





Bob W.
-
Posts
1,914 -
Joined
-
Last visited
-
Days Won
20
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Bob W.
-
-
We did it for the one month and that was it. Employees were agreeable at first but after a week or so there wasn't much of an effort to make sure projects shipped on time. At the onset we had specified that if there were issues and projects were in jeopardy people would need to be available to fill in the gaps to hold the schedule and that is where things sort of fell apart. I think something like this could work but we are a little small in employee count to make it work IMO.
-
 2
2
-
-
The true positions of the holes are tight to each other (0.005 to ABC) and this is a production part we will be making for years. I want a stable process that will yield perfect parts in the morning, noon, and night, summer or winter, etc... The bore to the left is one of the datums. Eliminating the C-axis index prior to boring the second hole will make the process more stable. Also, there are other skewed features on the part that make 5-axis the preferred method for machining. We make another variation of this part that is machined 4-axis and we hold .001 true position to ABC. On the first article of this part we were at .003 and I'd like to make it better.
-
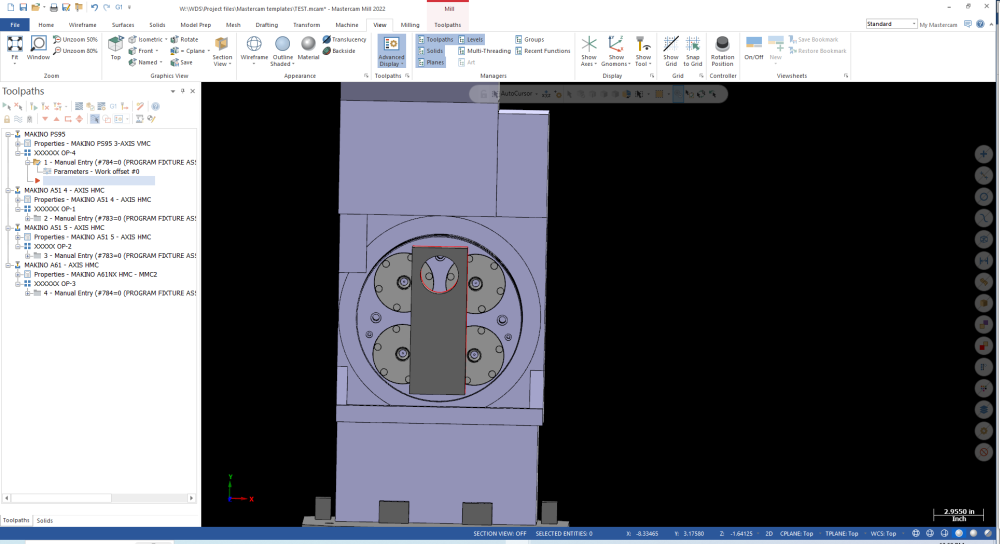
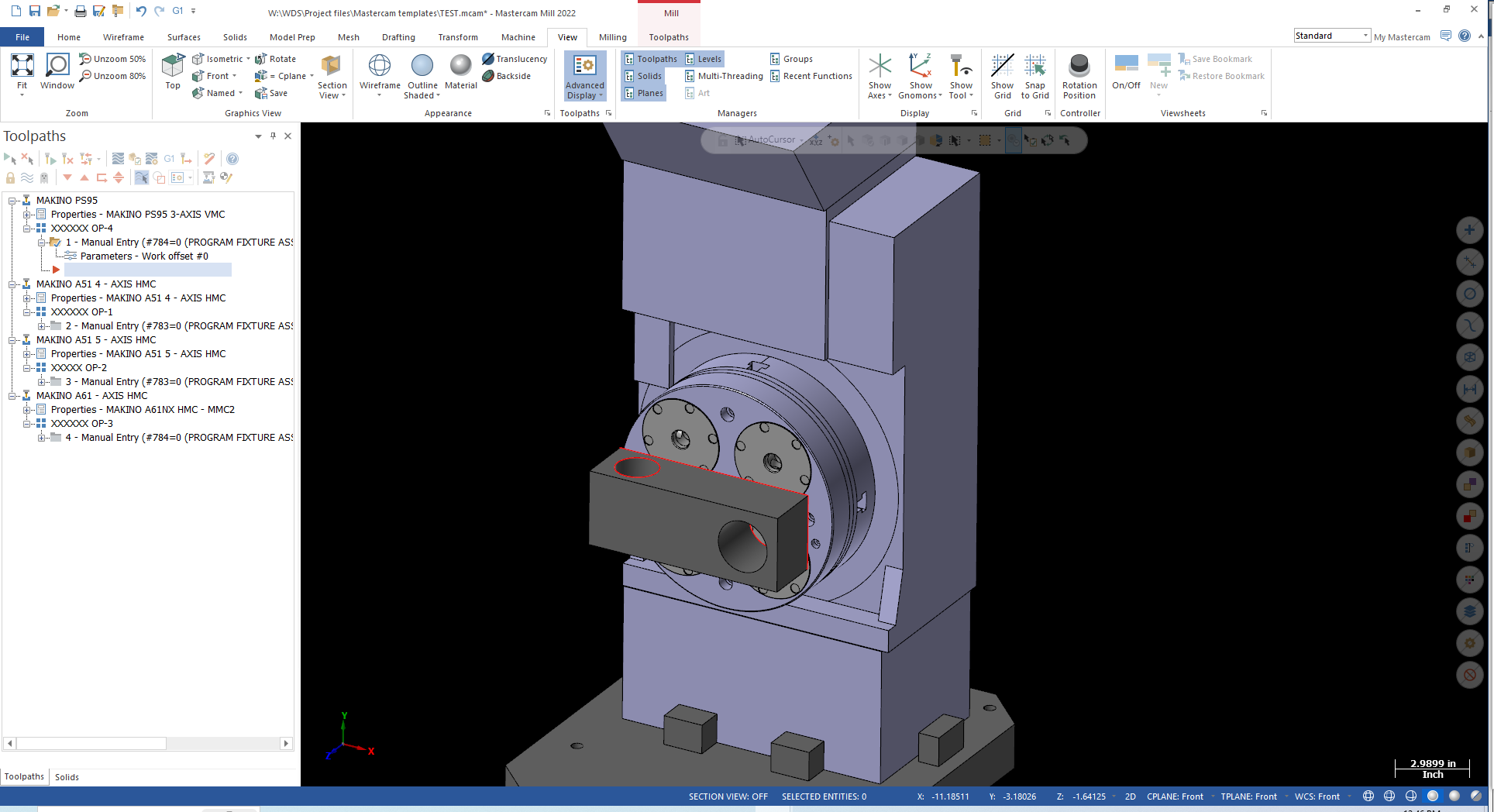
Here is a rough version of the part showing the position while boring the second hole (right hole, B0 C0)
