




David Conigliaro CNC Software Inc.
-
Posts
335 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by David Conigliaro CNC Software Inc.
-
-
-
-
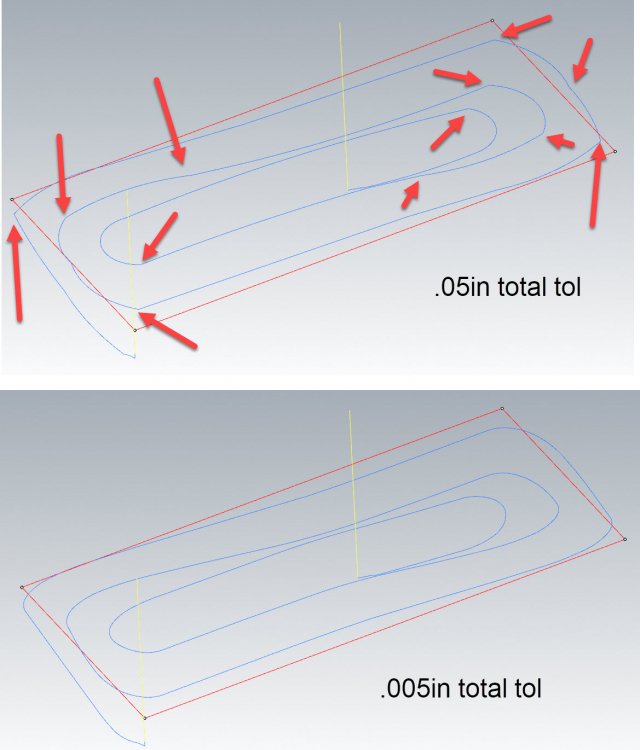
