





Cavi Mike
-
Posts
30 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Cavi Mike
-
-
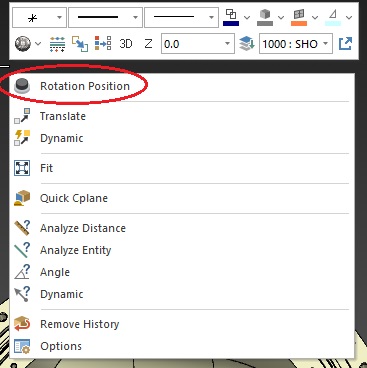
Once I've selected a rotation position, I can't find a way to cancel it out to return back to default auto, I must constantly select a new rotation position or deal with my part swinging wildly once I move away from that view. Is there a way to reset this?
-
Ahh, the good ole' MC community - it's never the software, it's always the user. Right. Just stacks and stacks of excuses from you people why your software is sub-par.
-
 3
3
-
-
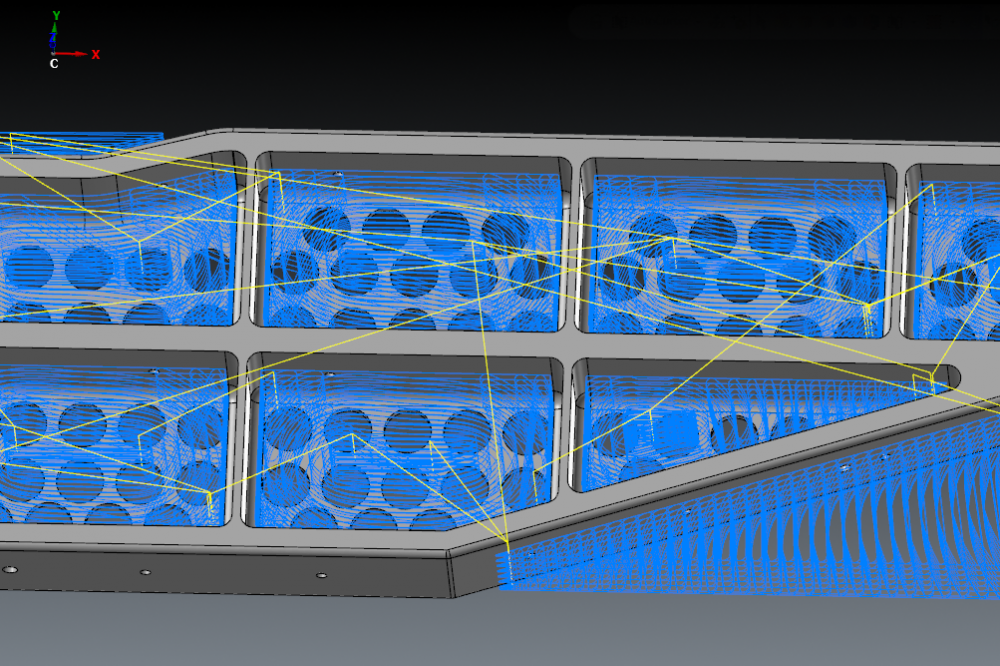
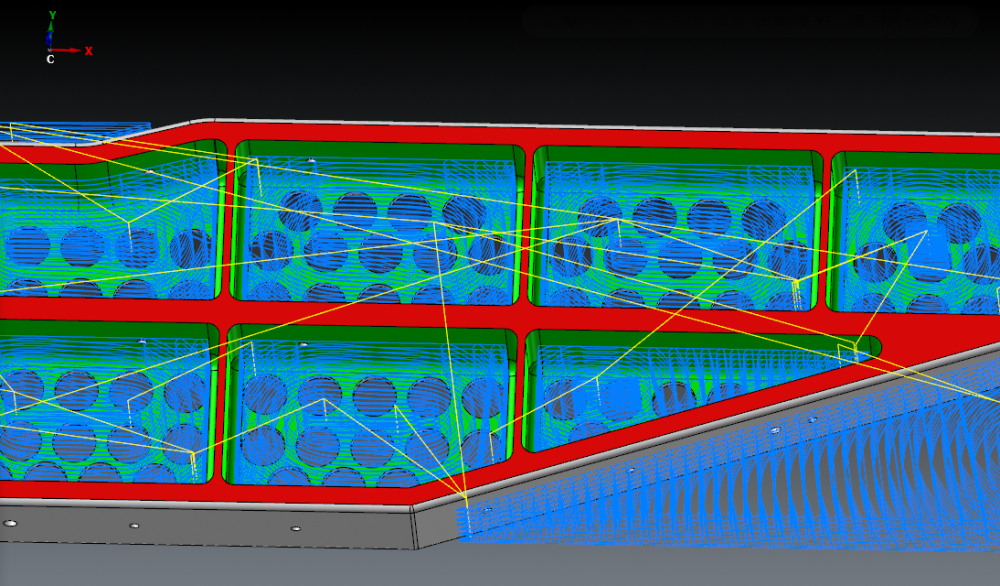
Instead of only cutting what I've selected for it to cut, it cuts everything except for what I've told it not to cut. This is very time consuming trying to draw all sorts of avoidance boundaries. I really don't understand why it's