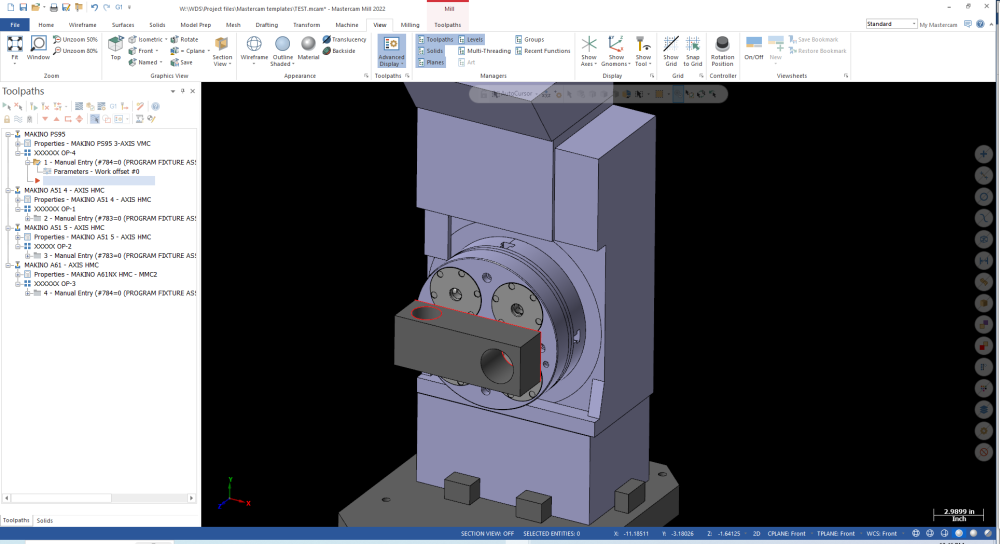
Here is the position while boring the first hole (B90, C-90)
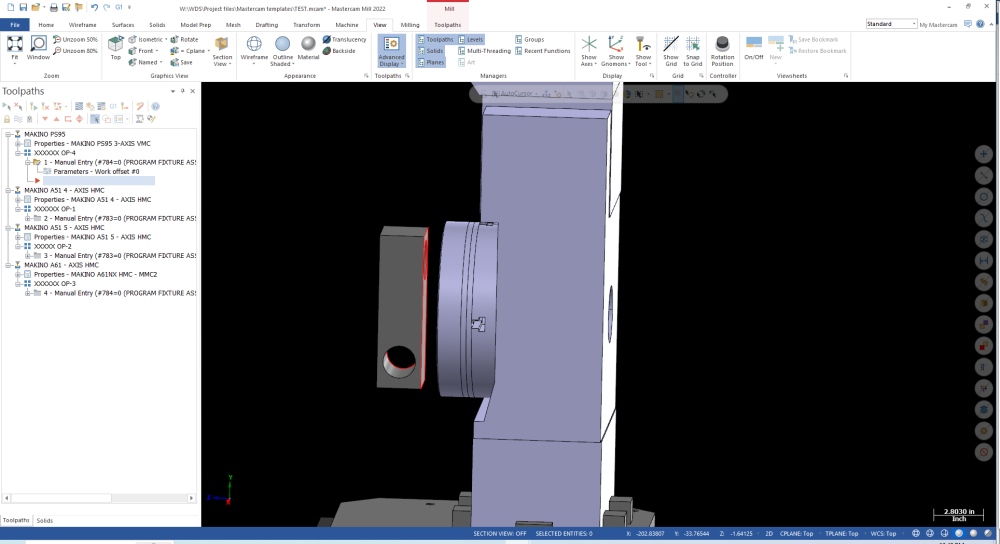
Here is the desired position for boring the second hole (B0, C-90)
-
Can you get the B-axis to post at B180 or B0? My current program bores the hole with the hole at 3:00 and I want it to bore with the hole at 12:00.
-
Here is my post:
[POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V24.00 P0 E1 W24.00 T1631223551 M24.00 I0 O0
# Post Name : Generic Fanuc 5X Mill
# Product : Mill
# Machine Name : Generic
# Control Name : Fanuc
# Description : Generic Fanuc 5 Axis Mill Post
# 4-axis/Axis subs. : Yes
# 5-axis : Yes
# Subprograms : No
# Executable : MP 14.0I have done a ton of mods to it as well. But this is what I started with.
-
I do have those in my misc integers but haven't ever needed to use them. It does have an effect on C but not what I'm after unfortunately. I typed -90. and it posted at -180. For some reason it really doesn't like C-90. The B-axis is at 0. so there wouldn't be anything dictating that C needs to be at 0. or 180.
-
Basically the second bore is done with the C-axis plate facing the machine spindle and I have no control over what position (in C) that the plate is in for this. It could literally be any C value and the machine would be able to bore the hole. The ideal orientation would be C-90 but I can't force that from what I can tell.
-
