takes to process some toolpaths. If I need to adjust a lead in or something it'll take like 2+ hours to regen a single path if it is looking at stock model. You multiply this by the 20+ paths I need to regenerate on some parts and I do like 5 minutes of work to like an entire day of generating toolpaths. Also, mastercam's little quirks and bugs that used to happen rarely seem to happen constantly on large parts.
This is basically the workflow I've been trying and I'm just wondering if there's some better ideas on how to handle this sort of thing--
-Get the Mastercam and Vericut projects set up
-Chop up the model into smaller sections
-Block out (I don't know if there's a better term for this) the toolpaths by turning my tolerances up and not using any stock models so toolpath regen times are reasonable
-Don't even bother wasting my time to verify most operations in mastercam and just use vericut because the tool constantly just flies through the part when the tool plane changes. Tried fixing this by adding multi-axis link to a bunch of things but it still sends the tool "home" when using verify but doesn't do it for backplot nor does it post this way. If mastercam's verify does decide to work fine it will start giving me unexpected errors.
-Save out STL's to cut down on having to constantly regenerate a stock model if what I'm changing doesn't really change where there's going to be stock.
-Regularly run repair file as Unified Multi-Axis will start throwing errors anytime I try to use it or open a path's parameters if I'm working on a part for a while and this seems to fix it for a while.
-By this time if I'm mostly happy with what I'm seeing I start using stock models to trim down the paths. Sometimes I can create simplified geometry for a stock model and this reduces calculation time but sometimes its just not all that easy as most things are wrapped around a helix. Toolpath regen times start to really jump.
-Try to avoid rotary advance when I can but ultimately end up using it most of the time for roughing because my use case is pretty much exactly what it's for (offset continuous milling). Lament the 1 to 3+ hour regen times per path. Feel joy when it only takes 35 minutes.
I'm seriously considering requesting a second workstation and using it to batch process so I could at least do some work while it's processing rather than stare at the multi-thread manager all day. -
About a year ago I was hired at my new company to replace their programmer who was retiring. He was a bit of a packrat so when I was cleaning out his (now my) office it was like opening a time capsule of Mastercam/general CNC related stuff. I started using mastercam at like X7 so seeing manuals and stuff for the versions nearly as old as I am was pretty wild.
-
4
-
-
20 hours ago, cncappsjames said:
As a US Tax payer I give you permission to appropriately option your machine. The time you spend fiddlefarting around instead will be paid for in short order.

The memory in your FANUC control is not the same as the memory in your PC. We've had this this discussion here several times at least ad nauseum. Your FANUC control is designed to operate without fail for decades. The iron may be another story. FANUC takes it's MTBF numbers VERY stats seriously. It's more reliable than server memory. It is also an SRAM type of memory whereas your computer is DRAM. The SRAM is the cache memory on your CPU, and your CPU's MAX memory is 16MB. I don't hear anyone complaining about the cost of a CPU chip with 16MB of cache.

I started working in a shop that uses all FANUC controls and coming from a shop that used nothing but HAAS. I was curious as to why the memory was so limited on these machines and this makes a lot of sense. Learn something new everyday here.
-
2
-
-
We've got this gearcutter with a fanuc control on it. Previously they programmed this thing in a really old version of Surfcam and I'm trying to get it set up properly in Mastercam. The cutter used is a saw/slotting tool but I program it like a ball mill in the morph toolpath so I can keep the tool at X0. The issue I'm having with this is I need to offset the Z output for the cutter. I've been going into cimco afterwards and just adding the length I need (in this specific case 4.0 inches) to get the output I actually need but it would be great if I could just skip this step.
I've set up in MPMASTER a prompt when I post to ask how much to offset and now I just need to know if there's an easy way to add this to my Z out.
-
I'll use 2D dynamic with transform rectangle with sort point to point when doing CBs like this. Assuming they're the same size.
-
I have the Corsair K70 at home. I love it. Smooth action. Really sensitive keys. Almost too sensitive at times. I constantly accidentally press keys just by resting my fingers on whatever keys I just pressed. Very satisfying clicking though.
Then I come to work and use the generic dell one I've got and it feels really weird.
I don't think there's much difference between the K70 and the Strafe outside of backlighting.
-
-
I use transform all the time. Most of the things I make have a feature that repeats 4 to 6 times so it cuts down on the clicking. Though I always forget the specific settings when I'm using it to index the rotary and I end up with an unneeded amount of offsets. Laziest way to mill wrench flats.
A few months back I tried tying it to a G68/G69 macro for non-rotary work but couldn't get it to post the correct parameters.
-
The issue with the tool manager crashing I'm pretty sure is a known issue that's supposed to be fixed in the next update. Happens to myself and my co-worker fairly often so you're not alone there.
-
Milling prefers dry, especially hard so you don't shock the tool. I don't know how big your parts are but if you can swing an inserted high feedmill like this: Iscar FF EWXD0.62-2-1.5W0.62-04 you will be amazed how fast it will run and for how long.
I figured I was correct about running dry. Going to try to convince them to let me try to right up an airblast. As for the part size, most of the time I'm cutting .25" to 1.75" slots with full radii at the bottom. I've been seeing some luck with some millstar ball mills with HSN inserts but the downside is these are about 6x long so feed rate suffers a lot. Going to try to at the very least get them to invest in some stubbier versions. So I had been trying to go in with .1875" to .375" EM to take out the bulk of the material and only use the ball mills to rough out the radii at the bottom to make up some time.
You have the potential to be very valuable to your shop if you can step up their game a little and you are on the right track by asking questions here
.gif)
I believe the unofficial shop motto here is, to quote the great Garth Algar, "We fear change."