like this. I'm only on 2018 and I don't see this shop updating in the foreseeable future - so maybe this is something that has been fixed in subsequent releases? But if it isn't, it really should be.
-
Never actually thought to check the location of Selway until now, turns out we're (sort of) neighbors. I'm in Vancouver. Small world.
-
I forgot to reply to this yesterday, I changed a value in pcoutrev from 360 to 180 and got what I was looking for. I actually then changed it to 225 so I could go past 180 if need be. If this causes me problems I'll give yours a shot.
while cabs > 225 & absinc$ <> 1, cabs = cabs - 360
-
 1
1
-
-
And yes, I've also messed around with all of the obvious things. I too believe this is something with the post, not the control and/or machine definitions.
-
Did anyone find a solution to this? I've been having this problem as well but wasn't a big deal until now - I have a part that will crash into the machine if the table swings all the way around the back. I need a solution to this.
-
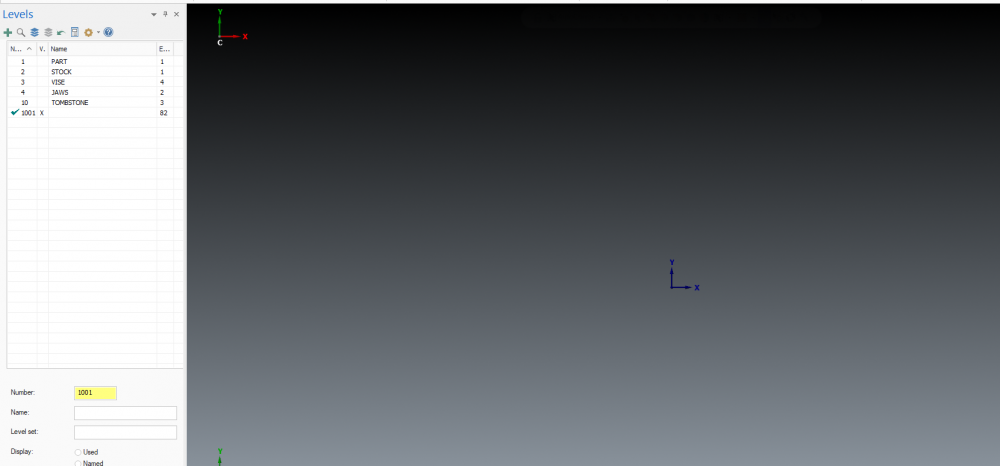
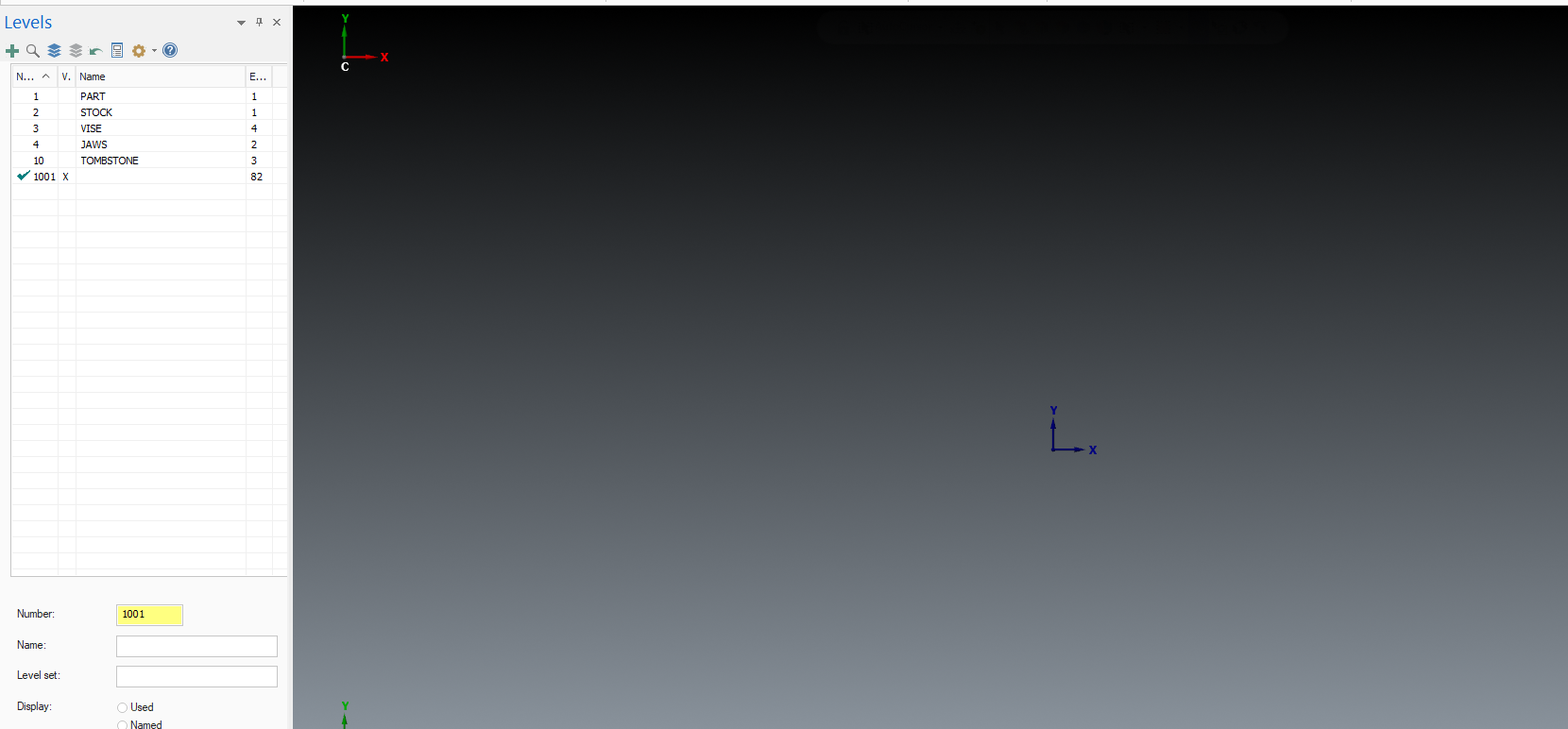
Out of nowhere, somehow I have a random level with 82 entities in it. This has happened before but with only 1 entity so I just ignored it. But this is crazy. I haven't imported anything, it was just all of a sudden here. I've alt+F1, ctrl+A then del - nothing changes. Whatever is here is invisible. Annnd as I was typing this, the computer froze for a few seconds and MC just crashed in the background. Just reopened it, that level is still there with those 82 invisible entities. The hide/unhide doesn't show anything, says nothing is here.
-
I'll examine that a bit more when I have time but I changed this,
[if nextdc$ <> 7, *speed, *spindle]
to this.
