SLuong
-
Posts
30 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by SLuong
-
-
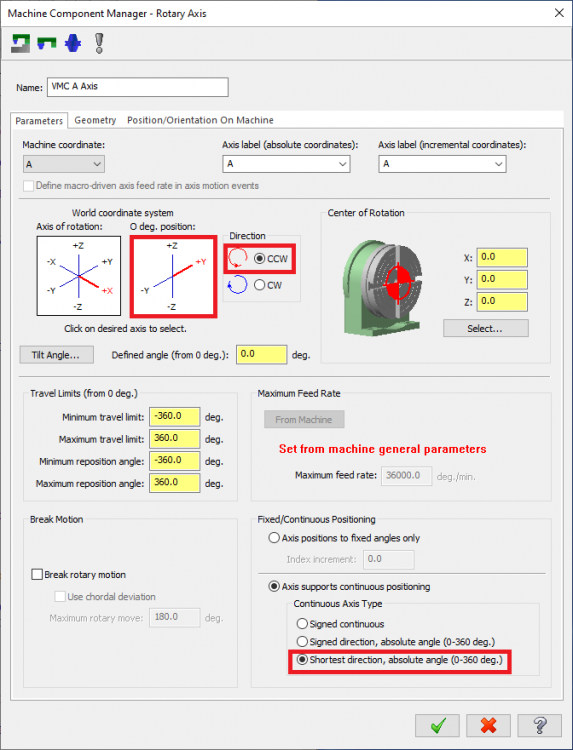
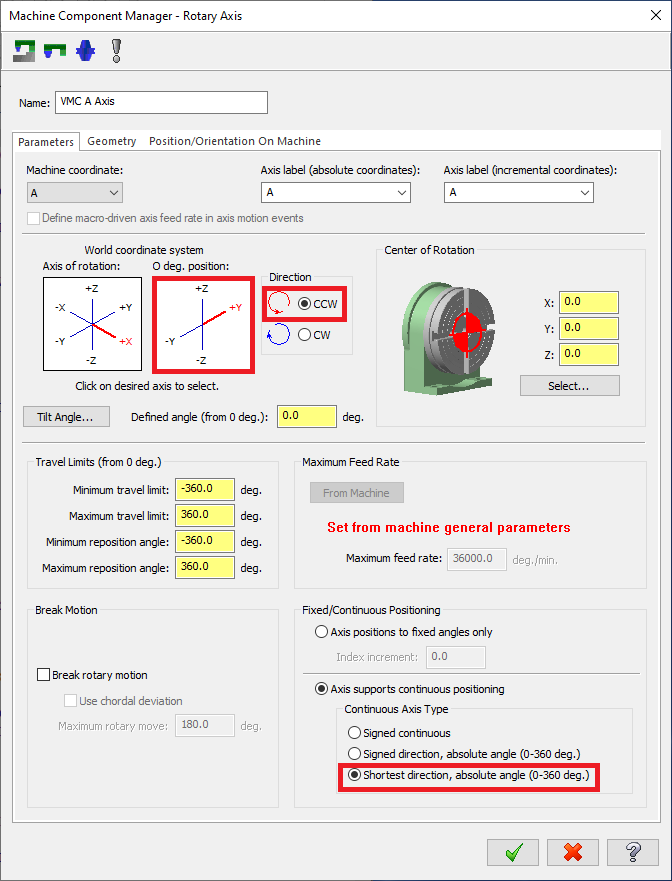
5 minutes ago, crazy^millman said:
Not in the post in the MMD under the axis control Shortest Distance.
Thank you Crazy MillMan, this is what I have adjusted and you are so right.
Once, again. THANK YOU.
-
 1
1
-
-
Hello support,
I have OKUMA INDEXER such as taking + and - degrees or ABSOLUTE. Somehow my post spits out as a COMPLETE TURN whereas the index built-in MACRO SHORTEST rotation such as A70, A113 from A0, left turn and right turn.My post as ONE WAY turn such as A70° and all the way to A247° of which is the same but not turning to the side such as: A360°-A247° = A113°, same as above. My question is which section of the post that I can make it going to A113° instead of A247°?
Thank you
=========================
NT21(SPOT 4X .380 THRU HOLES, CUT#7)
G0 G17(XY PLANE) G40 G80 G90 M19
G30 P2(ZY HOME)
G0 G90 A70.(A INITIAL ROTATION)
G116 T21(.25, 1/4 SPOTTER - 140° 140.°, CBD, 140.°)
G90 G15 H2(WOS)
X-.835 Y.0241
S1500 M3(SPOT DRILL CYCLE)
G56(TLO) HA Z3.5(DOC= Z.475)
T3(OKUMA NEXT TOOL WAITING)
M8(ADOC=.025DP)
G71 Z3.5(CORRELATES M53)
Z.625(RETRACT)
G81 Z.475 R.625 F5. M53(READS G71=G98)
X-2.785
X-4.735
X-6.685
X-8.635
G80
G0 G90 Z3.5(OKUMA DRILL CLEARANCE)
M9
(*)
(PROGRAM JUMPS HERE)
(FROM A70.° TO A247.°)
(*)
NT2102(SPOT 4X .180 THRU HOLE, CUT#8)
(.25, 1/4 SPOTTER - 140° 140.°, CBD, 140.°)
G0 G90 G15 G17(XY PLANE) H2(WOS)
X-4.515 Y0.
S1500 M3(SPOT DRILL CYCLE)
A247.(INDEX MID ROTATION) =========================> Should be A113°
G56(TLO) HA Z3.5(DOC= Z.475)
M8
G71 Z3.5(CORRELATES M53)
Z.625(RETRACT)
G81 Z.475 R.625 F5. M53(READS G71=G98)
G80
G0 G90 Z3.5(OKUMA DRILL CLEARANCE)
M9
G30 P2(ZY PULL IT UP)
M5
M1 -
20 minutes ago, crazy^millman said:
Where again a verification process checking the code and looking at everything from a complete Digital Twin standpoint would prevent those situations. Pay me now or pay me later with not having the correct tools in place. Band aids like what you do not fix the problem. The problem is not having the correct process in place to check for these type of possible collisions before they every get to the machine.
FYI I have crashed my share of tools and spindles granted not many, but had things even the best CAV missed and we only found them when incidents happened at the machines to find those issues. No method is 100% unless it is has been run through and everything looked for and checked. I am not perfect, but you put up vulgar language that is not needed to have someone make program the way you want them. Want to check for things then do so, but no need to be a complete a-hole about it with that kind of language when you're not checking everything with that check. Not a stupid program it is a stupid owner cheaping out and then wondering why there are issues with the process. Owner wants to do that they can, but you either spend time at the machine to make sure everything is good or you spend it at the computer and getting it 99.99% there before it ever goes to the machine.
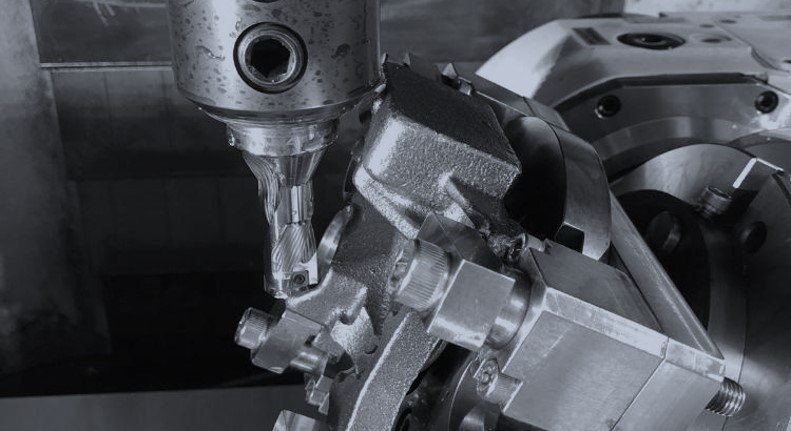
Here is what I am comfortable sending to a $750k Machine on a $40k part. Yes that is only .127mm or .005" clearance between the holder and the tool to the part. The gauge length on that tool is 182mm or 7.165" and no needed checked and balances from a post because I bought my own seat of Vericut and NCSIMUL to check for these things. Yes crazy people like me do these crazy things.

I agree with you at certain point. Owners don't pay extra for the MACHINE SIMULATION. Even some mom and pop shops when they see programmer to do the regular VERIFY he started to get angry about. He only likes back plot as saving time.
As the result, I saw he crashed the machine and he angry on the part and screaming on the floor. That was the MOLDING shop in REDWOOD CITY, California as a VERTICAL with FULL 4A-XIS part.
That is why I try to catch as much as I can when I take someone's program because some, they don't even try to do the VERIFY due to the owner's demand.
