WOODS7
-
Posts
9 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by WOODS7
-
Thank you Roger! I tried that and still no bueno.
-
Jay, I likes! Will use some of the ideas on the one we are building. Thank you!
-
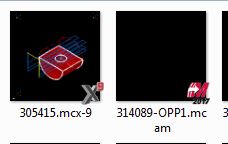
Is anyone having trouble or know how to fix a problem I am having with my parts icons in Mastercam 2017? I have attached a picture so you can see what I am talking about. In the picture you can see when I save my part file in Mastercam X9 I get a good visual of what my part is which helps when I am going through my files looking for a part. To the right of it you can see the Mastercam 2017 file and it is just a black screen. (I would like to point out that I do have my screen that I create in set to black.) Is there something I need to do to get it to show my part? I didn't have to change anything in X9 and it worked perfect so now I am left just scratching my head.. Any input would be appreciated.. Thank you!

-
 Thank you for the feed back guys I will definitely take a look at both of the brands you suggested. Really like the fact that Maritool is made in the USA.
Thank you for the feed back guys I will definitely take a look at both of the brands you suggested. Really like the fact that Maritool is made in the USA. -
If a machine crashes in the middle of the shop and no one is around to hear it does it really make a sound?
-
Has anyone used or heard of Glacern Machine Tools? Looking at getting some more CAT40 holders for our mills and wondered if these are a quality tool holders. Also if anyone has another brand that they would recommend please chime in!
-
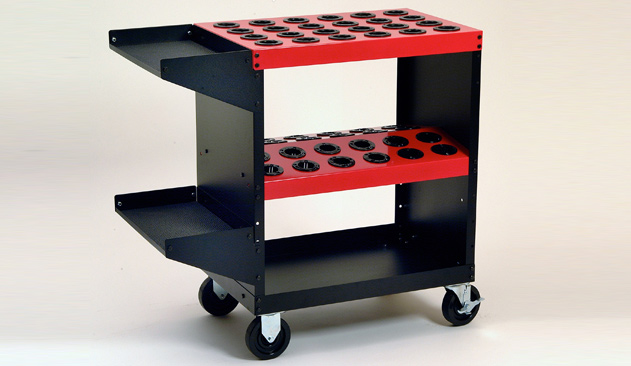
Okay, so here is the idea. I want to build the ultimate tool cart for my operators to have by their machines to cut down on running around getting things they need out of the cabinets and speed up our production. I have just started the brain storming process and would like to hear your ideas on what all to include on this build. I have attached some pics of ideas I would like to incorporate into the cart but I am open to suggestions. So far I am leaning towards having it mobile with a work station on top, Cat 40 holders, a set of drills, set of parallels, hammer holders, and some other tool storage. I am interested in hearing anything that has come in handy that you would see as beneficial at a workstations minus say a built in keg-a-rator . AND GO!!!!


-
Cutting a part hardened to Rc60 with Dynamic Milling (feedback welcomed)
WOODS7 replied to WOODS7's topic in Industrial Forum
Once again thank you for all the input on here. The project is finished and the only casualty was the end mill that was broke the first go around. We were able to cut the part with no problems with the following adjustments made. Macgyver'd up an air blast system to clear the chips. Used a shorter Kennametal (cxer0500nn4-f) endmill to remove all the material in the pocket down to the 3/4" depth. Used different feeds and speeds Inserted a plate jack In between the fixture and the table to reduce vibration. Below is the finished product.