[if nextdc$ < 7 | nextdc$ > 8, *speed, *spindle]
It did what I expected of it.
-
1
-
-
Just realized it has nothing to do with the canned cycle and is part of the tool change.
-
Ahh, gotcha. And I see the number of options in the list must match that last line.
I appreciate the help and the guidance and I do take precautions, chief among which is actually understanding what I'm doing before I mess with it. Unfortunately, there's only so far you can go without having a book full of codes in front of you. Case in point; I never would have found out that "sgc*" is the code for the custom cycles if I didn't see you post it, because obviously that wasn't in my list already.
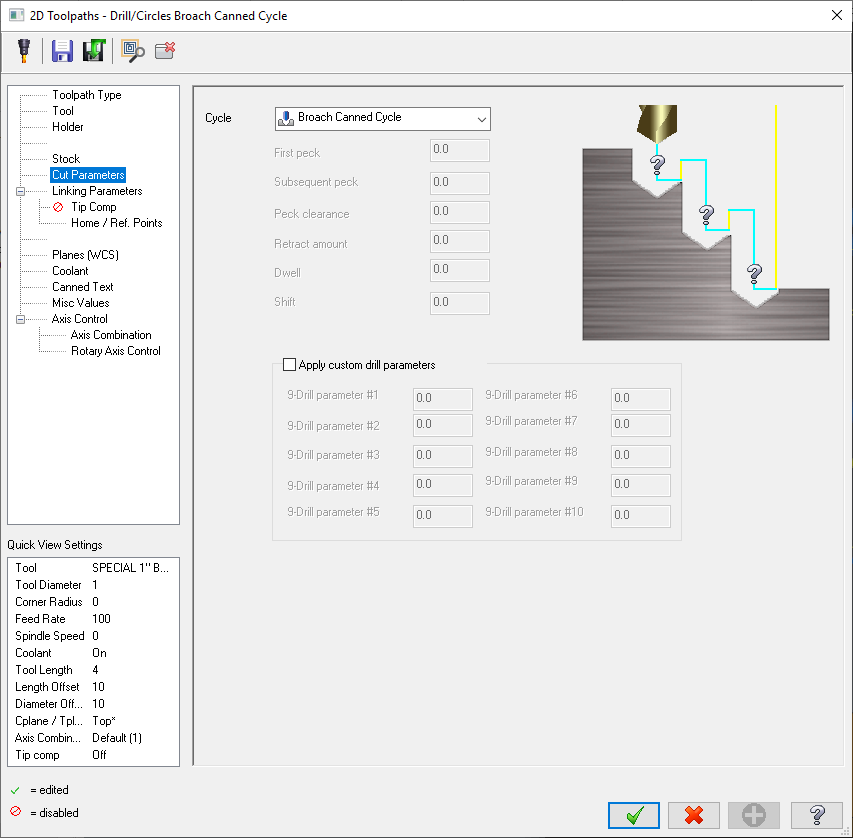
One last question, perhaps? Would you know how to get rid of the spindle speed command like how it's MIA for the "rigid tapping" cycle? I'm using this as a broaching cycle and would rather it not be there at all.
-
Also, I'm assuming you meant this table? I tried adding to it, but nothing I tried worked.
usecandrill$ : yes$ #CD_VAR Use canned cycle for Drill usecanpeck$ : yes$ #CD_VAR Use canned cycle for Peck usecanchip$ : yes$ #CD_VAR Use canned cycle for Chip Break usecantap$ : yes$ #CD_VAR Use canned cycle for Tap usecanbore1$ : yes$ #CD_VAR Use canned cycle for Bore1 usecanbore2$ : yes$ #CD_VAR Use canned cycle for Bore2 usecanmisc1$ : yes$ #CD_VAR Use canned cycle for Misc1 usecanmisc2$ : yes$ #CD_VAR Use canned cycle for Peck Tapping -
So I suppose I could just put "G81" there instead?
