





MZA2492
-
Posts
7 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by MZA2492
-
-
Has anyone tried ice chucking aluminum honeycomb (the kind that iswithout the layered bonded). if so, what is the procedure and fixturing methods once it’s a solid block of ice. Need some tips here please.
we are getting complex honeycomb jobs that have a lot of features I’m thinking that tape won’t be good enough
-
My top tricks that helps me the most:
-levels,isolate basic wireframe or surface geometry to drive 5 axis Toolpaths
-Dynamic X form to align the part in space to any WCS of your choice
-saving STLs after OP1, loading the STL as OP2 stock in a different machine groups. Personally I don’t use stock models takes too long generating every change, I’ll use optirest if I need to pick out excess stock
-Creating a tool library and holder library with your shops tools in the shop and named the mfg etc for common jobs
-translating toolpaths, export/import toolpath for future similar work
-add remove features of solids,
So many tricks and still learning.
-
 1
1
-
-
On 8/28/2020 at 8:45 AM, nperry said:
It didn't output a new work offset. I duplicated my A0. plane and rotated it to A235., so it kept the G54 offset. It was set as my WCS for that operation though so instead of outputting A235. it output A0.
I always name my main WCS such as OP1 or OP2 and in the planes lock page, input 0 to lock it as G54. Before I post any toolpaths, visually scan each toolpath path and look for WCS: “Name of Main WCS Plane”. you can be 100% confident it’ll post the right angle position and work offset
-
On 7/29/2020 at 7:55 AM, Neurosis said:
The pocket floor isn't flat. If it were, unroll would have been my first choice.
I may tinker with it later and see if I can force it to stick to 4axis.
This is a section view of the floor.

Use 5 axis curve, the red line will be ur curve minus the radius of the bal em for your vector depth. draw your vectors, projecting a lines towards the wall up into the spindle, and use compensation surface as the walls. 5 axis curves works as 4th axis if you turn off the 5th axis in the parameters.
-
Lately I’ve been lazy and been wanting to streamline everything I do, mainly working on prototype work of abrasive partsive been saving my operations for families of common parts, tools database ,I even keep my tool list in a program under 8 tools, I’m my opinion, setting up a job with more than that takes some energy for me anyways and I want setups to be easy for the machinist
I prefer to not load a multiple drills and just interpolate the holes with a small endmill. It is more time consuming but for quantities under 8 who cares. u get benefit of using cutter comp
i always use a ball endmill to do machine fillets and sometimes finish off the dimension on a countersink, the ball endmill always hits the target right the first time, whereas a countersink tool you gotta drop it down to get the right size if there’s a tolerance on the diameter, and also u gotta trust the operator that he or she loaded the correct angled tool.. I rather just dumb everything down
Any tips on how I can streamline more?
-
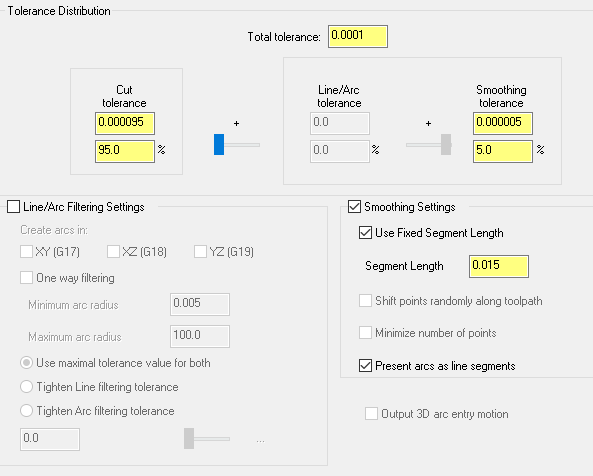
Is there ever a situation to set the total tolerance to .0001? See above png for our current settings... Problem is setting this to .0001 takes a long time to generate with the equal scallop toolpath in mastercam.
If we set this tolerance to .001, will it effectively achieve the same results? This is my guess
New to mill-turn
in Industrial Forum
Posted
+1 on Esprit. Programmed Nakumura 3 turret lathes and 2 spindles with ease and I am a native Mastercam user. Esprit does have a back plot option and verification just like mastercam, the interface of the software however is outdated. It seems mastercam over complicates millturn