





denkizz
-
Posts
24 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by denkizz
-
-
i noticed in the post i am writing my tool # is too large. It will post with T1001, but not T1002 or larger. Does anyone know how to fix this?
-
I'm trying! it's taking all week. My reseller is a machine mfg. They are not my "local" reseller so i cant get the fragging post until someone finds my "local reseller" that i havent met. I pay the same person for my maintenance every year, but they can't send me the post? THIS SUCKS!!!!! The fragging post is laying on the shelf. it's an old system of Xilog Plus. SCM uses a different system now. I'm ready to buy. I have lost a week dragging around. I paid full price for the software three years ago. I am up on my maintenance!!! What's the problem. I emailed In-house-Solutions. Now i'm waiting.....SCM is barely any help....
-
Allan, Can you get me a quote? I have a two spindle SCM Router. Head 1 is five axis.
-
 1
1
-
-
This was the solution!
Chain Partial with the "wait" checkbox active
-
 1
1
-
-
just a line in the corners. I tried to offset .001, but too much trimming. We have around 200 variations of this profile.
Is there not a force tool down parameter or an add-on?
-
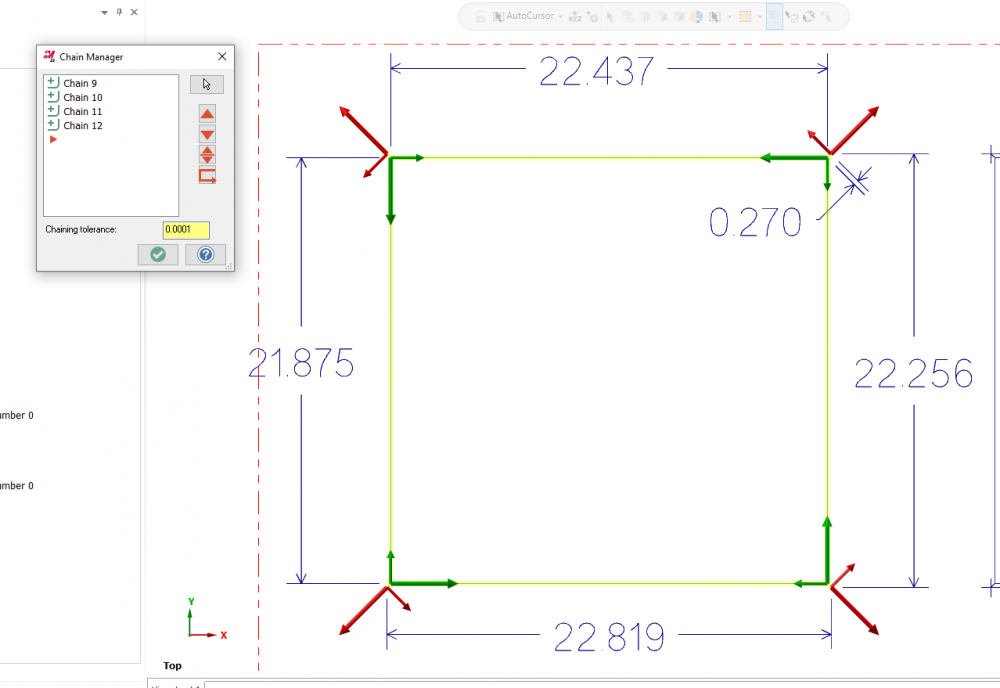
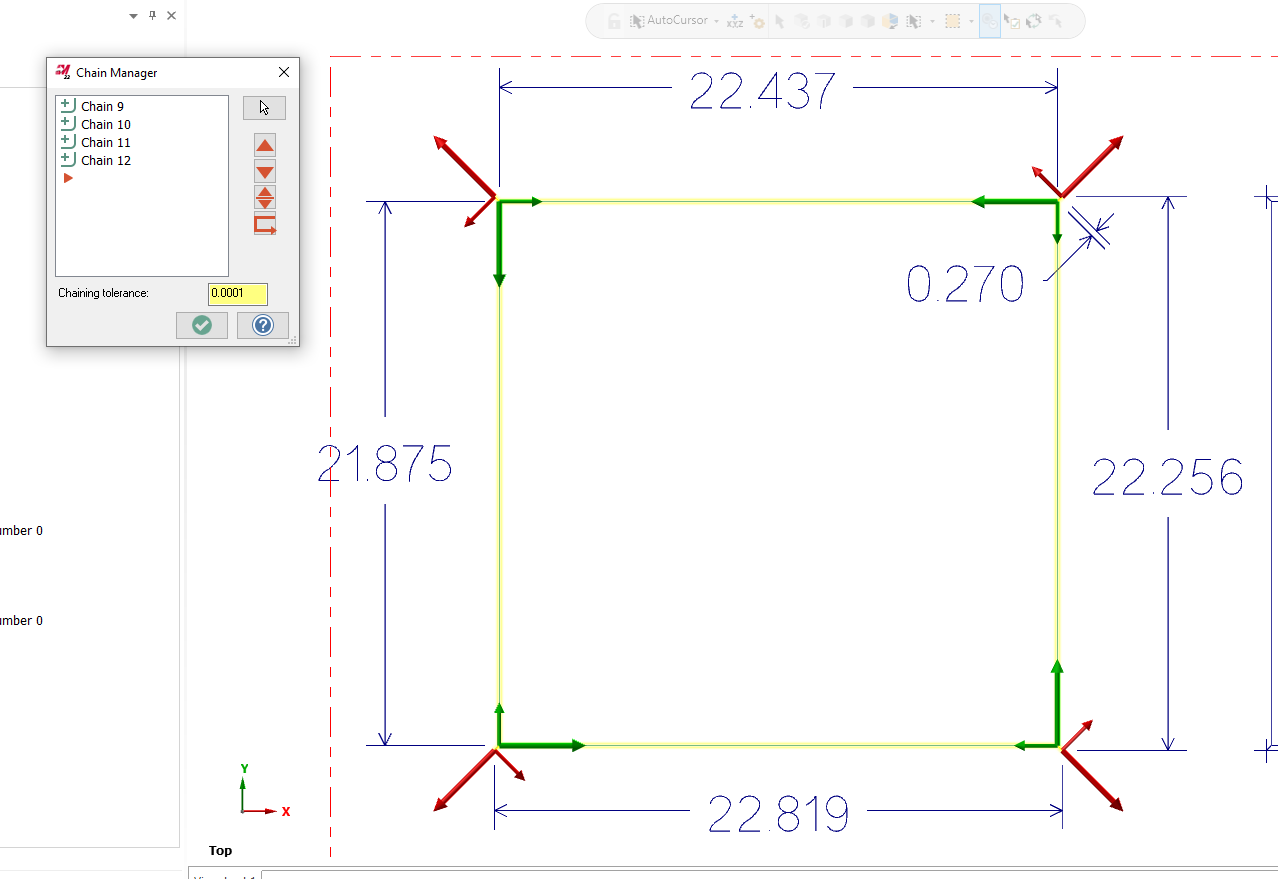
this is an inside profile to give clearance in the corners
-
The tool lifts in the corner. How do I get it to feed into the corner and feed back out without lifting?
I believe the older versions would back out without lifting.
-
Yeah. That's it. neat. Still don't understand completely, This gets me in the right direction. Thanks!
What I have now does work ok. i just have to match the number exactly. Your technique will be more of what i need.
The mR6 being upper and lowercase didn't matter, but yeah for the script it usually does matter. lowercase is better.
-
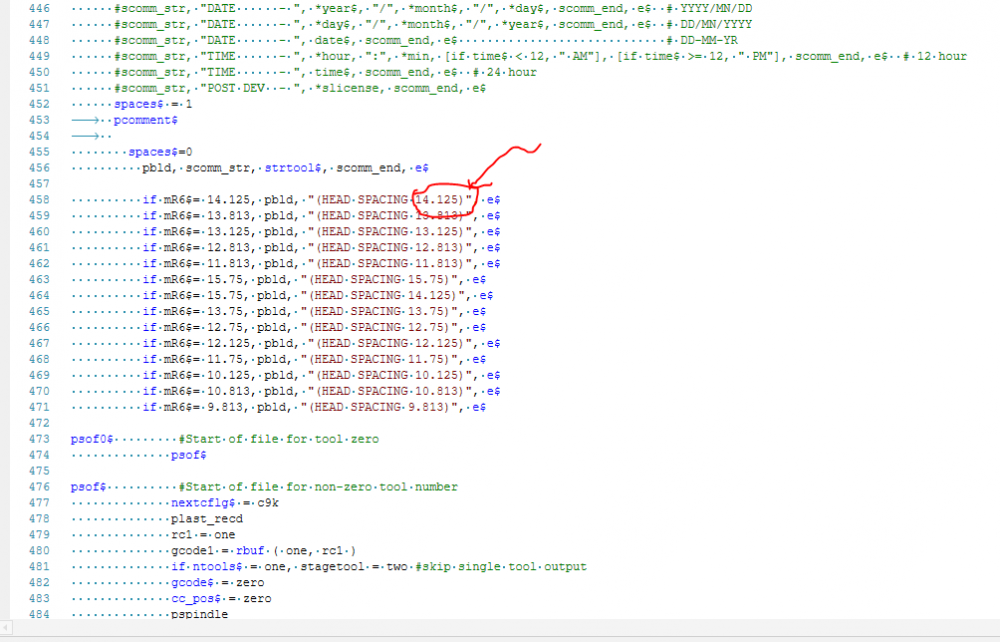
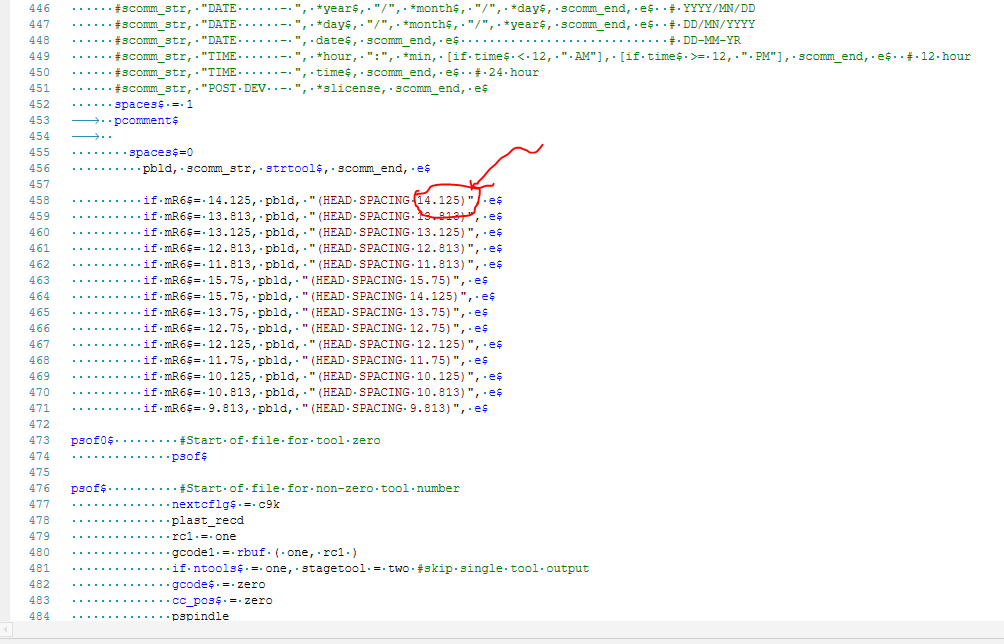
In my post I want it to post the number I put in the misc without having to manually go in and put all the possible numbers in the post. Like if I want it to post 13.002. I don't want to give a line in the post that reads if mR6$= 13.002, pbld, "(HEAD SPACING 13.002)", e$