-
19 Dec 2019 08:08:45 AM - Report created. 19 Dec 2019 08:08:45 AM - Initialize posting log file 19 Dec 2019 08:08:45 AM - Using MP run version 20.00 and post components version 20.00 19 Dec 2019 08:08:45 AM - Initiate opening the post processor file(s). 19 Dec 2019 08:08:45 AM - C:\Users\Public\Documents\shared Mcam2018\mill\Posts\Mori MH-40 4axis Post.PST 19 Dec 2019 08:08:45 AM - The post processor file has been successfully opened. 19 Dec 2019 08:08:45 AM - Initialization of pre-defined post variables, strings, postblocks was successful. 19 Dec 2019 08:08:45 AM - Search for defined post variables, strings, postblocks was successful. 19 Dec 2019 08:08:45 AM - RUN TIME -PST(1390)- The value of the string select selection variable is out of range:16 19 Dec 2019 08:08:45 AM - Successful completion of posting process! -
No idea what I'm missing here.
"RUN TIME -PST(1392)- The value of the string select selection variable is out of range:16"
I've greyed out every option in the menu but I'm still getting it. It's referencing this line of code.
pdrlcst8 #Broach cycle pdrlcommonb sopen_prn, "SPINDLE ORIENT", sclose_prn, "M19", e$ pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout, <----this line prdrlout, shftdrl$, *feed, strcantext, e$ pcom_movea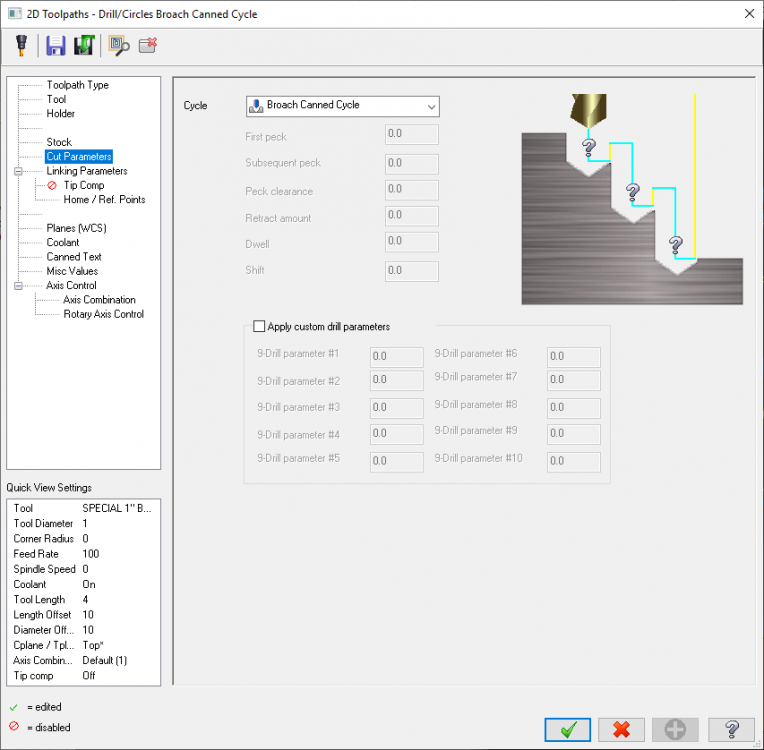
-
No, it's still there, my mistake.