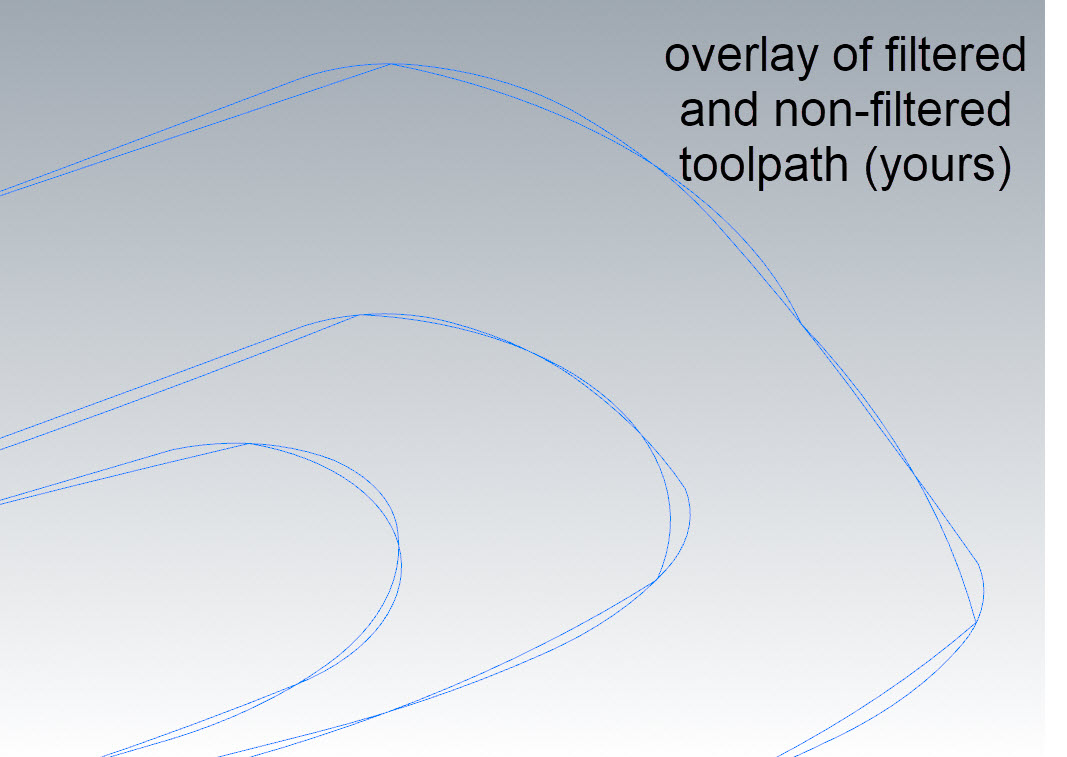
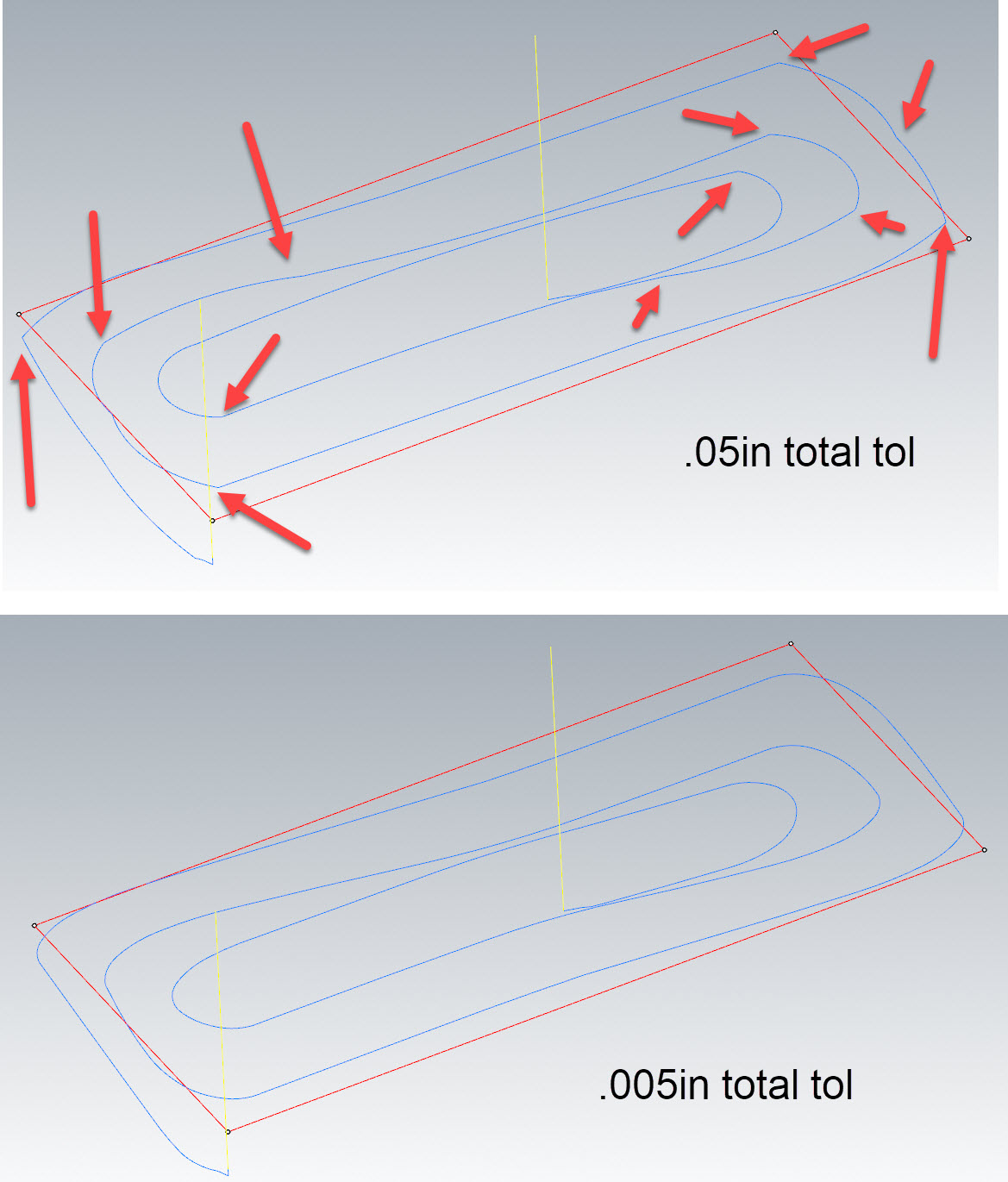
Look at this image of the aggressive filter. Top is your file as sent to me.