Tough but it is always a way for me a way check throughout the post.
-
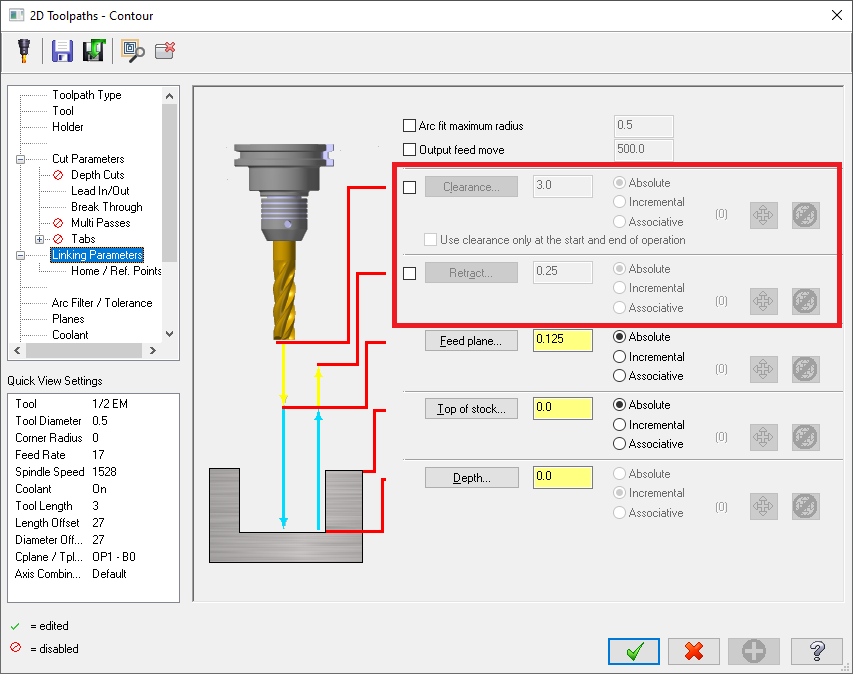
On 12/2/2021 at 11:14 AM, crazy^millman said:
I turn those off all the time and use Ref points to get in and out if needed, but sometimes I have 10 or 20 toolpaths I want to keep down in an area and by having them off it keeps the machine where want it how I want it and done. Other times the 1st toolpath will have the approach Ref Point and the last toolpath in the group will have the Retract ref Point. No crashes and efficient toolpaths . That is where correct programming and verification process come into play not some warning that is not checking everything across the process like this does which again to each their own seems like a big waste of time. If I ever seen this when posting code I would trash that post and go back to a generic and make sure management knew how much time was being wasted when I was trying to post code because someone with a foul mouth thought it was funny to add this to a post. I am the crazy person in the room most times so take what I say with a grain of salt.
Here is one for linking 2 5 Axis operation from one place of the part to the other on a Mill/Turn. Your post would give me this warning for no good reason.

This is what I worry about when people cannot have CLEARANCE ON, RETRACT ON . Setup men need some kind of precoding as "Z" value for them to SINGLE BLOCK and double check their distance and program distance. I've seen people crash 5-Axis the spindle (I am not saying you).
N1(TOOLPATH NOTE)
G0 G17 G40 G49 G80 G90
G91 G28 Z0.
T1 M6(TOOL NAME)
G0 G90 G54 X0 Y0 S1500 M3
G43 H1 Z5.(CLEARANCE)
Z1.(AWAY FROM PART)
Z.125(RETRACT)
G1 Z-2.5 F5. (CUTTING INTO PARTS)G2 X Y.... (CUTTING....)
G3 XY.....
G0 G90 Z.125(RETRACT)
Z1.(AWAY FROM PART)
Z5.(CLEARANCE)
(NEXT POCKET WITH SAME TOOL)
-
1 hour ago, crazy^millman said:
You need a lead in move that is not outputting the A move. Trick is using Axis sub and not getting the A move on that line. Have you tried and perpendicular move in and out and posted the code?
Not a Posting Topic this is more of an Industrial Topic not that anyone really cares anymore.
I did as PERPENDICULAR and below here are the codes. Still got an alarm...
NT22(FINISH WALLS, THRU*, CUT#3)
G0 G17(XY PLANE) G40 G80 G90 M19