-
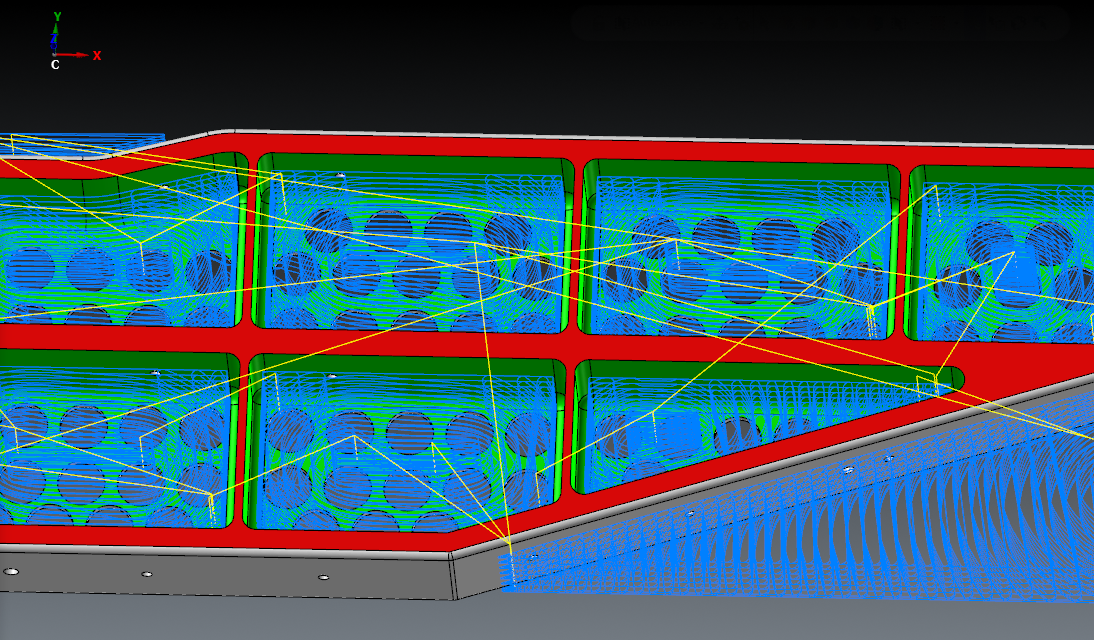
Nope, that's off. I've scoured the options in the toolpath parameters and can't seem to find anything. And it only gets triggered on those exact two places. It also only happened after I put a -.005 value in "Stock to leave on floors" which I just remembered, I just set it back to 0 and it went away. I'm almost certain now that it's a bug in the software.
-
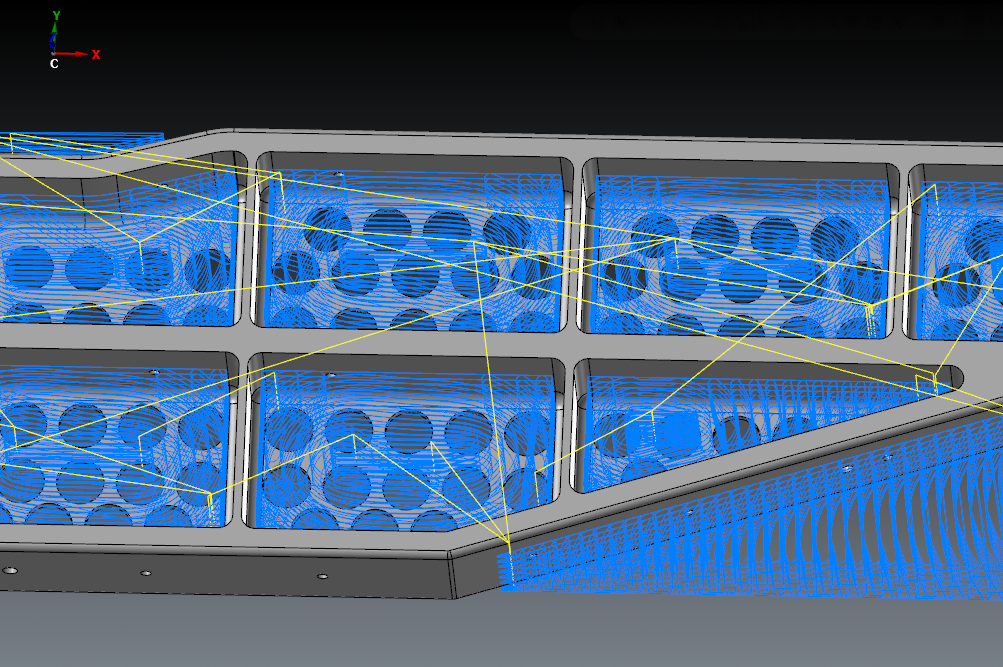
Using "2D High Speed Area Mill Toolpath" I'm getting random M00's in my program. I found the line of code in the post that's doing it but I have absolutely no idea why this is being triggered.
