Wargo
-
Posts
45 -
Joined
-
Last visited
Wargo's Achievements
")





-
You're a genius! This worked perfectly. My new 2023 decided to start acting up this morning. You're always a great help CM.
-
It's not a problem. No feelings were hurt today. I created a new one. I used the codemeter application to find the IP address to update that line. I can try copying the .ini file from the other folder and see if that works instead.
-
I appreciate the concern, but we are a partner of Mastercam. Our IT person is no longer with our company and I'm trying to do this on my own now. We wouldn't steal from one of our largest supporters.
-
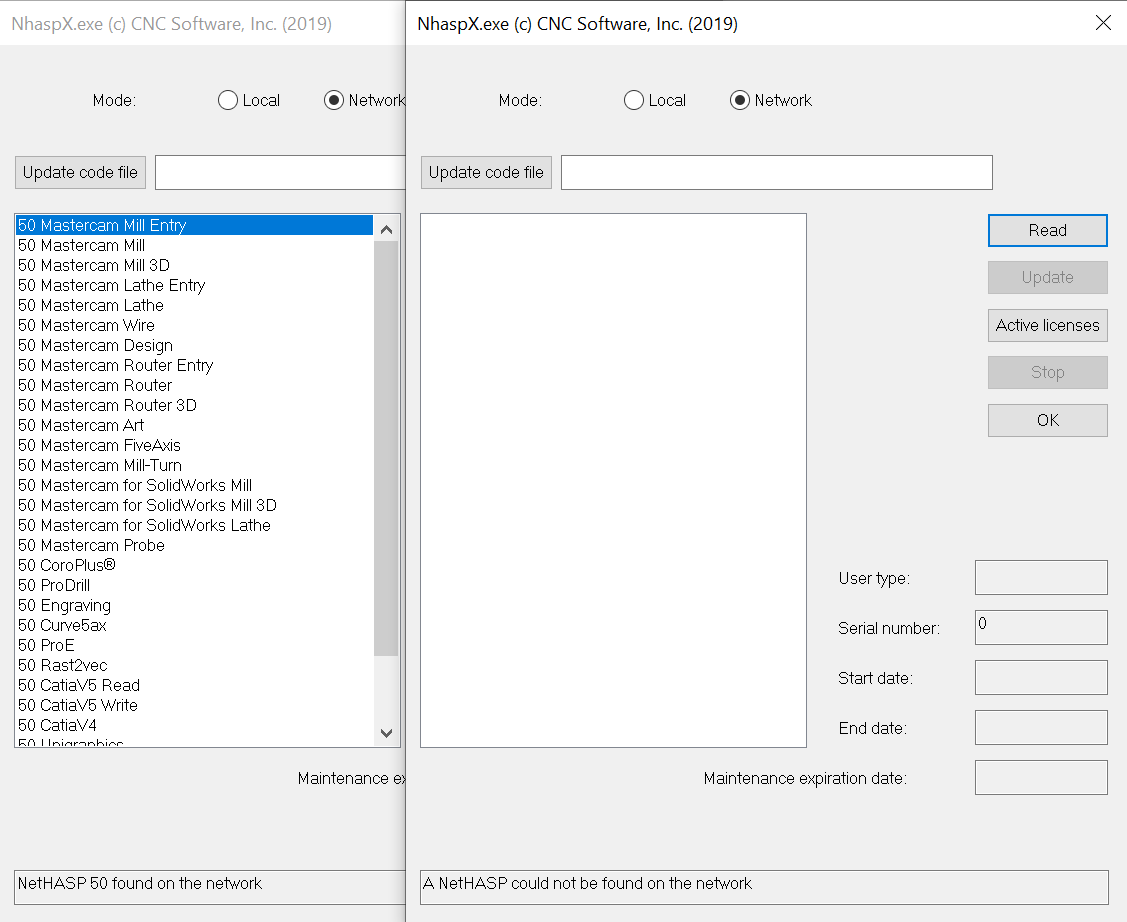
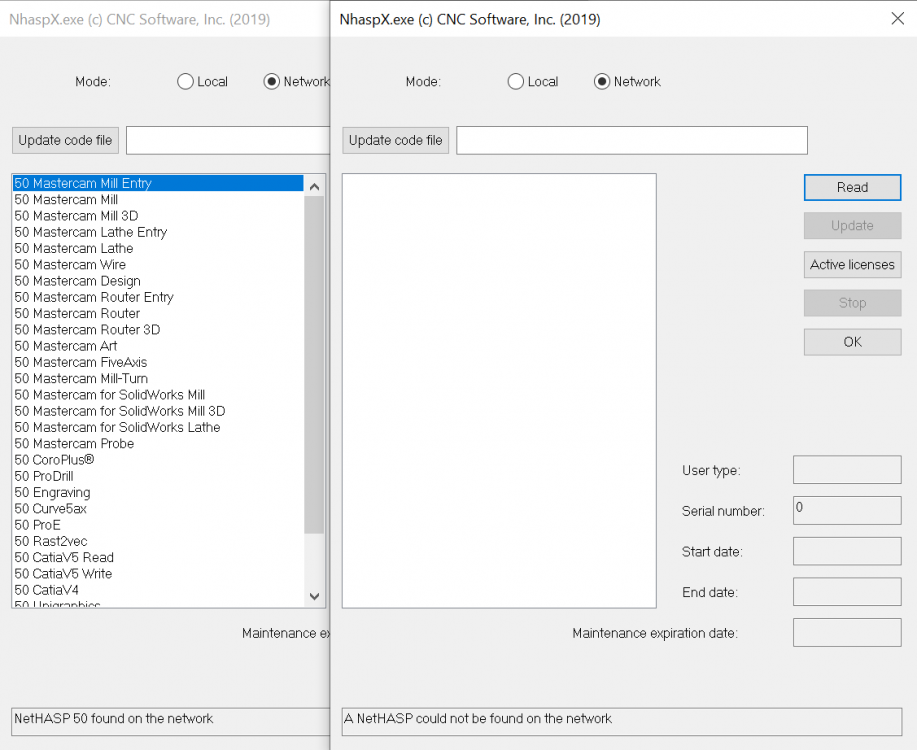
Good Morning, I'm currently using Mastercam 2019. I want to start using Mastercam for Solidworks which I've used at a previous job. I have the software downloaded on my computer and I want to connect the network license now. For some reason I'm not understanding this correctly. I ran the NetHaspX from the MCAM2019 folder, as well as the MCAM for SW folder. The NetHasp.ini document has been updated with the server IP address but the NetHasp is not finding the licenses. The left window was ran from the MCAM folder and the right window was from the MCAM for SW folder.