How do I get to post the head spacing line without needing to type every possible number?
I want the 14.125 to vary in the post as i change numbers, but I also want it to say (HEAD SPACING )
if mR6$= 14.125, pbld, "(HEAD SPACING 14.125)", e$
if mR6$= 13.813, pbld, "(HEAD SPACING 13.813)", e$
if mR6$= 13.125, pbld, "(HEAD SPACING 13.125)", e$
if mR6$= 12.813, pbld, "(HEAD SPACING 12.813)", e$
if mR6$= 11.813, pbld, "(HEAD SPACING 11.813)", e$
if mR6$= 15.75, pbld, "(HEAD SPACING 15.75)", e$
if mR6$= 15.75, pbld, "(HEAD SPACING 14.125)", e$
if mR6$= 13.75, pbld, "(HEAD SPACING 13.75)", e$
if mR6$= 12.75, pbld, "(HEAD SPACING 12.75)", e$
if mR6$= 12.125, pbld, "(HEAD SPACING 12.125)", e$
if mR6$= 11.75, pbld, "(HEAD SPACING 11.75)", e$
if mR6$= 10.125, pbld, "(HEAD SPACING 10.125)", e$
if mR6$= 10.813, pbld, "(HEAD SPACING 10.813)", e$
-
Ok yall. I figured it out...well enough to make myself addicted!!! This is really fun when you kinda understand it. Hours of playing to get it perfect enough. I have simple stuff 3axis it's not too difficult. On to long lines of variables and formulas! I'm so excited.