I have a pair of holes that have a really tight true position to each other. This part is machined on a 5-axis machine with a B and C axis. One hole is bored at B90, C-90 and the other is bored at B0, C0. The hole axis are normal to each other... For accuracy sake my preference would be to bore the second hole at B0, C-90 so the C-axis position in space (thermal deviation, etc...) doesn't come into play for the true position of the hole. The hole spacing would be a factor of the machine's y-axis accuracy only. Is there a way to force this in Mastercam? I have already played with the misc values which dictate whether the axis is biased + or -, but since both are at zero for the second hole it doesn't have any effect. I have also tried making another plane which is rotated at 90 degrees about Z but that didn't work either. Any thoughts?

Picture this link made from a solid piece of material with the bore at one end at 90 degrees rotated with respect to the other. I can't show a picture of the actual part unfortunately, it would violate our customer's NDA.
-
I would add G90 before G10
G90 G10 L2 P2....
You might be in incremental mode... Also might not be a bad idea to add a G53 before the G10 commands. I'm not an expert on this but I'm not sure how look ahead reacts to G10 commands. I always play it safe and add G53 as a look ahead stop.
G53
G90 G10 L2 P2....
G56
-
 1
1
-
-
On 11/16/2022 at 4:34 AM, Shiva.aero said:
Any update to this post?
All these problems for NTX 2000 is just because of the Post Or is it due to the MC itself?
Is it all improved with MC2023?