-
Whoops, sorry Colin. My brain wasn't speaking English that day.
-
Chris, That worked! Thank you. This is an older post, so it makes sense.
-
Good Morning, My shop just got two new RoboDrills with trunnions and robot arms. I'm working on dialing in a machine definition and post processor for them. I'm using a post for the bolt on trunnion for our VF6. Something isn't cooperating though. I programmed a simple 3+2 operation to see if my A&B movements were correct, but it keeps posting out an A-90 when it shouldn't be moving A at all. I have the axis defined correctly in the machine definition. What else am I missing? The example below should only have a B35. and A should remain at 0. The Fanuc trunnion is setup so that A is the platter, and B is the swing around Y. So for my machine defintion; A rotates around Z and Y+ is 0. B rotates around Y and Z+ is 0. ******* T1 M6 G0 G56 G90 X-.7192 Y-3.0061 A-90. B35. S1426 M3 G43 H1 Z8.5 M8 *******
-
I tried helical boring. It worked fine for the other holes, just not the seam. The endmill was a bit worn to begin with, so I'm hoping that if I throw in a fresh carbide EM it'll do the trick. But, my work hardened hole is still an issue.
-
I'm working on an 8"x8" piece of A500 rectangular tube stock, and one of the features is a 14mm hole that falls right on the weld seam. I drilled a pilot hole and then came in with an endmill to interpolate the hole to size. The drill missed the seam, but when the endmill came in and touched the seam, it just destroyed my tool. Now my piece is work hardened... My question is, how do I make this hole without busting endmills? I'm afraid that if I run a 14mm drill through it'll chip once it hits the seam.
-
Boom. I had the method set to coordinate with a 0 delta translate. Changing it to Toolplane did the trick. Thank you!
-
I'm on MCAM 2019. I can't open your file anyway. So I wouldn't have known you were an idiot if you hadn't said anything. That is exactly how I want it to post out though.
-
I'm working on converting my programs to subprograms for each tool. Our repeat orders vary in quantity so doing this makes it easier to add/remove vises and quickly change the program with two lines of code. When the program posts out, it creates a sub for each offset. I'd like to create one sub and reference that same sub for each offset instead. Here is how it is currently posting: N15 T1 M06 (17/32 DRILL) N20 M08 N25 G00 G17 G90 G54 X1.4764 Y-.625 S1438 M03 N30 G43 H1 Z5. T2 >>>N35 M98 P2807<<< N40 G90 G55 X1.4764 Y-.625 Z5. >>>N45 M98 P2808<<< N50 M09 N55 M05 N60 G91 G28 Z0. N65 M01 ... ... ... O2807 N5 G90 N10 Z1.35 N15 G94 N20 G99 G73 Z-.1896 R1.35 Q.08 F13. N25 X5.4134 N30 X9.3504 N35 X13.2874 N40 X17.2244 N45 G80 N50 Z5. N55 M99 O2808 N5 G90 N10 Z1.35 N15 G99 G73 Z-.1896 R1.35 Q.08 F13. N20 X5.4134 N25 X9.3504 N30 X13.2874 N35 X17.2244 N40 G80 N45 Z5. Here is how I'd like it to post: N15 T1 M06 (17/32 DRILL) N20 M08 N25 G00 G17 G90 G54 X1.4764 Y-.625 S1438 M03 N30 G43 H1 Z5. T2 >>>N35 M98 P2807<<< N40 G90 G55 X1.4764 Y-.625 Z5. >>>N45 M98 P2807<<< N50 M09 N55 M05 N60 G91 G28 Z0. N65 M01
-
What does that do? Either way, I'll have to slot through that at full WOC for the first pass through and that's where the vibration is.
-
I'm milling a part out of 6061 and have to make a series of "fins" at .06" wide, almost 1" deep, and .24" apart. I tried running a .125" EM through it at .025" DOC, but the chatter was so bad it ended up snapping the endmill. Anyone have a work around for this, or a better method?
-
Good morning, I'm working on a program that has a couple different multisurface toolpaths and a few opti rough toolpaths. Pretty much every time I make a change to one of them and regen the program crashes. I have my memory buffer set to 99% and delete regen files on exit checked. Would this be a memory issue?