Thanks for what feedback I've gotten so far, guys. I really appreciate it.
-
Hey there everyone. Been lurking around here for quite some time and have learned quite a bit. I've only been programming/machining for a little under 2 years so this place has been a wealth of information and perspective.
So, to bore you guys with some details I'm kind of in a unique situation where I've learned this trade from coming from being a 3D animator. Kind of weird I realize as pretty much every one comes from being a machinist first before migrating to the programming aspects. I'd like to add that I've learned what I have so far in the trade by cutting a line of products my shop makes which are all made of tool steels and HSS. So, it's been kind of an unforgiving learning process and I'm a little stuck on what to do about certain situations that I'm hoping some of you can help with and this will probably be a little long. So sorry and thanks for reading my wall of text.
Some pretenses--
I cut mainly metals like CPM 9V, M4, 4150HT, H13, and recently Z-Max. I'm milling on early 2000's Haas VF2 and VF4, and turning on predominantly a similar year ST20 and an SL30.
The main issues I'm having here are mostly in the tool wear department.
For turning the biggest issue I'm having is cutting off. We're a job shop so it's kind of a "you have to use what you've got" sort of situation which doesn't help the issue as we're using sort of random/generic inserts with random geometry and no matter what parameters I use we are changing inserts on our cut off tool after every part or every other part. I'm only cutting off something with a wall thickness of on the high side of .5". I feel like this is absurd. What sort of tool life should I be getting here? I've tried speeds from 150-300 SFM and .002 to .004. I've tried pecking, I've tried feeding it straight through. Nothing really seems to be helping.
As for milling making an end mill last in these materials is even worse. Generally I'm cutting 4 to 6 flutes on a turned piece in a dividing head starting out by opti-roughing generally doing an 8-10% step over and 1.5xDIA DOC and I'll be lucky if an endmill survives 10-15 minutes of cutting. Sometimes the cut sounds good sometimes it just sounds incredibly rough. I mean these Haas can barely take a 30% WOC .05 deep in 1018 with a insert cutter without screaming so I'm sort of at a loss here. I use HSMAdvisor for my feeds and speeds and try to dial in the parameters as closely as possible there but I'm still having massive issues.
Would it be best to run this type of toolpath dry or with air blast? A while back I had managed to get a TiALN coated EM to make it through 17 parts feeding at like 2x the normal feed rate I do by running it dry through the roughing cycle. However, I have guys who have been machining for 20-40 years here telling me I will end up work hardening these if I cut them dry. This seems to be contradictory to my research and that single event/test. With the complete lack of repeatability I seem to be getting (partially due to the fact that every week I'm having to cut with some random end mill with a random coating and random geometry because that's what was on sale) I'm just lost on what direction to go.
Also, we only use/have side lock holders. I'm wondering if a milling chuck would be a better fit for this type of tool path? Would that provide some extra rigidity increase tool life?
I feel like I'm trying to cut a rock with random pieces of cheese over here and catching flak for using up all the cheese.
Anyway, thanks for reading my wall of text and I really appreciate any help you guys can provide.
-
We have 2 seats here where I work and we both get crashes very often-- at least once an hour. We get crashes doing different things though. I get crashes opening up verify very often while my co-worker crashes immediately if he has to bring up the create/edit tool window more than once per session.
-
I've had this with 3 files since 2017 and exactly zero w/ X8/X9. Only in lathe though.
-
Are you peck drilling a hole? If so there's a bug with it logged as R-07871 and it will generate indefinitely.
-
I had that problem in X8; I think X9 fixed it.
I'm running the 2017 Beta that was released earlier this week.
-
This is my first post here after lurking for a while but I've had this same issue with stock models.
40ish ops with 5 or 6 stock models and they generate in no time. As soon as I select a pecked hole to add to the stock model it will hang. If I switch it to drill/counterbore so it goes straight through the stock model will generate just fine. I started to regen a stock model for a rest rough before lunch. It went on for nearly an hour before I had to end task to try to get something done.
I've had to resort to switching to drill/counterbore then locking the ops after it generates then switching it back.
Vericut Force Optimization
in Industrial Forum
Posted
We have Force and it actually works really well but there is quite a bit of dialing in. Ball mills require the most tweaking from my experience so far. Trying to balance all the settings so you don't hit light speed as it approaches the tip or drop to 1 ipm can be tricky depending on your application. On some of the big screws i've used it on it drives hours out of machining time. On the last big Inconel screw I used it on that translated to eliminating an entire shift.
The charts and all the information they provide are very useful too. I'm a sucker for a good chart.