G30 P2(ZY HOME)
G0 G90 A14.553(A INITIAL ROTATION)
G116 T22(.5, 1/2 BULL EM, .031RAD, , FIN, TiNC,)
G90 G15 H1(WOS) X-1.9877 Y0.
S4000 M3
G56(TLO) HA DA(D22) Z5.(DOC= Z.8125, .0625 THRU)
M8
Z1.125
G1 Z.8125 F5.
G41 D22 X-1.628 A-5.349 F572.96
X-1.6156 A-4.481
X-1.6056 A-3.513
X-1.5984 A-2.468
X-1.5942 A-1.37
X-1.593 A-.249
X-1.594 A3.323
X-1.5977 A7.101
X-1.6036 A10.869
X-1.6119 A14.623
X-1.6226 A18.357
X-1.6398 A23.417
X-1.6688 A30.491
X-1.7918 A56.402
X-1.825 A64.406
A115.621 -
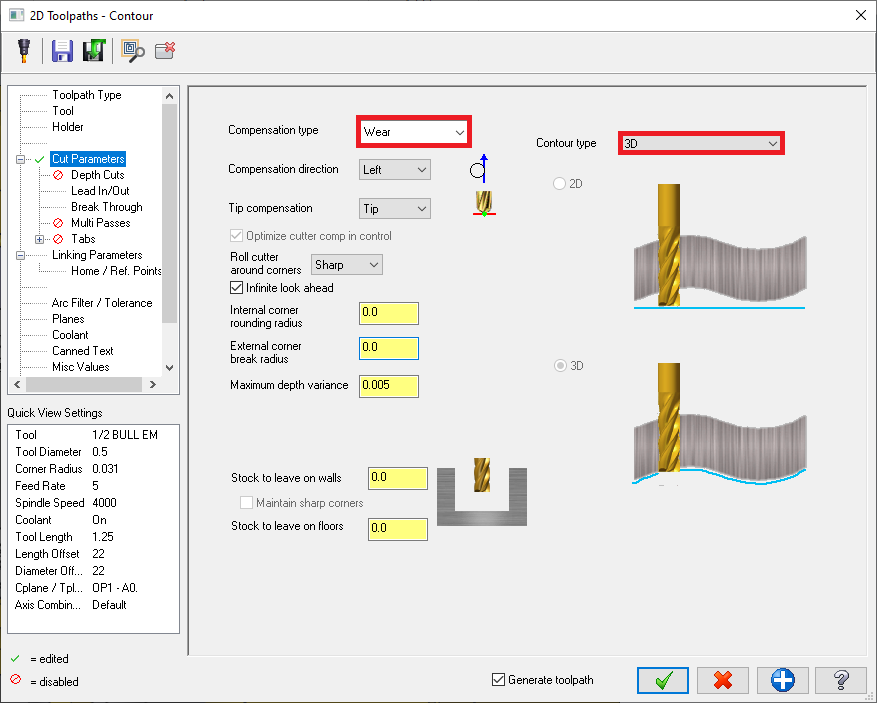
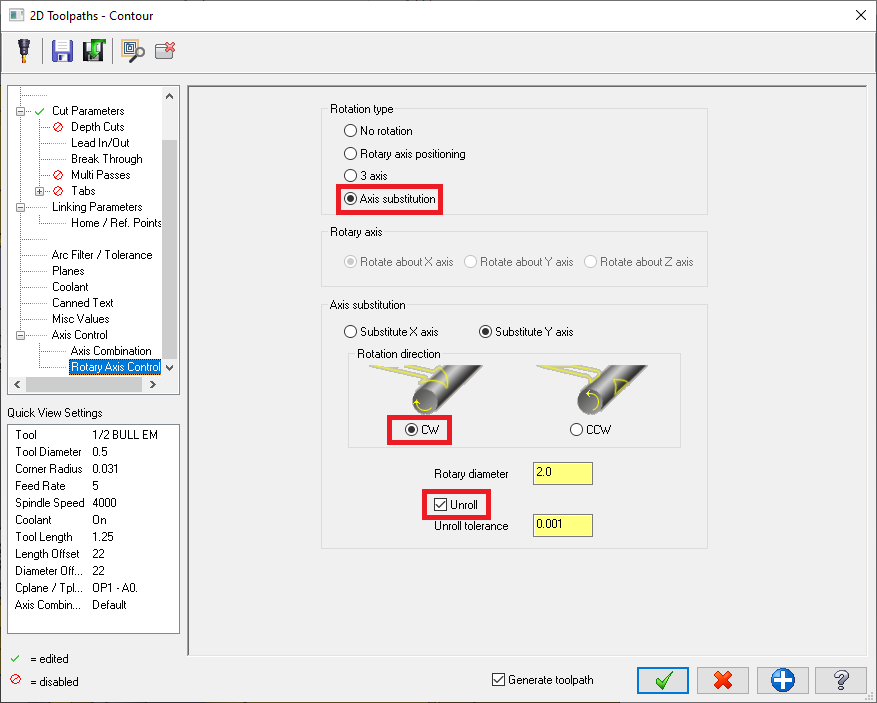
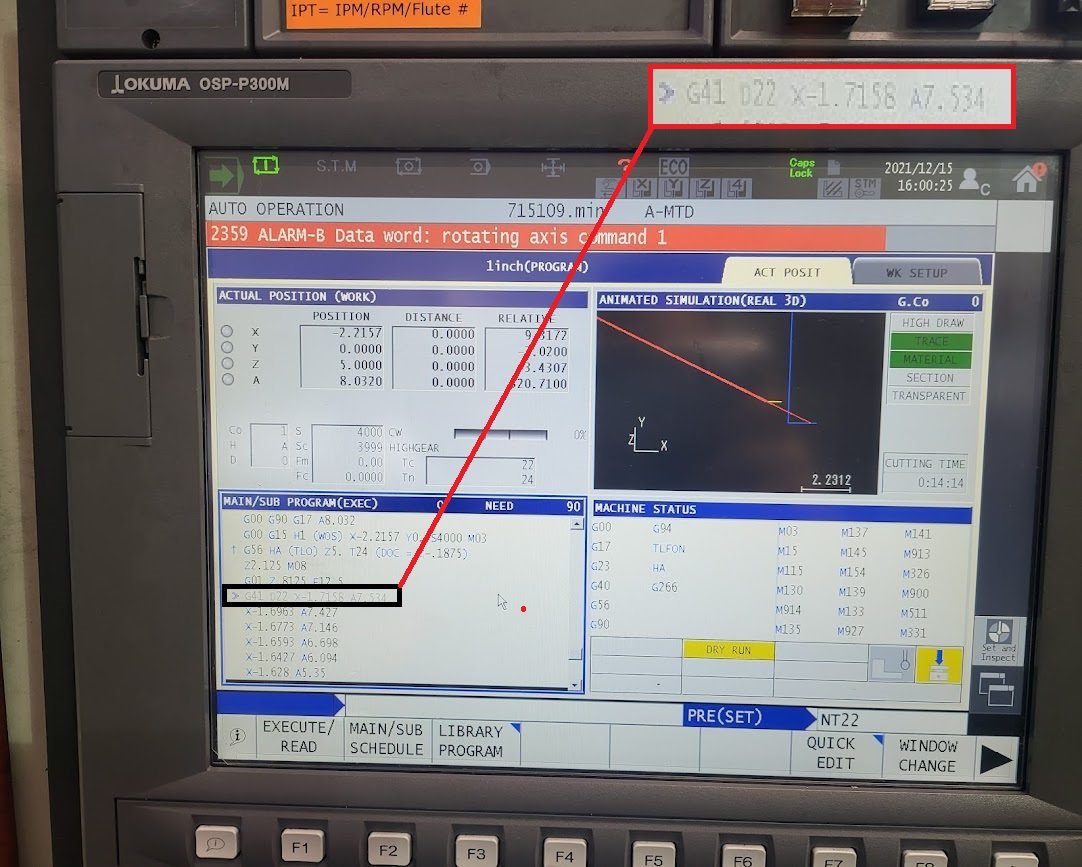
Hello everyone,
I am programming live 4 axis with WEAR turned on as 3D CONTOUR. However, it has an alarm the the following line (see imabe). My question is where is the best for me to put G41 Dxx value? I also tried to use the standard post they they have the same problem.Thanks,
S.Luong========================== G-CODES =====================
NT22(FINISH WALLS, THRU*, CUT#3)
G0 G17(XY PLANE) G40 G80 G90 M19
G30 P2(ZY HOME)
G0 G90 A-8.032(A INITIAL ROTATION)
G116 T22(.5, 1/2 BULL EM, .031RAD, , FIN, TiNC,)
G90 G15 H1(WOS) X-2.2157 Y0.
S4000 M3
G56(TLO) HA DA(D22) Z5.(DOC= Z.8125, .0625 THRU)
M8 A-8.032
Z1.125
G1 Z.8125 F5.
G41 D22 X-1.7158 A-7.534
X-1.6962 A-7.427
X-1.6773 A-7.145
X-1.6593 A-6.697 F572.96
X-1.6427 A-6.094
X-1.593 A-.249
(CUTTING...)
X-1.6787 A366.927
X-1.6977 A367.196
X-1.7172 A367.291
G40 X-2.2172 A367.464
G0 Z5. A367.466
A367.464
M9
G30 P2(ZY PULL IT UP)
M5
G0 G90 A0.(A HOME)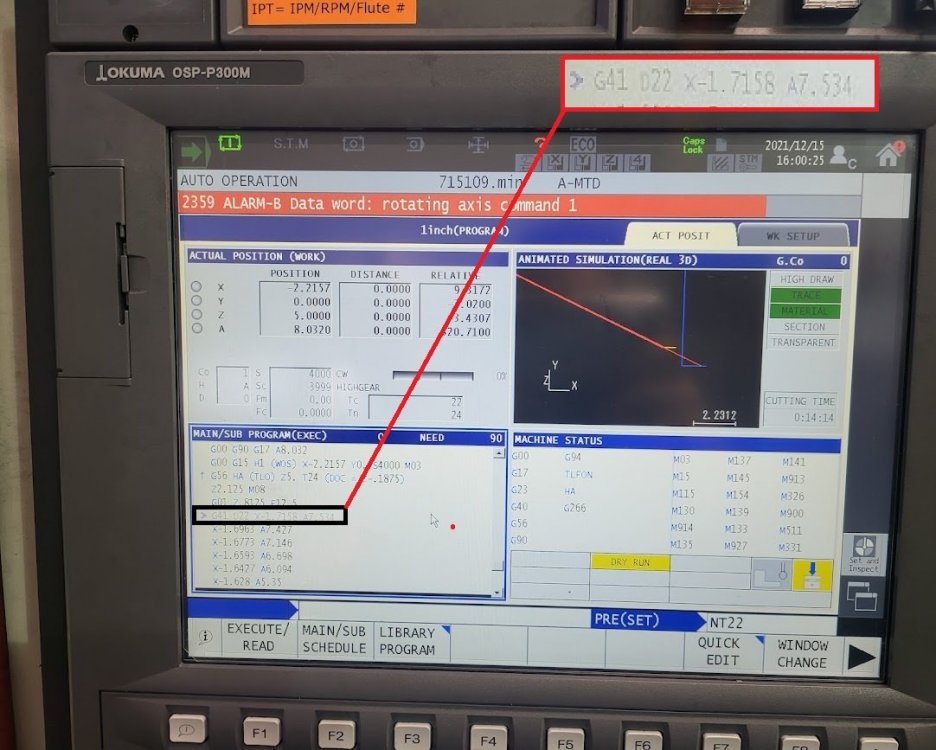
-
23 hours ago, crazy^millman said:
What is mmr1? I have never seen that used in a post before.
mmr1 is same as MR1$ I separated to flag the MR1$
-
 1
1
-
-
19 hours ago, crazy^millman said:
Huh? On walls maybe, but floors not seeing where that would be helpful.
Yes a mi or mr trigger can be added to do this, but should add a a logic check that if ziz-zig is picked to not allow that output or crashing could happen very quick like.
I am trying to make it work for my daily life, would you tell me where can I put my G41 in side the PCCDIA?
Thank you.
-
Hello Crazy MillMan,
I am trying to put a statement at the PCCDIA such as:If TOOLPATPTH IS HORIZONTAL AREA then out put as G41 and end as G40 (see codes below..). I didn't do right, can you assist me to do so?
Thank you.
