loraxian
-
Posts
59 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by loraxian
-
I got the same error trying to use Surface Rough Pocket and Surface Finish Contour
-
Honest. I looked but couldn't find a previous post. I'm using X7 multi axis. I'm trying to use 2D facing operations on 5 sides of a cube. I want the trunion(on our HaasVF2TR) to rotate facing aft for 4 out of the five faces and then rotate the table in order to machine the four sides. I've messed with the misc values to death but I can't get the machine simulation to change trunion directions. Anybody?
-
Sweet. I like anything that doesnt involve tweeking the post.
-
Sorry. I got lazy. Thanks
-
I'm working on what is basically a 3 + 2 exercise. The code I'm getting moves the rotary axis one degree at a time, turning on and off the brake after each move until the table/trunnion completes the 90 degree rotation. What's up with that?
-
Thanks - I'll give it a shot. How do I "activate" shft_misc_r in the variables?
-
The B on A axis offset on my HAAS VF2TR works out to .130 using the procedure described in the HAAS manual. How do I best deal with this offset within Mastercam?
-
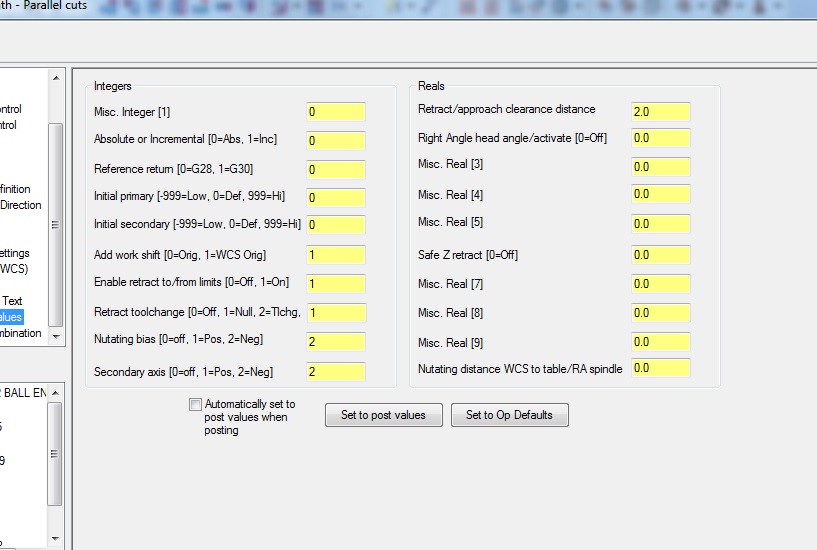
I have two parallel cut tool paths on two different surfaces (I'm using one for roughing) If I change the misc parameters as described above I can get the trunion to rotate on one of the operations but not the other. I also edited the post as described by guyinthedesert and saved the file with an alternate name but now I can't figure out how to swap post files. Anybody? 5AXIS_FORUM.MCX-6
-
Oops. I found the right screen. Changing the Secondary Axis setting works for one operation but not the other?

-
I assume it's the Second Axis direction that needs to be changed?

-
I've been working on a program to run in a HAAS VF2 (or something I'm not at work) it's about the smallest machine you can put a trunion in. Despite my many attempts I keep running out of room in either the Z or Y axis. Basically the program rotates the trunion about X (A axis) and then does most of the machining by rotating B with slight moves on the the other four axis. I think it would work if I could rototate the trunion the other way. How do I do that?
-
St. Louis Community College
-
We just got a 5 axis HAAS at our community college. I'm an instructor but have never done any 5 axis work. I wanted to get my feet wet and generate something that would show off the capabilities of a five axis machine. There is nothing at all special about the part, it was just something I was able to throw together easily however I discovered pretty fast that I'm in, a little over my head trying to generate toolpath for it.
-
I've attached the file I've been working on. Any suggestions would be greatly appreciated. PROP_REV3.MCX-6
-
OK Thanks again. I'm away from work now and don't have access to the file but I hope to get in there later today and will upload.
-
Yep. Thanks. That would be great. It was orginally an Autodesk Inventor file but obviously I imported it to Mcam. What would work best? Is there a file upload utility or something on this site?
-
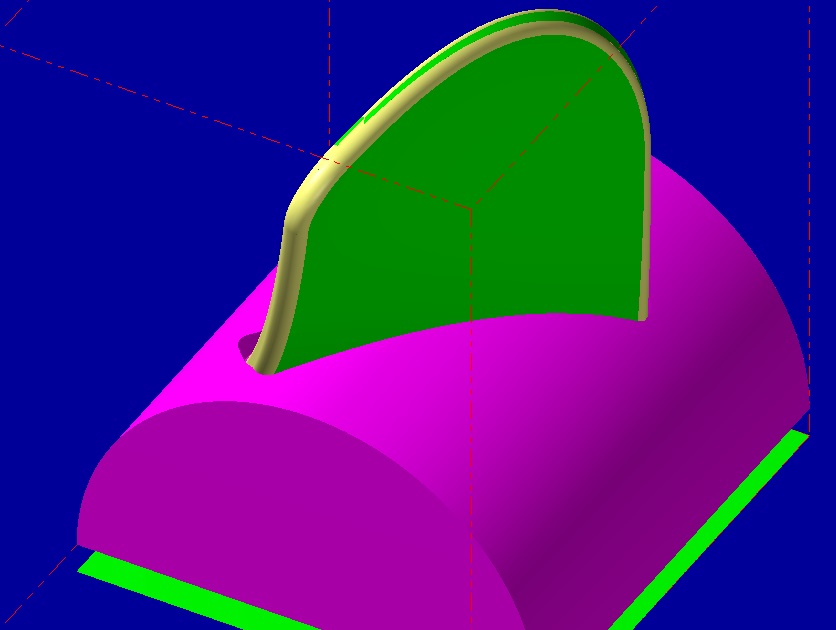
Can you walk me a little further through this? I've moved the blade part to another level. Then I offset the half cylinder up towards the blade. Next I'm going to trim the blade to the cylinder. Assuming I get that far - now I'm stuck. What machining stratagy would you suggest and how does it know not to rotate down into the half cylinder?