Thanks for all the help.
I'm addicted
.gif ";)")
-
2
-
-
4 hours ago, neurosis said:
We've had customers for commercial parts come in and think that was pretty much how the process works. Upload a model to the machine. Machine makes part.
They couldn't figure out why we had NRE's factored in to the quote.
Been saying it for years. Just like the flying cars, just hasn't happened yet. With the 3D scanners and some of the new tech, I could see how it could get close though. Simple 2D profiling could be done with a scanned image. I haven't tried the FBM, but from what I've seen it's getting really good.
-
On 9/16/2020 at 8:05 PM, Bob W. said:
My sales guy always asks why we don't just hold the part/ print up to the monitor and hit CTRL-P and have the machine make it. Now THAT would be progress...
I've actually heard a Top-level Manager say that.
-
What is the Asterick for in these codes? I see it several places, but it doesnt seem to do anything. MP Doc doesnt really say what it does other than turn off something. Why not use # pg92_rtrn #XY home position return pbld, n$, *sg28ref, "X0", "Y0", e$
pgear2 #Find spindle gear and output gear = frange ( 1, speed ) *gear
-
How do I show multiple heads in the verify? I have a machine with four heads. I often program with two heads cutting a very large pocket. The other two heads duplicate. I would like to verify the heads raise and lower and see the stock left after the cuts. Is there a way to do this?
-
I use a laptop for most of my work on the road. When I am at home or my office I use a 32-inch monitor and my laptop. My problem is the screen aspect ratio messes up on the large monitor. The parameter edit windows are off the screen, and I have to "End Task" then change the display to the laptop monitor to find the missing window. Is there a driver or a fix to this problem? I have checked around and it seems to be a Windows 10 display issue.
-
I noticed you didn't get an answer. I've been trying to self educate myself on post-processor work AND DO MY JOB for over a year. I don't get paid to learn how to edit posts. I get in trouble IF I don't learn it quick enough!!! I work for a very large company that has a large variety of machines. I can't continue to ask for more $ because I can't edit a post! It's very difficult. It's ridiculous to spend so much money on software then not be able to modify it to your machine without paying more for someone else to do it. There is not much help. The Mastercam post-class is barely worth watching. Some of the members here have good videos and can help. Some resellers are not educated or do not have time to train you. It is very frustrating!!! Good Luck!!!
-
1
-
-
@crazy^millmanI don't think my reseller would know how to do that.
-
Thanks, Colin. I have watched your video series on youtube on post-editing. Very Good! Tons of information. I was a subscriber to your Eapprentice site several years back also. My background is machining, fixturing, plastic injection molding. I've been a Toolmaker for 25 years Manual and CNC, but my new job does only routers. The machine vendor that sells routers is also a Mastercam reseller. So we purchased the Router 3D package from the machine builder. There is so much to do in post programming it is overwhelming to get started. I think I am slowly getting it though. The reseller has his own work to do like building and selling machines not training me and editing posts. I like to learn things myself rather than rely on someone else anyway.
I have the MP Documentation, but it's not like the one in your video. Mastercam sent it to me. It's not called MP_Documentation it's mastercam2021-mp-reference. So much information to break down in a limited time. I'm old school where I edited posts in DOS.
-
2
-
-
My version of Mastercam is 3D Router. Is there a way to get the mill post files to convert to Router. Like converting the MPmaster mill post to a router post? I really need some help with simple post-editing and am having a hard time learning from videos. There is so much information. My Routers basically run with a HAAS heading, I need to add a few more codes to the heading and ending nothing complex, I just want to learn it myself. Why does Mastercam seem to keep post-editing a secret only for resellers? I spent plenty of $ on the software and I want to know how to use it properly.
-
1
-
-
I have the same problem. One of my machines y+ is north. the other y+ is south. I would like to edit the post for the different machines. Not edit the program for the different machines.
-
1
-
-
My reseller cant get it. He said it is a Cimco product
-
 1
1
-
-
Thanks yall. How to get Cimco Editor Pro? I have NCviewer. Its not as good as i would like
-
Is there a way to read programs back into Mastercam?
I have some old G-code programs from old machines. Most of the programs were written with a very old version of Mastercam or written by hand. I need to see what the path is so I can organize them.
How to run an old program in mastercam?
Post to metric
in Industrial Forum
Posted
Do you need to convert your cutters to metric as well? Or will it use the inch tools in the tool table to cut the metric numbers? I have a complete giant build with drawings and toolpaths. I need it all to convert over, not just the drawings.