===========================
#Region pccdia pccdia #Cutter Compensation #Force Dxx# if mmr1 = 4.1, tloffno$ = 3020 if mmr1 = 4.1 & (strstr("VERTICAL", sMachineDefinitionManagerDescription) | strstr("VERTC", sMachineDefinitionManagerDescription) | strstr("VERT", sMachineDefinitionManagerDescription) | strstr("VTC", sMachineDefinitionManagerDescription) | strstr("VER", sMachineDefinitionManagerDescription)), result = nwadrs ("D#", tloffno$) if mmr1 = 4.2, tloffno$ = 51999 if mmr1 = 4.2 & (strstr("VERTICAL", sMachineDefinitionManagerDescription) | strstr("VERTC", sMachineDefinitionManagerDescription) | strstr("VERT", sMachineDefinitionManagerDescription) | strstr("VTC", sMachineDefinitionManagerDescription) | strstr("VER", sMachineDefinitionManagerDescription)), result = nwadrs ("D#", tloffno$) if (mmr1 = 4.1 | mmr1 = 4.2) & (strstr("HOR", sMachineDefinitionManagerDescription) | strstr("HORI", sMachineDefinitionManagerDescription) | strstr("HORIZONTAL", sMachineDefinitionManagerDescription) | strstr("HORIZONTALS", sMachineDefinitionManagerDescription) | strstr(" HRZ", sMachineDefinitionManagerDescription)), result = nwadrs ("D#", tloffno$) #ToolDia = tldia$/2 #if HorizontalCellSystem = 3 & prv_cc_pos$ <> cc_pos$ & not(cc_pos$ = 0), "#2499=[2400+#129]-", no_spc$, *ToolDia, e$ #if HorizontalCellSystem = 3, tloffno$ = 99 if not(xform_type = 13 | xform_type = 16 | xform_type = 18) & prv_cc_pos$ <> cc_pos$ & cc_pos$, prv_tloffno$ = c9k sccomp if cc_pos$ & (mmr1 < 4 | mmr1 = 4.1 | mmr1 = 4.2 | mmr1 = 5), tloffno$ str_comp = slout(comp_dir, sdir0) if cc_pos$ = two & cc_error_flg = zero & ContourMultiPassesRoughPassCutDirectionIO = 0, [ if mprint(sG42, 2) = 2, exitpost$ #G42 was used cc_error_flg = one #Set flag to suppress redundant calls to error message at operation level ] #EndRegion pccdia========================================
NT26(FINISH EVERYTHING, BABY!!!, CUT#5)
G0 G17(XY PLANE) G40 G80 G90 M19
G30 P2(ZY HOME)
G116 T26(.5, 1/2 EM, FIN, TiNC,)
G90 G15 H1(WOS) X-.6298 Y-.5477 S3500 M3
G131(OKUMA LOOK AHEAD ON)
G56(TLO) HA Z1.(DOC= Z-.8795)
M8
G1 Z.1599 F25.
X-.6306 Y-.5481 Z.1484
X-.633 Y-.5492 Z.1372
X-.6369 Y-.5509 Z.1266
X-.6423 Y-.5533 Z.1167
X-.649 Y-.5562 Z.1079
X-.6568 Y-.5597 Z.1002
X-.6656 Y-.5636 Z.094
X-.6752 Y-.5678 Z.0893
X-.6853 Y-.5723 Z.0862
X-.6958 Y-.5769 Z.0849
X-.6984 Y-.578
G41 G2 X-1.0281 Y-.4503 Z.0156 I-.101 J.2287 ================> G41 HERE
G3 X-1.4235 Y-.3649 Z.0141 I-.2287 J-.101
X-1.3825 Y-.7674 Z.0125 I.1667 J-.1863
X-1.0124 Y-.604 Z.0109 I.1257 J.2161
(CUTTING...)
G1 X-1.453 Y-1.306
X.3591
G3 X.4341 Y-1.231 Z-.8587 I0. J.075
G40 G1 Y-1.2281 Z-.8586 ================> G40 HERE
Y-1.2167 Z-.8573
Y-1.2056 Z-.8543
Y-1.1952 Z-.8496
Y-1.1855 Z-.8433
Y-1.177 Z-.8357
Y-1.1697 Z-.8269
Y-1.1638 Z-.817
Y-1.1595 Z-.8063
Y-1.1569 Z-.7952
Y-1.156 Z-.7837
Z-.7587
G0 Z1.
G130(OKUMA LOOK AHEAD OFF)
M9
G30 P2(ZY PULL IT UP)
M5 -
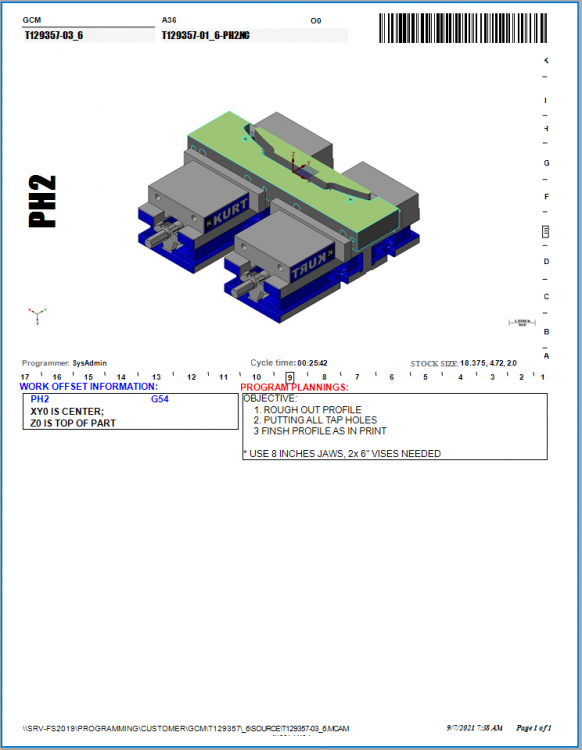
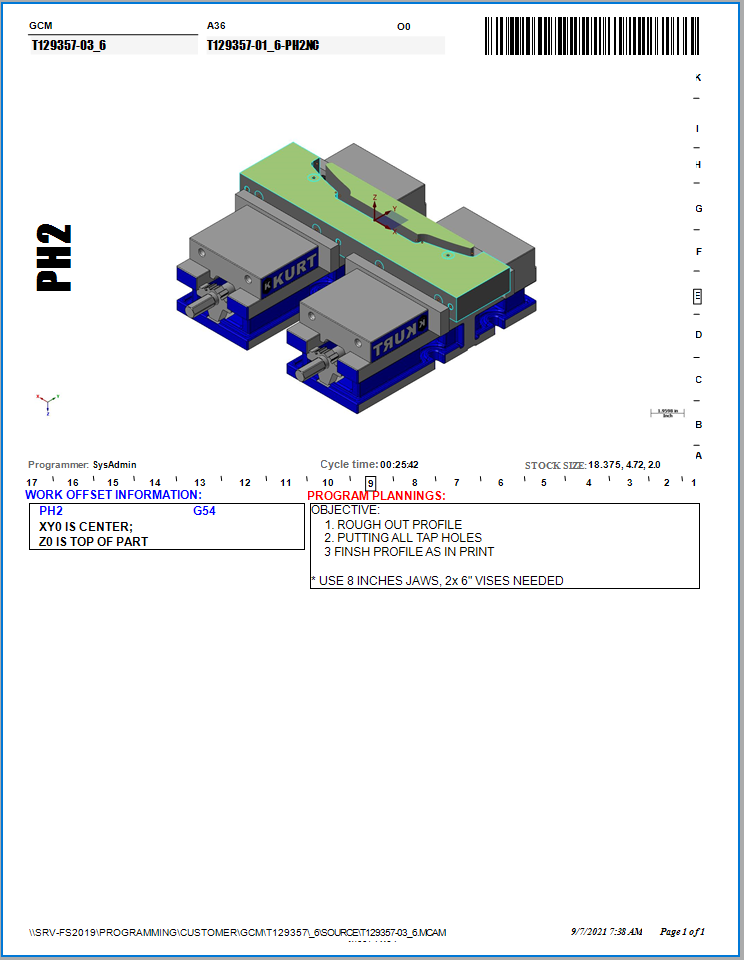
Hello everyone,
Surface HIGH SPEED Horizontal is great toolpath for me to finish walls and floors and the only thing it keeps me anxious about it is the "COMP". There is not G41 and G40 in the toolpath at all. Is there away I can manually add it in the toolpath or post?Thank you,
S.Luongtoolpath.png.1da9c6b6d151f2ea1728046dfc04adc1.png)
-
 1
1
-
-
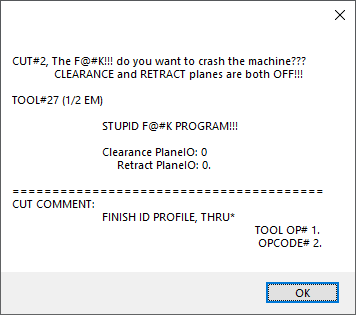
Hello everyone,
I just want to cheer you guys over the holiday and I have found some previous programmers of which turned off the CLEARANCE and RETRACT planes. I got so mad about it and I have written a warning because it is very DANGEROUS for HORIZONTAL and 5 AXIS...=======================
-
18 hours ago, [email protected] said:
Hi Steven,
send me an email to [email protected] I am sure we can accomodate you with a horizontal machine for mastercam simulation.
