





Piter69f
-
Posts
9 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Piter69f
-
Thanks a lot for all the information. This put me in to the right course. I think we are getting closer to fix our problem.
-
I checked the machine parameters and if understand it correctly #19700 - #19702 (Rotary Table) is my center X,Y,Z. The #19703 - #19705 (Table 1/2 offset) would be adjustment for the center X,Y,Z. ? Does that means if my fixture is 1.00 inch off, for example, on X axis from center then I put 1.00 in the Work Setting Error Correction, and the machine will calculate everything from center of table ( #19700-#19705) with correction of 1.00 on X? or I should just set my G54 as normal an that's all? Sorry for all the questions but it's hard to figure this things without proper explanation, and the manuals we got from NIIGATA doesn't even cover all this new G codes. I think I also found where is the error of .0074in. coming from. It looks like they set Z from table tilted 90degre instead of being at 0. I'll play with it whenever the machine is available Thanks again for your help.
-
Thank you a lot for clearing things out for me. This is really helpful. The error of .0074 is in inches so it is a lot. We are trying to get someone from NIIGATA to come here and re-check everything and set things right, but I want to make sure I understand how it works so I can test it on the spot. We struggle with this for about a year.
-
We got new NIIGATA HN-50E - horizontal milling with trunnion and we have a lot of issues. I start with understanding new G codes and functions. Please correct me if I'm wrong: G68.2 - TWP tilt work plane. It calculates XYZ and angles from pivot point. G54.2 - Dynamic offset. It will compensate for fixture error, or fixture being off center or having a sub plate. If I put difference between G54 (center of table) to fixture XYZ zero to F-OFFSET, does the machine do all the magic and calculation? If so should I combine G54.2 with G68.2? if not, that means I need my fixture in the center in order to use G68.2? G54.4 - WSEC Work Setting Error Compensation. It will compensate for misalignment between 4th and 5th axis??? Also can I combine it with G68.2 and/or G54.2? G43.4 - TCP Tool Center Point Control. For simultaneously machining. Can I use this code with G54.2 and/or G54.4? Now the biggest issue we have is misalignment between 4th and 5th axis. I understand nothing is perfect and we should put the "error" somewhere into the control but I'm not sure if the "WORK SET ER" G54.4 is for this or we should do it in machine parameters. Currently when we use g 68.2 and we spin the part 180degree we see error of .0074!! We already talk with Niigata USA, and they want us to add the error to our post which doesn't makes sense to me, or use Dynamic offset which also doesn't make sense. Personally I never heard about any misalignment in 5 axis machines, I know there was some but machine just worked fine. Any help and information in this topic much appreciated.
-
To be honest I never edited post, and I'm not sure which files I have to edit. However I have some background with basics of c++ and programming structure, so i feel comfortable of doing it as long as you could guide me to correct file. Thanks for the help
-
I appreciate your comment. I usually am the person who do what needs to be done, however CNC programming is my temporary/side job here and my main focus is process engineering. So for now I just making a list of thing to change or fix and doing it based on priority of current jobs, but sooner or later I'll address this topic. Thanks a lot for all the comments guys.
-
I just moved to a new place and they have posts for each machine but it seems like they don't care about the way the rotary table is moving. I was hoping for some easy solution/option in Mastercam to fix it. I never had this problem at my previous work. Anyway thanks for clearing things out for me.
-
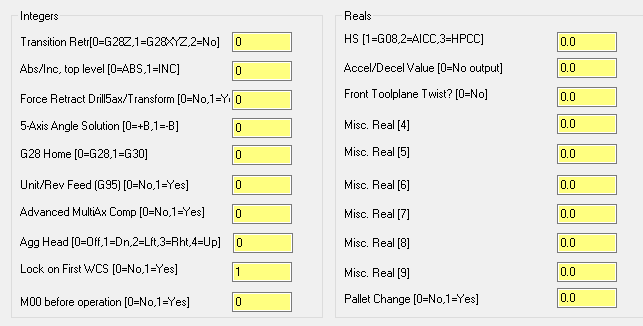
Hey sorry for late response, i though i have notification set to my post XD Machine is Niigata with Fanuc control, however my problem is not the machine but code. Attached screen from my Misc Values I would rather have positive C positioning in a program then using g60. This way it will works on non fanuc machine and will be more clear for machinist. I though the Axis support continuous positioning is my solution but i don't see any difference in posted code.
-
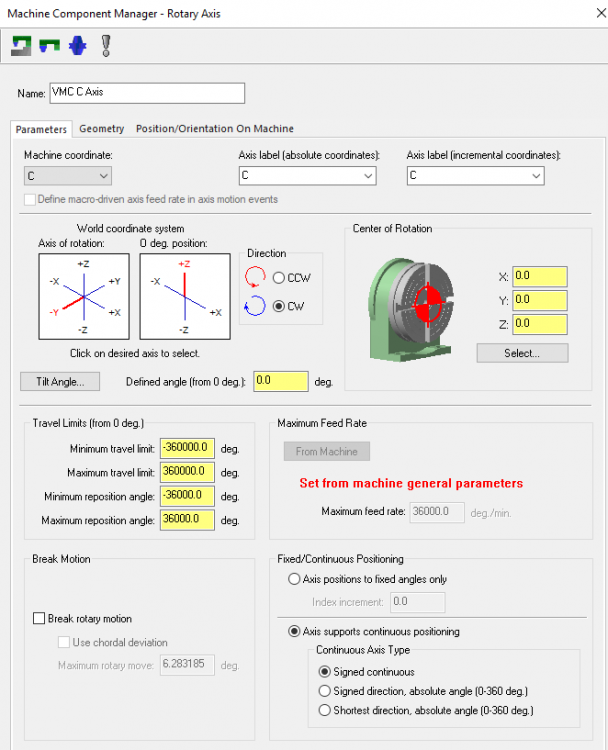
I'm struggling with my 5th axis. After post my C axis is going shortest distance for example C-60. instead of C300. I'm trying to find an option that can change that but no luck. By rotation in positive direction i want to eliminate adding manual back lash movements every time it goes CCW Any suggestion appreciated *my "axis supports continuous positioning" was set to signed continuous and I changed it to signed direction, and shortest direction and it still post as C-60