No update. I pretty much gave up. We have a few production parts that run on the machine and we don't really iterate on process improvement like we could/ should. It is just too much of a pain and I'm tired of fighting the uphill battle. It never got fixed so we just hand edit the programs if there is a change. Usually we will isolate the toolpath that changed and cut and paste it into the existing program so there is less to prove out. It is really pathetic I know. On the mills we will iterate a program for process improvement every cycle until it is dialed. We will constantly repost to test new tool technology and offerings, etc... Not with the Mori, waaay too much work. Were probably getting 60% of what we could out of that machine and it pretty much boils down to the post issues and drama it causes.
-
 2
2
-
-
Ok, 16 years later I'll answer my own post. Use a vacuum chuck and before laying the part on the chuck, place shim stock at strategic locations so the part will have the least deflection when the chuck is turned on. Also, starting with grained Kaiser plate is a huge help. Like someone else (Hardmill?) said, rough, flip, rough, flip, finish, flip, finish. Also, use really sharp tools and watch them closely throughout the project. The instant they begin to show any sort or wear replace them. Sharp tools help a great deal to prevent warpage but sometimes its baked into the material and unavoidable.
When I made my original post I think I had been at it for a few months. Now I have 18 employees and all we do is aerospace work. I have a letter hanging on my wall thanking my company for our part in the effort of getting astronauts launched from US soil again. I credit this forum with having a huge impact for me getting from point A to point B. Many thanks!
-
3
-
-
If you are machining beryllium copper your management should train you on the proper safety precautions to take in machining and handling it. It they aren't doing that I would be really concerned. As for machining copper, it moves a ton so I typically rough to near net size, then finish everything at the end with sharp finishers. I use the same tools on copper that I use for aluminum and make sure the finishing tools are really sharp. Dull and worn tools will make it warp more. It is also hard on tools so be on the lookout for tool wear. I have never machined beryllium copper so I'm not sure how this applies to that stuff.
-
We use Microsoft's Business Central. We had JobBoss and Business central is a much stronger, more capable ERP tool for manufacturing. It isn't cheap and it is a significant effort to set up. At the end of the day it boils down to what your goals are as a shop. If you want to grow to $5M+ per year or better and value hard data, Business Central is the right tool. If you want a solid tool to manage a smaller shop, JobBoss is a good tool. Business Central is almost too configurable which can be a challenge if you don't know exactly what you want. We have it interfacing with several of our apps we programmed to determine part profit, cost per operation, tooling costs, etc... 100% in the background and fully automated once set up.
-
43 minutes ago, crazy^millman said:
The casted .300 hole is your problem. Use a Highfeed cutter and plunge it first then come back and drill it. Drill life should go up exponential. Never chase a casted hole with a drill in Inconel. Mill it then drill it and think you will be happy with the results.
We aren't chasing the 0.3" hole. It is a preexisting (cast in) cross hole located halfway down the 7/16-14 hole we need to drill and thread mill. We currently face the casting, spot drill with 142 degree spot drill, then drill with the 10.1mm carbide drill. All is well until the drill reaches the 0.3" cross hole. The interruption is killing the flute corners of the drill.
-
41 minutes ago, crazy^millman said:
Might be fighting some recast hardness at the cross section and might be at the threshold of what your going to get for tool life. Using replaceable tips was going to be my suggestion. Was doing some casting for one customer and every 4th hole we had to replace the drills. Might have got 6 holes per drill, but 4 holes was the accepted safe place and it was programmed accordingly. 30-50% of the total project anytime working with Inconel should be tooling cost.
Other thing might be going through the one section. Then come back and machine the next section flat then drill again. IF there is too much interruptions for the drill it will eat them up quickly.
We have tried two strategies on this so far. First we drilled completely through, straight shot at 1.5 ipm and the drill was chipped at the end. Tool load went from 2.5% on the first hole to ~4% on the eighth hole. The second strategy was to drill to center from both directions at 2.5 ipm (per reps interpretation of the chips) and the tool fared worse. Chipping was worse and the tool load went from 3% to 6.25%. We might have been able to get a second cycle with the first drill but it would have been risky. No way would could we get a second cycle with the second strategy. At $280 per drill this isn't feasible. If an insert is ~$100 and we can get eight parts out of it that would be a process we can work with. We have reached out to the Iscar rep to get some demo tools. Thanks for the help on this.
-
10 minutes ago, Colin Gilchrist said:
I'd go with a Replaceable Drill Tip, depending on how the Casting actually cuts.