Thank you, I just emailed you.
-
Hello everyone,
I already had the solid models for my Horizontal machine + index attached to it. I would like to look for someone who can create Machine Simulation files for me to simulate. I did ask my dealer but he stated that IMPOSIBILITY company demand my company to purchase post + machine simulation. However, we already have post for it. The post itself it costs us $2,500 we can't just purchase another post + machine simulation.
If any of you guys know where I can get only machine simulation service company, let me know so I can request my company to purchase from. Deal's debate was the machine simulation is tight to the post and that is not very convince able. I used to use the machine only without the post, it worked fine. When on the machine simulation crash, it means outside crash as well. I think nowadays dealers are must making harder for end users to get what they need not what dealer want (more money charge).
ps: I already had the solid models, all I need is a person to create the machine simulation.
Thanks
-
On 8/12/2021 at 8:19 AM, ibbyfufkin said:
Is it possible to use the fields that are in the setup sheet GUI to output via the post? I am wanting to put them in the headed of my machine program.
I have scoured my post files I have gotten when I took the class our reseller did for us a couple of years back and haven't found where the field names might be.
Thanks in advance
Added a picture to clarify if anyone needed it
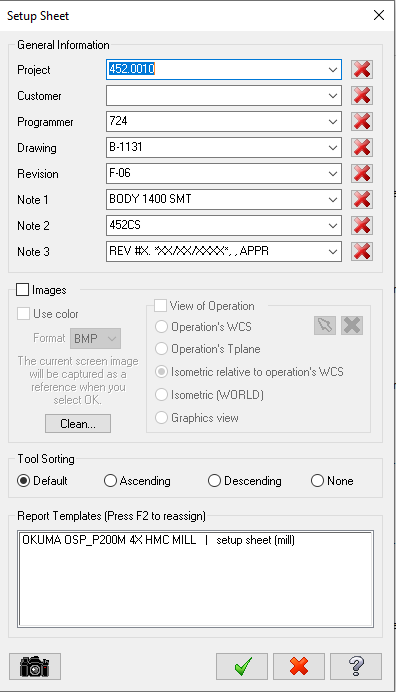
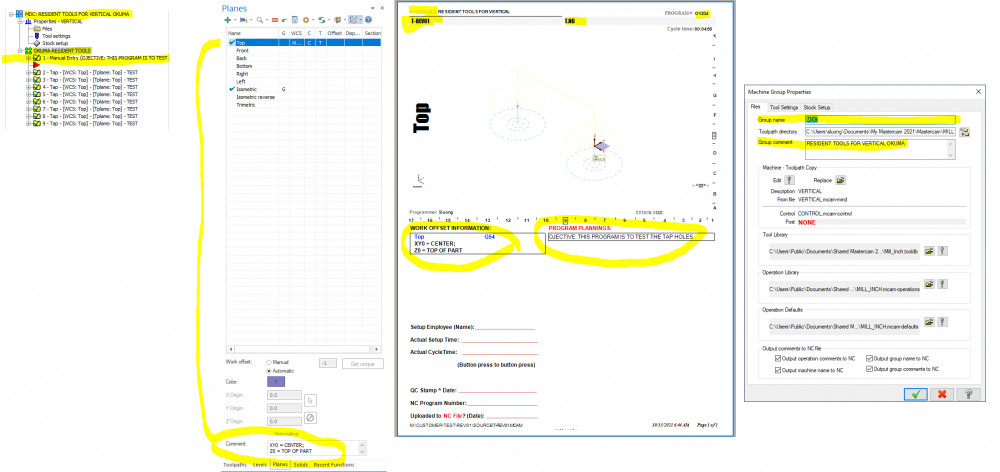
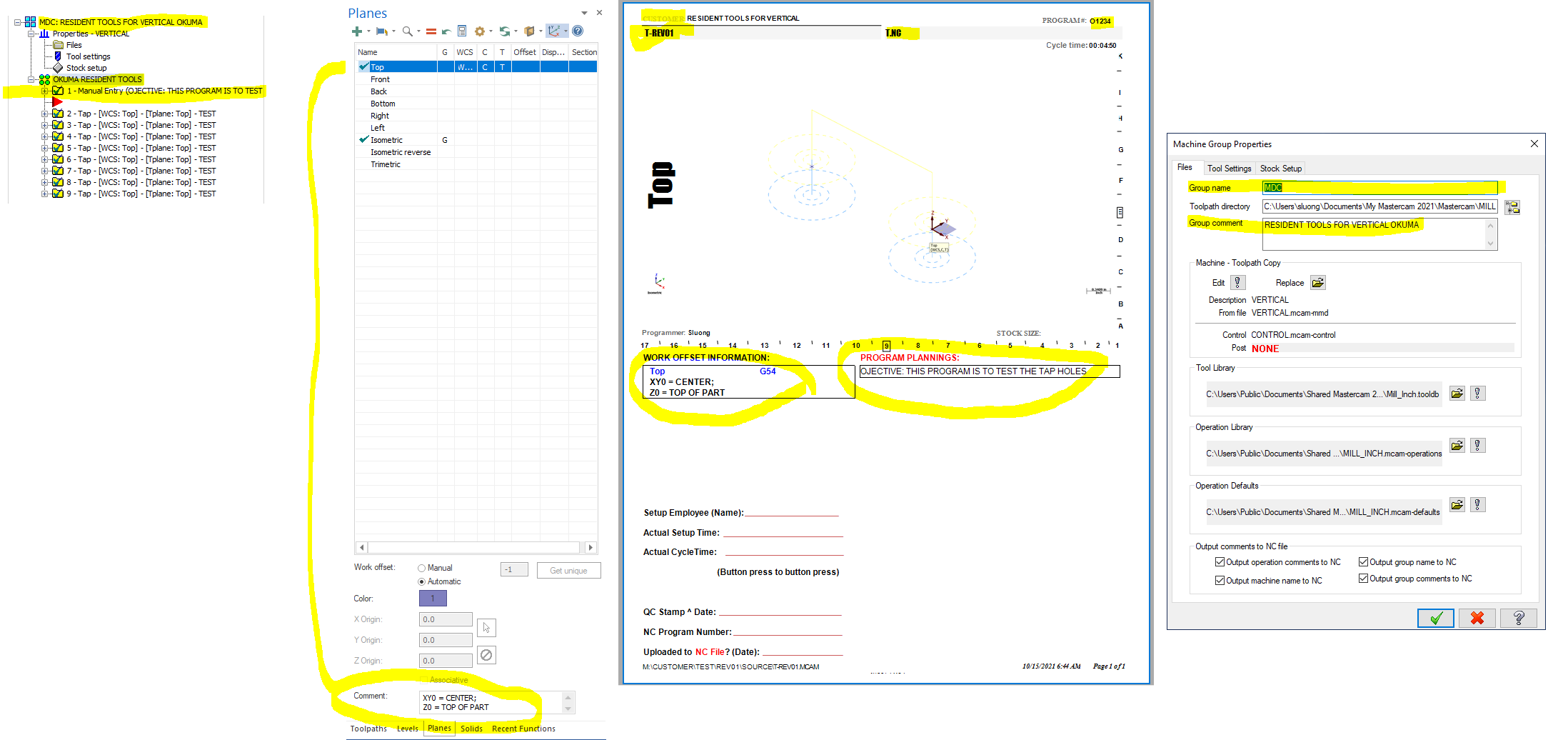
I have tried like the way you've done it and it ended up with I have to type every single time with a different part number, job, etc... However, there is a way to make it AUTOMATICALLY of which pulling the data from SOURCE. Here how I made it work as below.
PRORAM NAME AS "NC FILE"
MACHINE GROUP COMMENT AS "CUSTOMER NAME"
SOURCE FILE AS "PART NUMBER"
I have been working on this templates several years (15 minutes per day) and now this is finally completed as really want. I think it may take you up to six months to if you have your own layout and design it through ACTIVE REPORT.
-
Hello everyone,
I just got hired into a company who is previously bought a used UMC750 METRIC and it also came with METRIC POST in POST as well. Now they have called SELWAY to convert the METRIC to ENGLISH. I would like to convert from their current post processor from METRIC to ENGLISH as well.
Is there a quick way or switch from the MACHINE DIFINITION to ENABLE the ENGLISH and DISABLE the METRIC?