This code...
pcan1 #Canned text - with move strcantext = sblank if cant_no$ > zero, [ if cant_pos1$ = one | cant_pos1$ = four, pcant_1 if cant_pos2$ = one | cant_pos2$ = four, pcant_2 if cant_pos3$ = one | cant_pos3$ = four, pcant_3 if cant_pos4$ = one | cant_pos4$ = four, pcant_4 if cant_pos5$ = one | cant_pos5$ = four, pcant_5 if cant_pos6$ = one | cant_pos6$ = four, pcant_6 if cant_pos7$ = one | cant_pos7$ = four, pcant_7 if cant_pos8$ = one | cant_pos8$ = four, pcant_8 if cant_pos9$ = one | cant_pos9$ = four, pcant_9 if cant_pos10$ = one | cant_pos10$ = four, pcant_10 if cant_pos11$ = one | cant_pos11$ = four, pcant_11 if cant_pos12$ = one | cant_pos12$ = four, pcant_12 if cant_pos13$ = one | cant_pos13$ = four, pcant_13 if cant_pos14$ = one | cant_pos14$ = four, pcant_14 if cant_pos15$ = one | cant_pos15$ = four, pcant_15 if cant_pos16$ = one | cant_pos16$ = four, pcant_16 if cant_pos17$ = one | cant_pos17$ = four, pcant_17 if cant_pos18$ = one | cant_pos18$ = four, pcant_18 if cant_pos19$ = one | cant_pos19$ = four, pcant_19 if cant_pos20$ = one | cant_pos20$ = four, pcant_20 ] if cstop$, strcantext = strcantext + sm00 <-------------------THIS LINE if cgstop$, strcantext = strcantext + sm01...is doing this.
X-.9094 Y-.781 R.02 X-.9227 Y-.786 R.02 G2 X-.9396 Y-.8003 R.4701 X-.9573 Y-.8139 R.4701 M00 <---- WTF? G3 X-.9655 Y-.83 R.02 X-.9455 Y-.85 R.02 X-.9337 Y-.8462 R.02 X-.9255 Y-.83 R.02 X-.9455 Y-.81 R.02 X-.9573 Y-.8139 R.02 G2 X-.9755 Y-.8266 R.4701 X-1.0028 Y-.8433 R.4702 M00 <---- WTF x2? G1 X-.9979 Y-.8653 G0 Z.25 X-.7544 Y.0671 Z-.0025 G1 Z-.0675 F50. X-.7554 Y.048
For now I've changed that to a sm01 just to get me by, but I don't have a clue why it's doing this, and honestly not sure it's even something with the post, so this might be in the wrong sub-forum.
-
Lots of good reading in that - as soon as I have a chance I'll study and really absorb it.
-
Thank you, I added it to the condition, it seems cleaner that way. As for the brackets - what purpose do they serve? What does it change about the code? Also, I noticed you removed the commas at the end of each line - without those, this batch of code gets added every single place in the program where there's a rapid in Z - is that what the brackets eliminate? I found the only place I MUST NOT use a comma is after the very last line or else it repeats everything twice.
-
Having a heck of a time keeping up with chip build-up on a ti job I'm running so I decided to give the "Tool inspection/change" thing a whirl. Well the code in the post was a joke, all it did was output M00's in the middle of the program with nothing else. After some fiddling I have it pretty well set up the way I'd like it - basically it looks like a fairly standard toolchange - except the post will not output the WCS. I'm assuming it won't because it knows it's the same WCS and thinks there's no need to repeat it, which makes perfect sense. However, I would really like it there so if the program is reset for any reason, we can restart here without the machine defaulting back to G54 and crashing into another op.