Iscar makes a line called SUMOCHAM, that go down to 8 mm in size, and increment by 0.1mm increments. You'd need a 9.3 mm or 9.4 mm drill for a 7/16-14 Thread. About 100 SFM (may need to drop down to 60 SFM, based on the interrupted cut). This is the QCP-2M Geometry. Feed Chart shows 0.08 mm/rev, or about 0.003" per Rev., but that also may need to drop a little, based on the interrupted cut.
QCP 093-2M 9.30 3.83 1.970 136 9.0 IC908 QCP 094-2M 9.40 3.81 1.990 136 9.0 IC908 There is the part numbers for 9.3 & 9.4 mm sizes.
DCN 090-027-12R-3D 9.00 9.40 12.00 16.00 28.35 42.8 1.350 45.0 87.80 9.0 ICP 090 That is a drill body, with cylindrical shank, thru-coolant, 12mm connection size, 3.0-L/D ratio
Here is a 8mm Milling Cutter, with 1.5/1 L/D Ratio on cutting flutes > That is a .315-Dia Cutter (in.), with .709" of Flute Length, and 7-Teeth.
MM EC080H12R05CF-7T05 8.00 12.00 0.50 7 T05 7.70 18.00 36.0 3.0 0.03 0.10 IC908 Thanks for the info. The hole gets a threaded insert so the minor is 10.1mm. If they offer in 0.1mm increments that would work great. Any idea of the insert cost?
-
I have a small inconel 718 casting where we will be machining around 300 pcs per month. The machined casting has a threaded hole (7/16-14 3B) that is 0.900" deep and it is a through hole. Halfway through this hole it is intersected by a 0.300" diameter hole that goes completely through. The intersecting hols is perpendicular to the threaded hole and the axis intersect, so it is square to, and centered on the 7/16-14 hole. My question is, what is the best method to drill this on a production basis? We are using some Guhring 8510 drills right now but they are lasting eight parts (one cycle), so it isn't really cost effective.
Edit: I should clarify, the 0.300" hole is cast into the part and we are drilling and threading the 7/16-14 hole.
-
12 hours ago, ThisGuy said:
Some follow up questions.
Does the DMG had a automatic bar loader?
You say 3 employees for inspection, 1 sales and quality. Inspection is not the same as quality control?
I'm surprised about only 1 programming for 5 machines. I've worked in aluminium (7075) moulding before where I was making inserts, sizes around matchbox - shoebox, all singe pice except a mirror program now and then. Working 40 hours, I usually got about 120 machine hours a week out of 1 machine with loading cell. If you have 1 programming for 5 machines can I assume either there is a lot of big series, or programs with long runtimes?
Moulds for truck or van grills, or covers for speakers could run hours or days for a single pice since they have networks of trenches around 1 or 2mm wide but 25mm deep
The DMG does have a bar loader but we haven't used it yet. We hardly even use the chucks. Most of the time we have a Lang fixture plate on the main spindle because we use the machine to cut titanium castings. We have been working toward repeat production for the last several years so the programming load is actually pretty low. I do the programming and most of my time currently is spent on process improvement for both time reduction and process stability.
To make aerospace parts and maintain a solid quality system pretty much requires a full time person to manage it. This means verifying customer quality requirements, internal compliance to our processes, etc... When taking on a new top level aerospace customer our quality manual might grow by 100 pages to add all of the additional, customer specific requirements. This is why it is difficult to do aerospace as a small shop. Also the work is expensive to make (titanium, inconel, etc...) and the payment terms are long.
The inspection department consists of one CMM programmer and two operators that also do physical inspection (check for burrs, gage threads, etc...)
-
2
-
-
I would guess it is post dependent but I use whatever is convenient. As long as all of the indexing planes share the same origin as the main WCS it shouldn't matter. Top is the easiest and I prefer that because it makes exporting stock models and STEP files to Vericut easier but it doesn't need to be that way. If I program a part to run 4-axis and decide later that 5-axis would be more efficient, I just create the appropriate setup, operations, and planes and go.
-
11 hours ago, ThisGuy said:
@Bob W.Out of curiosity, 4M revenue I guess?
4 operators, and how many programmers / machines?