Thank you. -
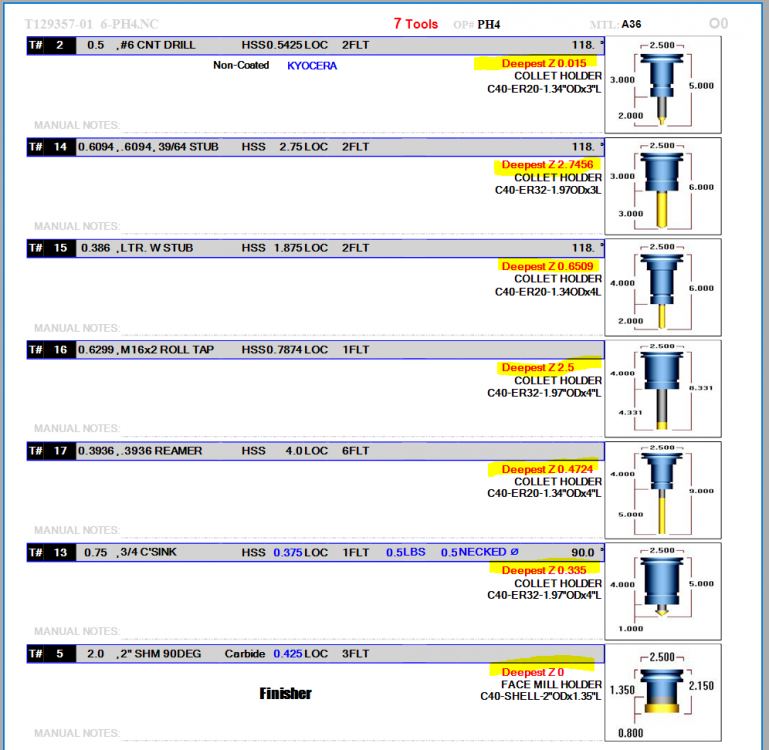
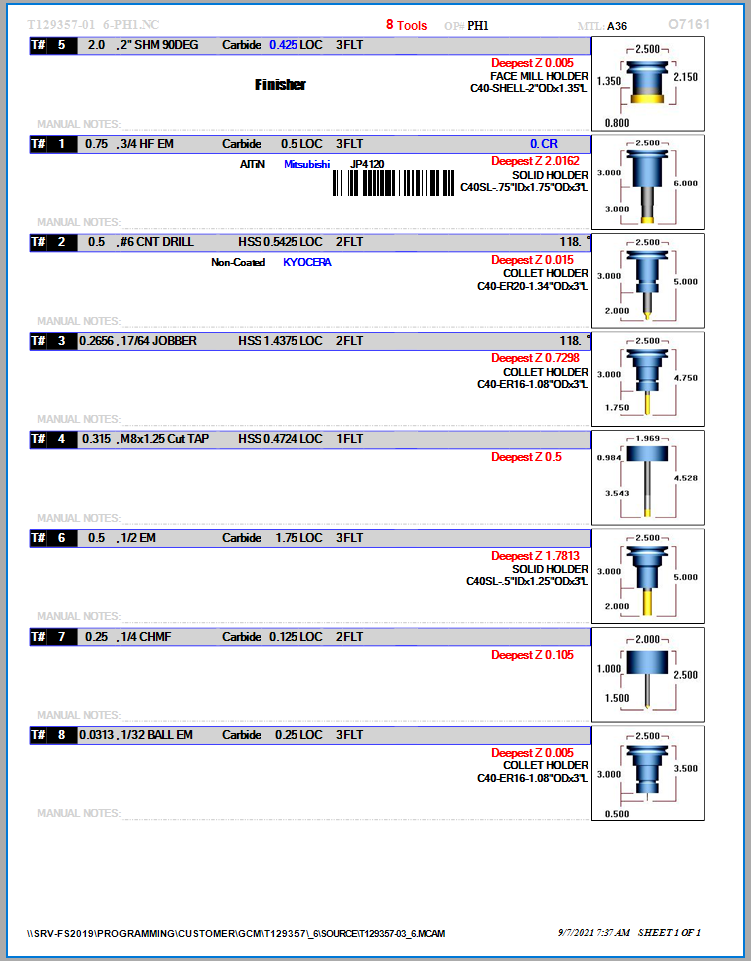
On 2/14/2019 at 8:27 AM, saltedfish said:
I've been trying to tighten up my tool report by condensing the info I need onto one sheet. One thing I'd really like is for each operation row to also contain it's minimum Z depth so I know how long to set the tool. I'm starting with a modified version of the default operation manager toolsheet for mills, which I've made into a master report (test report.rpx) and a subreport (-test subreport.rpx). My grasp of the Active Reports creation is a bit shaky, but my impression is that MasterCAM dumps a ton of info into an XML file and active reports sniffs through it and picks out the information you want and organizes it, based on the way the RPX file is laid out. I identified 5 different "minimum Z values" in the NCFILE branch:
- NCFILE: MIN-Z
- NCFILE/OPERATION: DEPTH
- NCFILE/OPERATION: MIN-Z
- NCFILE/OPERATION/TOOL: MIN-Z
- NCFILE/TOOLS/TOOL: MIN-Z
That is, each of these are the values that can be clicked and dragged into the main body of the report, where I assume ActiveReports slurps in the data that value indicates it should find.
My problem is that the values don't always load consistently. There seems to be an issue with the Recordset Pattern: //TOOL and //TOOLS seem to be the only applicable options that have any effect:
- Master report: //TOOL, subreport: //TOOL — Master report Preview reverts to some strange default template with no numbers; subreport Preview has values for all 5
- Master report: //TOOL, subreport: //TOOLS — Master report Preview reverts to some strange default template with no numbers; subreport Preview only has values for #3
- Master Report: //TOOLS, subreport: //TOOL — Master report Preview shows values for #1, #4, and #5; supbreport Preview shows values for all 5
- Master Report: //TOOLS, subreport: //TOOLS — Master report Preview shows values for #1, #4, and #5; supbreport Preview only has values for #3
Despite the fact that the last two combinations show something in the Preview function, when actually tested through MasterCAM, there's no values in any of the fields.
I'm wondering what I'm missing here, and hopefully someone can help me out.
![2019-02-14 07_51_02-ActiveReports Viewer - [ tool report].png](https://www.emastercam.com/uploads/monthly_2019_02/2045069931_2019-02-1407_51_02-ActiveReportsViewer-toolreport.thumb.png.2dac69204ecc82b76e703e3cac3a0de9.png)
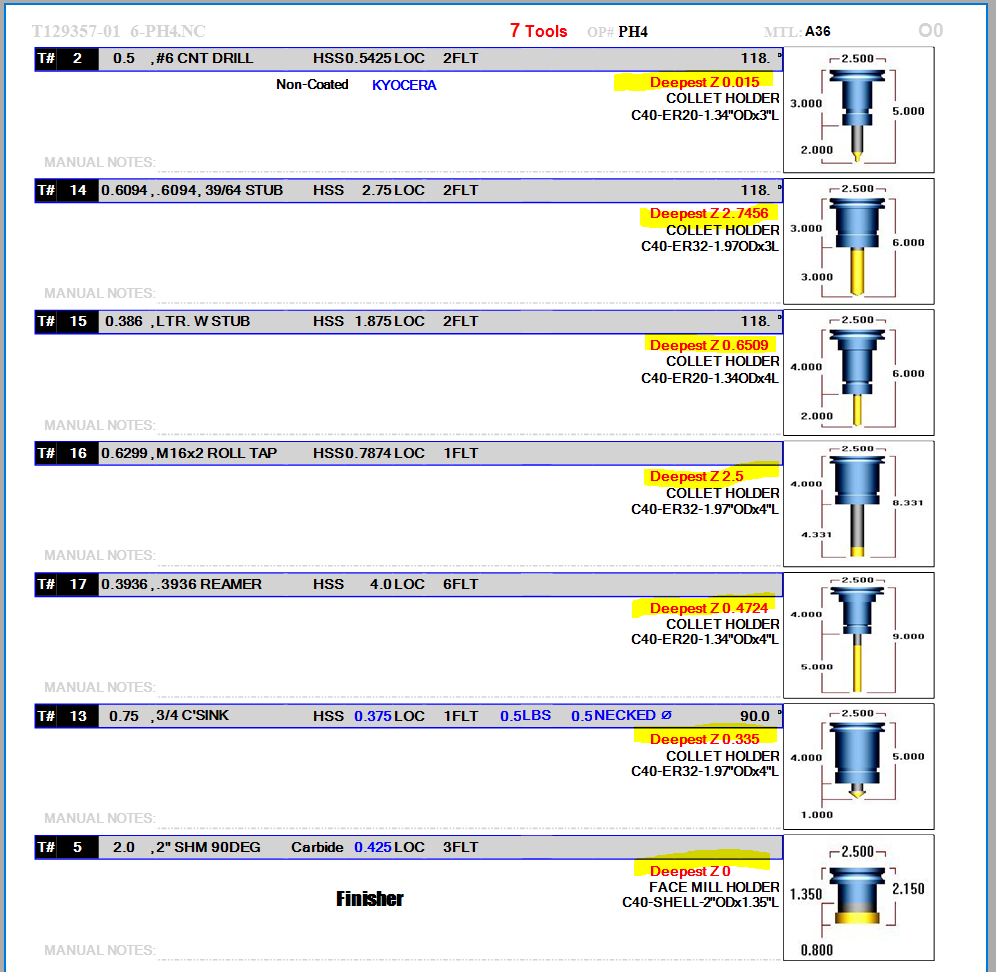
Guess what? I've got this done by paying MasterCam $300 just to make my DEEPEST Z DEPTH shows up. I think it worth it. Just send to MASTERCAM, they'll do it for you.