prapidout #Output to NC of linear movement - rapid pcan1, pbld, n$, sgplane, `sgcode, sgabsinc, pccdia, pxout, pyout, pzout, strcantext, scoolant, e$ #Modify following line to customize output for high-speed toolpath #tool inspection/change points if rpd_typ$ = 7, pbld, n$, sm09, e$, "G53 G90 G00 Z0.0", e$, sm05, e$, ";", e$, ";", e$, "M00", "(CLEAR CHIPS)", e$, ";", e$, ";", e$, *t$, sm06, e$, *speed, sm03, e$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, e$, sg43, *tlngno$, pfzout, e$, sm08, e$
-
Oh wow, that's a shame. Can't wait til I have to start making fixtures at this place, oh what joy.
-
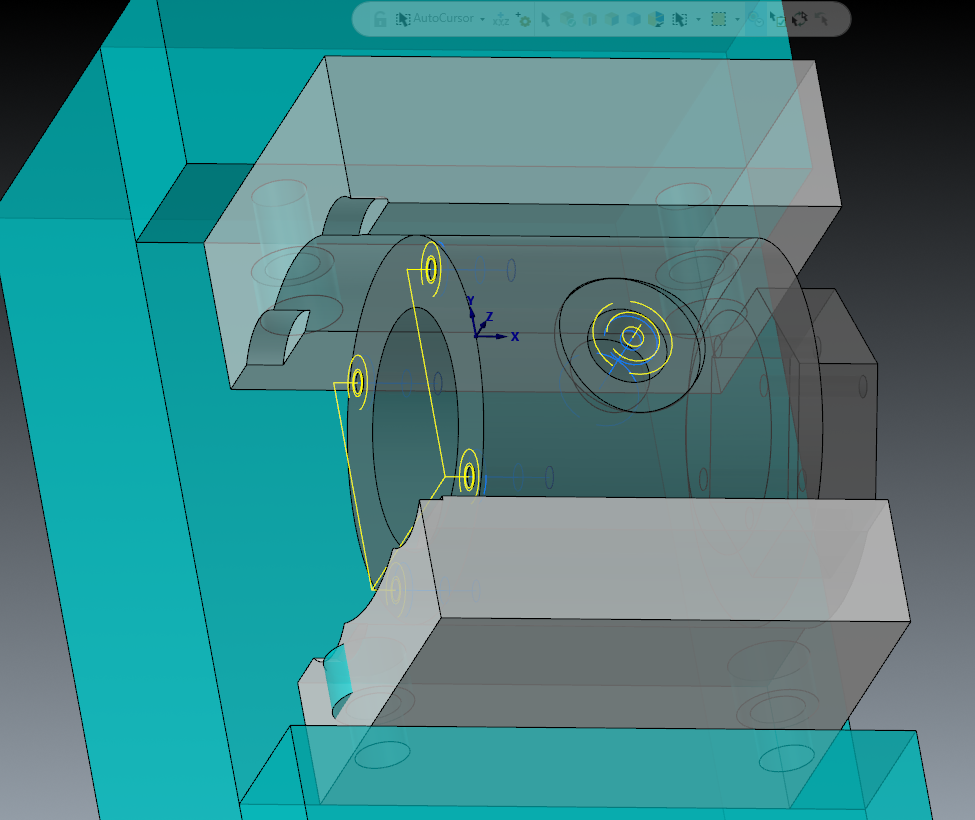
I can't seem to find anything, I'm trying to figure out clearances between jaws and a vise for my tooling on a HMC and having to constantly move every single thing when I change something is very time consuming. I clearly must be missing something here.
-
I didn't know people developed entire careers around mastercam making their post process so convoluted - or that it's also somehow my fault. This reminds me of Microsoft making Win10 unable to disable automatic updates - their software is such crap and so full of inherent security problems but instead of fixing the real problem, they lay the problem on their customers. Good going you guys!
How to cancel rotation position?
in Industrial Forum
Posted
Since when has MC ever tried to please anyone? All MC does is exactly what you do - blame the user. And 19.5k posts? Holy crap do you even do anything besides sit on this forum all day?