Just asking to have a target to aim at

I only throw this out there because at the end of the day that is the goal. What does all of the efficiency result in? Why buy nice machines and tooling and tool setters and fixturing, etc... It is ultimately to bring up the bottom line and increase sales. This is the mousetrap we have built and the result is ~$3.75M per year single shift. It wasn't cheap to get it in place and it has taken over a decade. Is it the best solution? Who knows... There are always better ways to do things but something I always keep in the back of my mind is the folks that profited the most during the gold rush were the ones selling picks and shovels, not the gold miners. It is a balance between spending money on nice equipment and stuff, and making sure there is still a profit. When I bought my first Makino for $350k I had just paid off my last machine, a Haas VM3. Getting into Makinos was a slippery slope but in the end was worth it, to me. There was probably a different path to retire earlier but it wouldn't have been nearly as fun or interesting.
-
4
-
-
The shop consists of the following:
Makino A51nx HMC - 2 (on robotic cell, Makino MMCr)
Makino A61nx HMC - 1 (on Makino MMC cell)
Makino PS95 VMC - 1
DMG NTX2000 - 1
Mitutoyo AS9106 CMM - 2
11 total employees:
Tool crib and machine operator - 1
Machine operators - 2
Operations manager - 1 (helps on the floor when needed)
Inspection - 3
Deburr - 1
Accounting - 1
programming - 1
Sales and quality - 1
We run single shift Monday through Friday with minimal OT. Average work week is maybe 42 hours.
-
2
-
-
20 minutes ago, pete_hull said:
Never really occurred to me, but this is a really sound policy. I am in a similar situation, traditionally have been issuing Tool setup documentation generated from catia/mastercam, but recently went all-in on Vericut generated for the reasons you have stated.
Vericut creates some really good reports and we used them exclusively before creating our own app. We have worked very hard to get away from paper documents. A prime goal is for only one copy of anything in the shop, aside from backups. For example, if there is a printed setup sheet that constitutes a copy, because there is an electronic copy on the server... A situation could arise where an operator stored or filed the printed copy which would be a violation of our processes, but it could happen. With electronic copies it will never happen. It makes AS9100 compliance much simpler.
-
5
-
-
10 hours ago, ThisGuy said:
Yes.. this.. exactly this is where I want to go. At this point I spend about as much time making set-up sheets and extra info about tools and materials as I spend making the program itself. That being said, the company I work at got hung up in the 80's and many are still convinced cam programming wouldn't beat programming at the machine. Work in progress to say the least.
Bob, your workplace sounds like a little pice of heaven
It isn't bad. We keep the operators busy and we run efficiently. Ultimately the end result is four operators generating a little under $4M per year through the machines. It isn't just a tooling strategy to get to this. It is the shop systems built this way from top to bottom. The employees are paid well, have 100% health care for them and their families, 401k, etc... Because the efficiency makes it possible.
-
2
-
-
One thing I have done in the past with long cutters is take a high feed approach (sort of). I'd rough with a 3/32" tool (3/16" shank) and .030 corner radius at .005-.008" depth cuts so the cut was low on the radius, then come back and finish with a nice sharp end mill. Ideally it would be a HSS end mill with a carbide shank, but not sure that even exists, LOL! I would have definitely no quoted this. Jame's hale milling idea is a winner if that is available on your machine. Anytime I have long stickout tools I have much better luck with shallow cuts with a bull mill going fast.
Another idea is an offset end mill.


How much in Machine Inspection are you doing?
in Industrial Forum
Posted
I know this post is a little old but I'm bored today and can't help but add my $.02. We inspect on the machines all of the time and our machine results (Makino) match the CMMs to .0002" typically. We do this for process control because we might be running 5-10 identical parts overnight and if the second part is bad we will end up with 4-9 bad parts in the morning. If a part checks out of spec it will alarm the machine and text our production manager along with the rest of the brass. The raw material on these can be from $200-$1000 per part so it gets costly quickly. We also have the measured results stored in a macro variable that gets exported to a database via MT Connect so we can see trends pretty easily and monitor the process remotely.
I know the goal is to have spindles produce chips but we want them to also be producing chips while making GOOD PARTS, not scrap. Having the machine self-check also reduces the operator skill level because they don't have to know how to use a bore mic or other tools that require some skill to use well. We typically inspect features requiring tolerances tighter than +/-0.001", because we can see that much drift over night if we are making several of the same part, depending on material. We also have automatic tool comping in certain instances.
Our ultimate goal is to reduce the span and WIP between machining and inspection but this isn't always practical and we might have 8-10 parts that have been machined but not inspected. Surprises can really suck when this happens and in-machine inspection can reduce this dramatically. Like was said earlier in this thread, the efficiency of a shop is a result of the process as a whole, not just the capability of one department. Machining 10 parts and ending up with 10 good parts is worth a lot, even if it is a little slower.