-
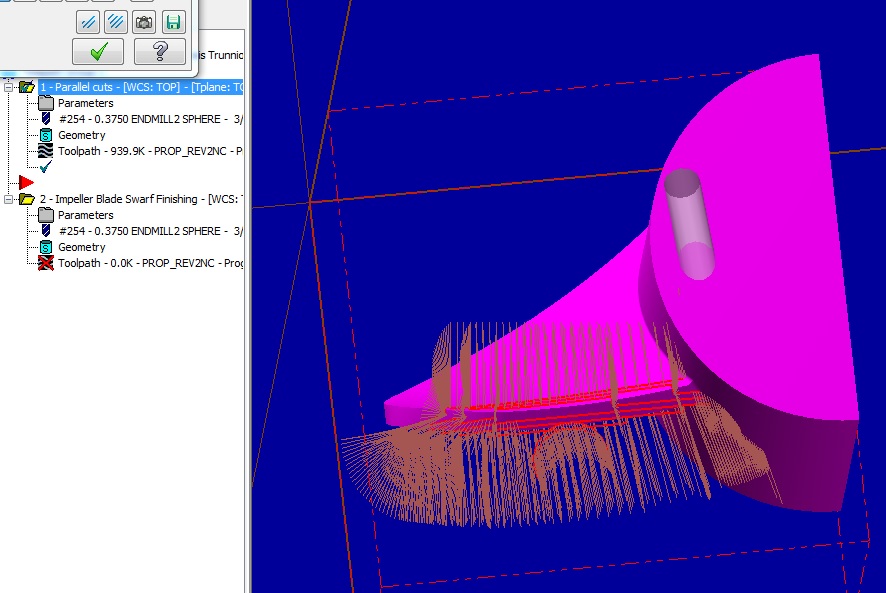
I've been using multiaxis X6 try and make tool path for the attached photo. All I want to machine is the blade looking thing sitting on top of the half cylinder. I want to avoid the half cylinder and, obviously, the machine. Swarf milling has yielded reasonable results but it seems like I should be able to use parallel cut. I can't seem to do that without driving the tool through the part. Any suggestions?
-
I think it's interesting that I'm seeing a lot of emphasis on a strong manual machining background being vital and (to generalize) project planning/managing knowledge and skills.
-
quote: Good question, did you read through this Thread from a few days ago?, somebody asked, how long to program this part, the replies should give you insight into how various forum members view the process I lurk on this board pretty often and you see a lot of questions/responses that are wide ranging. Sometimes it's a question about machining a particular kind of material other times it's a question about complex geometry or modifing post procesessors, etc, etc. It got me to wondering; what kind of background do these people have? Have they come from the IT world or the machine shop or engineering or what? I teach at a community college and I would like to be able to say something informed about the field when students or administrators ask. I thought I knew what I was talking about but the more I read various threads on this forum (and others) the more I think that I really don't know what a programmer is.
-
How would you define a programmer? I'm talking about in the machine tool business. Is it somebody who can generate tool path using Mastercam or some other CAD tool or does it go beyond that? If I ask management of shop X in Cheboygan and shop Y in South Bend what a programmer is am I going to get a similar response or is it likely to be vastly different depending on their perspective? What path did you take to becoming a programmer? Did you work your way up through the machine tool industry, have formal academic schooling, some combination there of? People in academia don't really understand the field and frankly I'm not sure I do either. Thanks
-
I can't get it to output anything other than inverted feed - on most lines not all. I've looked at the post and it seems like it's set up to output units/minute. Am I missing something?
-
Good tips. thanks. I'm starting to have some clew about what's going on. The confusing part is it's outputting a G94 command rather than a G93 and it's placing a Feed rate command on almost every line but not all. Based on info from other threads I changed the control definition to output unit/min on the rotary and 5th axis but it still is outputting the inverse feed rate. Can I change the post to output something else? [ 01-14-2009, 10:06 AM: Message edited by: loraxian ]
-
This is all helpful. Thanks. I've been looking at this some more and just realized that the feed rate outputs are bizare. I have the feeling that I'm off in the weeds on this. Is my approach logical?
-
I'm still stuck. It doesn't matter how much clearance, retract or feedplane clearance I use it still indicates a rapid move impact. It seems like it has to be something pretty basic