-
Cutting a part hardened to Rc60 with Dynamic Milling (feedback welcomed)
WOODS7 replied to WOODS7's topic in Industrial Forum
Thank you everyone for your input! My Kenntametal reps contacted me this weekend and said they will be by the shop Monday morning to see what is going on. I will have to say the support we have received with this company has been very hands on and helpful. I will post the results to let you folks know what happens. Unfortunately I'm not sure how to respond to everyone's post on here where you can show the quote and then answer it. So I will do it this way instead: @ YoDoug - I have never used that but will definitely look it up and give it a try. @ Liegh @ Kodiak - It is just a VF3 but I am using the micro lifts to clear when it's back feeding. @ Bob W. - I am using a Solid tool holder and running coolant because our machine isn't set up for air blast and needed something to flush the chips out. @ Mathew - it is a long tool but reason being is the final cut on this will be a little deeper than 1.5". @ 5th-axis - Lots of helpful advise! My shop teacher told me on a facing project one time about removing one of the inserts to have an odd tooth count for better harmonics and it worked like a champ. This bit is what my Kenntametal reps suggested so trusted they would give me the best tool for the job. -
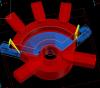
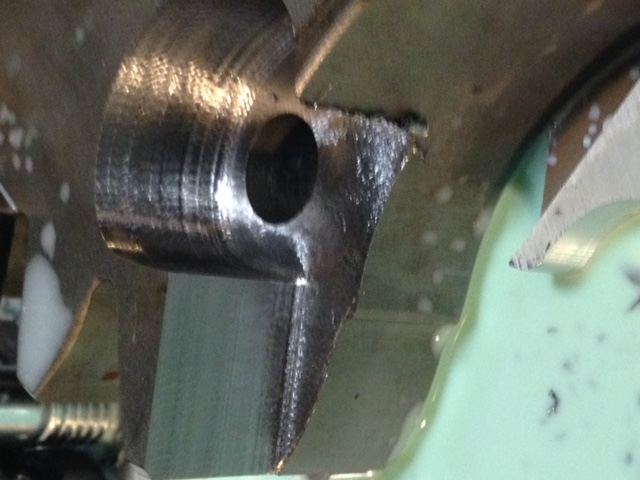
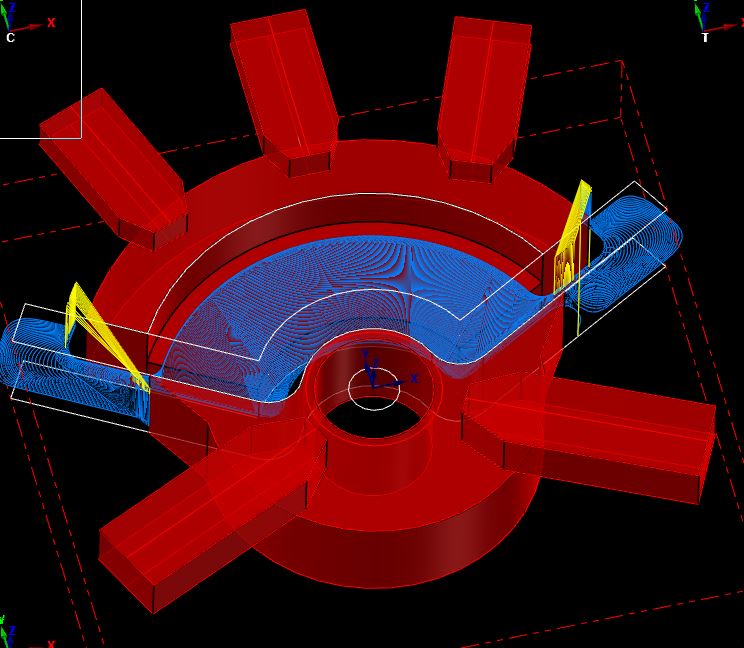
Hi folks! I am cutting a 3/4" deep pocket into a gear that I have been told is hardened to a hardness of Rc60 by one of our customers. I made my first attempt today and no bueno! Was wondering if anyone on here has had any experience with using the dynamic motion in Mastercam X9 and would care to share their thoughts on this? I have attached pictures of my fixture, how far I got into the part before the bit broke the tip, the broken bit and the tool path image. I will list below the machine, bit, feeds, speeds, ect, ect. What I am hoping to gain from this post is your thoughts on what went wrong and any suggestions if you have machined material this hard before. Any feedback is welcomed and thank you in advance for your help on this matter. MACHINE = HAAS VF3 PROGRAMED WITH = MASTERCAM X9 BIT USED = KENNAMETAL 1/2" ENDMILL 6 FLUTE (HPFDM500S6175) (ap) = .75 (fz) = .002 (Vc) = 250 (n) = 1910 (ae) = .015 MasterCam with the RCTF box checked set the (vf) to = 67