-
1
-
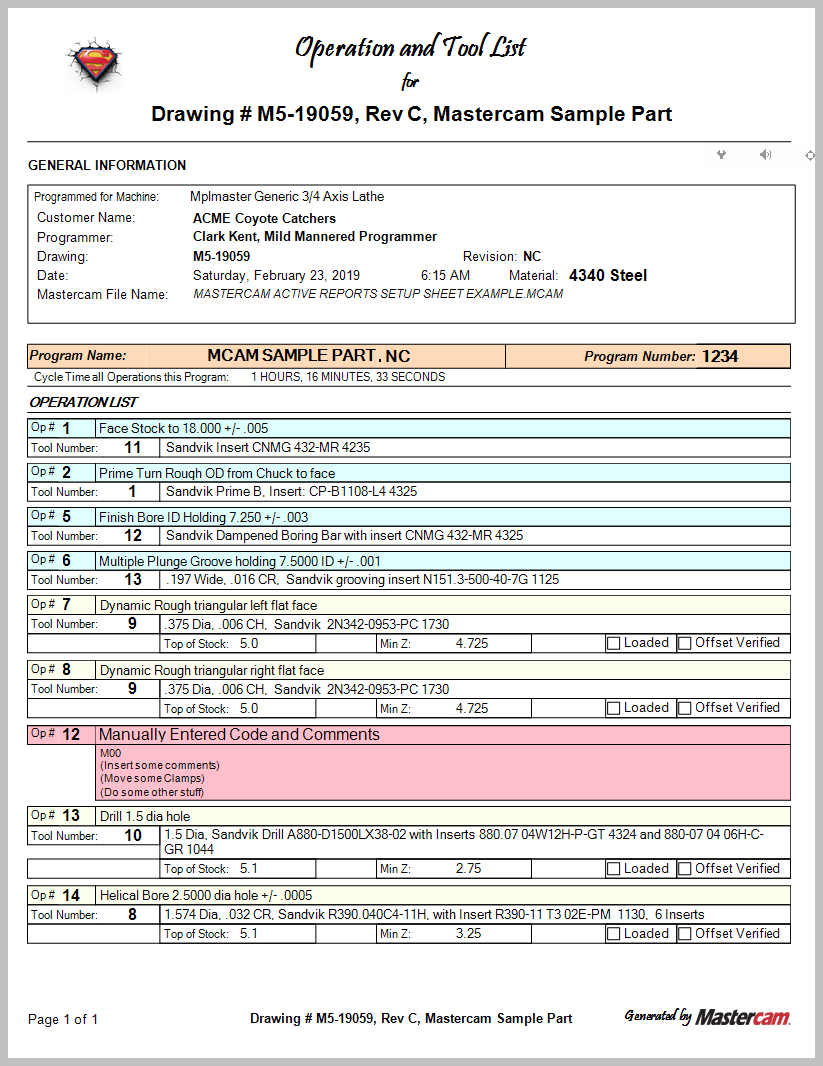
On 2/23/2019 at 6:45 AM, Bill Craven said:
Greetings all,
I have developed a setup sheet that is really more of an Operation check list.
Developed for minimal paper waste.
It works with all three of the main program types without changing report templates: Mill, Lathe, and Mill/Turn.
The operations are color coded: Blue is turning, Yellow is Milling, and red is Manual Entry.
If the tools are named in Mastercam the way that I recommend, all of the information will be there for the operator: Insert codes, etc.
Included in the zip file that is attached is a sample turning program with milling, the Active report templates, a Word doc with instructions on how to install and where to enter information.
For best results, pay close attention to the Word doc on what and where I enter the names and comments of the tools and operations.
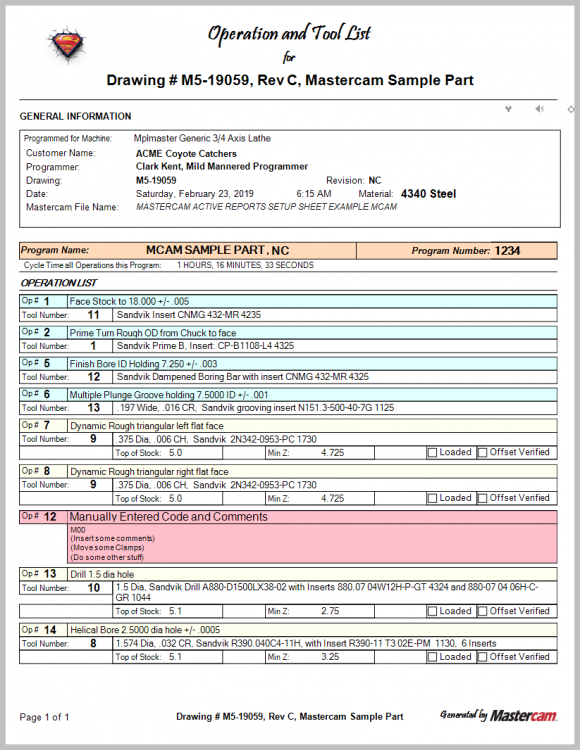
Disclaimer: Use at your own risk.
I have my own too. I am trying to steel some of your ideas and putting on mine of which already existed. Thanks for the share.
-
2
-
-
On 11/2/2012 at 11:43 AM, Rotary Ninja said:
I can think of at least 20 different controls I have ran. I've ran every machine configuration from manual to CNC. All the way up to 8 axis and some swiss machines. I have just been thrown back on a Mazak after 10 years of not running one and I just had to come here and blow off some steam. I really hope the Mazak engineers are reading!
We have a Mazak Nexus 510C-II. The door only opens to about 6" left of center of the spindle. Trying to lean in and see an indicator on the left side of a part is near impossible. And trying to reach your head far enough to see the indicator while your hand is on the jog handle looks ridiculously stupid. So you have to use the remote handwheel and a mirror. But then, the light in the machine is on the right side. So your indicator is in a shadow on the left side of the machine. So you need a flashlight. Now you have a flashlight and a mirror in one hand, the handwheel in the other and guess what??? You need to depress a button on the side of the handwheel to move the machine. So now I need a third hand. So I place my oil covered mini-maglight in my mouth, a mirror and the handwheel are being held with my hands, and I still can't see a ####### thing! This is by far the most ridiculous machine I have ever ran!
Don't even get me started on the control LOL
Whew, I feel better!
To be honest, Japanese are very smart why they make such a so DUMP control like MAZAK? The machine is an amazing thing to use it. For the control, it is TRASH!!!!!
-
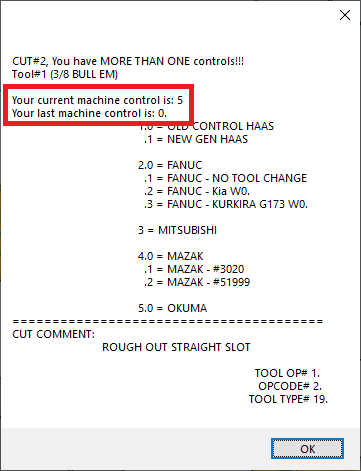
Hello support,
I am using a HORIZONTAL of which contains the "B" rotation and I would like to make an alarm such as:IF LAST ROTATION <> CURRENT ROTATION & PREVIOUS T$ = CURRENT T$ & RETRACT FLAG = 0 then show alarm....
I've got nothing alarm, I think the problem is the "prv_cabs <> cabs ".
Please help,
S.Luong===================
if srot_label = "B" & rotretflg = 0 & prv_cabs <> cabs & (prv_t$ = t$ | last_tool$ <> t$ | t$ = next_tool$), [if mprint(sHorizontalBRotationHomeDemands), exitpost$], e$#Region sHorizontalBRotationHomeDemands sHorizontalBRotationHomeDemands = "CUT#"+sToolPathNumber+", When rotate with differnt B ROTATION ANGLE," +no2asc(13)+" Z MUST BE HOME!!!" +no2asc(13) +no2asc(13)+"TOOL#"+no2str(t$)+" ("+s20001+")" +no2asc(13) +no2asc(13)+ " FROM B" + no2str(prv_cabs) + ", TO B" + no2str(cabs) +no2asc(13)+no2asc(13) +no2asc(13)+"=======================================" +no2asc(13)+"CUT COMMENT: " +no2asc(13)+ " " + sop_com +no2asc(13) +no2asc(13)+ " TOOL OP# " + no2str(tool_op$) +no2asc(13)+ " OPCODE# " + no2str(opcode$) +no2asc(13)+ " TOOL TYPE# " + no2str(tool_typ$) #EndRegion sHorizontalBRotationHomeDemands -
Hello,
I am looking for "tool_op$" for these below, would you guys tell me where to get it in the MASTERCAM PARAMETER pdf file? I have them all but I cannot find them. Perhaps they are another PDF file?Thanks
=========================
shst00 : "CORE ROUGHING" # String definition
shst01 : "AREA CLEARANCE"
shst02 : "WATERLINE"
shst03 : "CONSTANT STOVR"
shst04 : "HORIZONTAL"
shst05 : "RASTER"
shst06 : "PENCIL"
shst07 : "HYBRID"
shst08 : "NULL"
shst09 : "SPIRAL"
shst10 : "RADIAL"
shst11 : "REST ROUGH"
shst12 : "OPTI AREA"
shst13 : "OPTI CORE"
shst14 : "OPTI REST"
shst15 : "PROJECT"
shst16 : ""
shst17 : ""
shst18 : ""
shst19 : ""
sopnotehst : "" # Target string
# --------------------------------------------------------------------------
#Region Select High Speed Name
# --------------------------------------------------------------------------
sDynamicMill : "(DYNAMIC MILL)"
sAreaMill : "(AREA MILL)"
sContourMill : "(2D HIGHSPEED CONTOUR)"
sPeelMill : "(DYNAMIC PEEL MILL)"
sBlendMill : "(2D BLEND MILL)"
sDynamicArea : "DYNAMIC AREA"
sDynamicRest : "DYNAMIC REST"
sDynamicCore : "DYNAMIC CORE"
sDynamicContour : "DYNAMIC CONTOUR"
shsname : ""
fstrsel sDynamicMill op_type_hsm shsname 9 -1
#EndRegion Select High Speed Name# --------------------------------------------------------------------------
#Region Select Surface High Speed Name
# --------------------------------------------------------------------------
sOptiArea : "(OPTI-AREA)"
sOptiRough : "(OPTI-ROUGH)"
sWaterLine : "(WATER LINE)"
Scallop : "(SCALLOP)"
sHorizontal : "(HORIZONTAL)"
sRaster : "(RASTER)"
sPencil : "(PENCIL)"
sHybrib : "(HYBRID)"
sNoLongerUsed8 : "(NO LONGER USE)"
sPrial : "(SPIRAL)"
sRadial : "(RADIAL)"
sNoLongerUsed11 : "(NO LONGER USE)"
sNoLongerUsed12 : "(NO LONGER USE)"
sNoLongerUsed13 : "(NO LONGER USE)"
sNoLongerUsed14 : "(NO LONGER USE)"
sProject : "(PROJECT)"
sEqualScallop : "(EQUAL SCALLOP)"
sBlend : "(BLEND)"
s3DHighSurfaceSpeedName: ""
fstrsel sOptiArea op3DHighSurfaceSpeed s3DHighSurfaceSpeedName 18 -1
#EndRegion Select High Speed Name
-
32 minutes ago, So not a Guru said:
G61.1 is the Mazak smoothing control.
G5 is the look ahead
You can use both simultaneously, but the must be on separate lines.
Thanks for the tips.
==============================
N6(ROUGH SECOND STEP, CUT#4)
G0 G17 G40 G49 G80 G90(19.52S)
G91 G28 Z0. M19
(3X RDEPTH CUTS, .025 PER)
T6(1.25, 1-1/4 HIGH FEED, .030RAD, , TiNC,)
(M 373211)
M6
G90 G54 X4.202 Y-1.7956 S1302 M3
G43 H#51999 Z1. T27 (DOC= Z-.0294)
M8
Z.125
G1 Z-.0147 F27.
X3.9811 Y-1.5746
G3 X3.875 Y-1.5307 I-.1061 J-.1061
(CUTTING...)
G1 X4.202 Y1.7956
G0 Z1.
M9
G91 G28 Z0. M5
M1
(*)
N27(ROUGH DAT A AND DAT B +.02, CUT#5)
G0 G17 G40 G49 G80 G90(07M 58.18S)
G91 G28 Z0. M19
(DYNAMIC MILL)
(.0525 STOVR, 7.PERC TDIA.)
T27(.75, 3/4 EM, .030RAD, , TiNC,)
(IMC 66222. COLLET=REG 1732.19050 )
M6
G90 G54 X-3.3656 Y-3.1621 S3500 M3
G43 H#51999 Z1. T6 (DOC= Z-.2162)
G5 P2(MAZAK LOOK AHEAD ON)
M8
Z.1
G1 Z-.2062 F100.
X-3.3694 Y-3.1529
(CUTTING...)
G1 X.9053 Y1.6777 Z-.2062
X.9519 Y1.6972
G0 Z1.
M9
G5 P0(MAZAK LOOK AHEAD OFF)
G91 G28 Z0. M5
G0 G90 G54 X0.
M1
T6 M6(1.25, 1-1/4 HIGH FEED)
M6
#3901 = #3901 + 1
M30(CHARACTERS COUNT = 36,684 - 35.84KB)
#3901 = 0 (OPERATOR MANUAL RESET)
%-
1
-
-
1 minute ago, crazy^millman said:
I thought G64 turned off G61.1 where did you come up with G61.1 being turned off by using G61.1? Applying the K it is just a tolerance value. Depending on the machine it might need to be a different value. Should check with your Mazak AE and see what they recommend for your machine.
Hello Crazy Mill Man,
I just called Mazak and this is what they told me:G61.1, K70 (MAZAK LOOK AHEAD ON)
G64 (MAZAK LOOK AHEAD OFF)
or....G5 P2(MAZAK LOOK AHEAD ON)
G5 P0(MAZAK LOOK AHEAD OFF)
Which one have you seen the most common used?Thanks.
-
Hello everyone,
I am trying to look for the codes for MAZAK LOOK AHEAD and this if what I found, not sure if these are right or wrong.G61.1, K40(MAZAK LOOK AHEAD ON)
G61.1(MAZAK LOOK AHEAD OFF)
Thank you.
============================================
N6(ROUGH FACE AND RADII, CUT#36)
G0 G17 G40 G49 G80 G90(11M 41.51S)
G91 G28 Z0. M19
(OPTI-AREA)
T6(1.25, 1-1/4 HIGH FEED, .030RAD, , TiNC,)
(M 373211)
M6
G90 G55 X-.7812 Y-.5903 S3200 M3
G43 H#51999 Z1. T7 (DOC= Z-.59)
G61.1, K40(MAZAK LOOK AHEAD ON)
M7
Z.37
G1 Z.345 F125.
G19(YZ PLANE) G3 Y-.5653 Z.32 J.025 K0.
G17(XY PLANE) G2 X-.216 Y0. I.5653 J0.
G3 X.8862 Y1.3821 Z.2896 I0. J1.1305
X-.7065 Y2.149 Z.2593 I-1.1022 J-.2516
(CUTTING...)
X-1.3082 Z-.49
Z-.465
G0 Z1.
G61.1(MAZAK LOOK AHEAD OFF)
M9 -
Hello admin,
I guess my hobby is reading all the threads from you guys while I am on break and I have downloaded the mobile app as "MASTERCAM COMMUNITY", does not allow me to view because it said I am a "NON CUSTOMER". I have registered the "SIM" number in my profile and I wonder what would I need to do to make it work.
Thank you


![2019-02-14 07_51_02-ActiveReports Viewer - [ tool report].png](https://www.emastercam.com/uploads/monthly_2019_02/1239829393_2019-02-1407_51_02-ActiveReportsViewer-toolreport.png.8a85b50186c69e7e1f2f7f556ffb1a58.png)

MR1$ comparing to LAST_MR1
in Post Processor Development Forum
Posted
Hello,
I would like to use MR1$ in the MISC and I've been trying to use a statement like this.
If LAST_MR1 <> MR1$ then show alarm but I think it could not store the previous value of MR1$ and it is showing "0".
I have MR1$ = 1 on operation#2 and operation#7 I have input MR1$ = 2
Would you guys tell me what is the easiest way to make this work?
ps: I have a alarm message such as
Thank you.
Output...