-
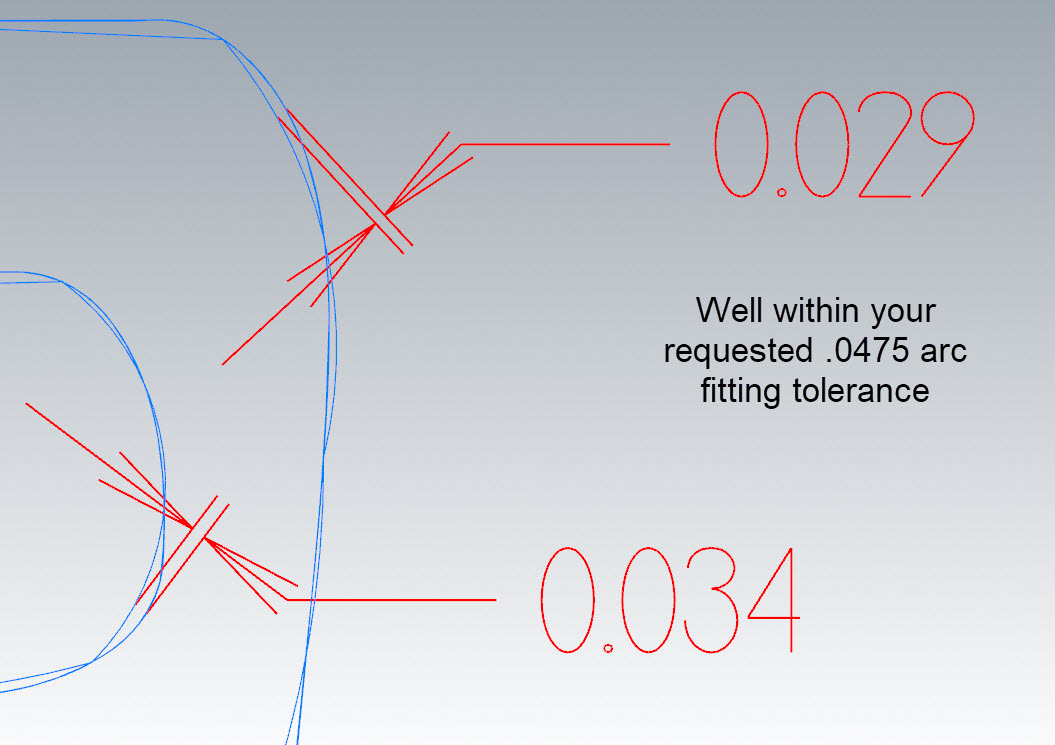
You are causing this problem with your very aggressive arc filter settings. Look at how compromised your motion is, you should notice sharp corners and such. You actually have your arc filter set to deviate by as much as .0475in! Yikes! That's the problem. You're giving 95% of your total tolerance of .05in to the arc filter to work with.You allowed the toolpath to deviate by as much as .0475in from the original accurately calculated motion. I set total tolerance to .005in (still loose) and gave the arc filter 50% to work with. I still got plenty of arcs and no nub.
-
Thank you
-
I cannot reproduce this on my examples. My examples are not square, you haven't said anything about shape. Are you talking about a simple perfect square block? I tired stepovers from 10-90% with no problems. In the end we can only troubleshoot with real files, real examples. Please send a file.
-
Can someone share the file in question. I need to see how the face mill is defined. Are the face mill inserts 45 degrees or vertical, etc...
-
Yes, thanks Ron
Library can be found here. Emuge adds tools faster then this library is updated.
-
In MC2017, you can define the Emuge Lens Form tool as a Highfeed Mill tool and use the tool in toolpath/surface paths (classic and 3D HST). More to come in 2018
To do so in 2017, set the Highfeed Mill Cutting diameter, Lower radius and Upper radius.
Set the Tip diameter to zero.
Leave the Lower Taper angle (hidden) set to zero.
Set the Upper Taper angle from this equation:
Upper Taper angle = inverse sin of (( 0.5 * Cutting diameter – Upper radius) / (Lower radius – Upper radius)).
Example: For a Cutting diameter of 0.95, Lower radius of 1.0 and Upper radius of 0.1, we have:
Upper Taper angle = inverse sin of (( 0.5 * 0.95 – 0.1) / (1.0 – 0.1)) or
Upper Taper angle = inverse sin of ( 0.375 / 0.9) or
Upper Taper angle = inverse sin of (0.41666) or
Upper Taper angle = 24.6243 degrees
Sometimes the tool dialog will show an odd image for the tool rendering or will balk at these numbers; if so, just reduce the Taper angle slightly (24.60 say) or give it a really small tip diameter (0.001 say).
-
 1
1
-
-
Solids Boolean changed from older version where you could pick Boolean add or Boolean remove. With the integration it has created no add or remove just a Boolean and then will use the last one. For those who still use Mastercam exclusively for Solid Modeling this has created a lot of waiting on big models if you want to do one or the other if different than the default. The way around this is to pick the Boolean and the Parent Solid you want to do the operation with. Then hit okay and you will get the Boolean in the solids operation manager with nothing picked for the Boolean operation for remove or ad. Now you can change the method and then add what you want to be added or removed. On big models this can save up to 30 seconds not having to wait for the last method used to switch to the new method you want to use.
Also unshading models in this case will improve the speed by a factor of 10 sometimes on bigger models.
Good point, I'm forwarding that to our Design team. In the meantime under the advanced tab on the Boolean panel you can disable auto preview.
-
No it's nothing you did. Stock models are one of those features that's only 80% complete. They need some work but will never receive it because CNC Software's ADD has set in and they are off chasing the next shiny object so to speak.
We do not consider it 80% done. Please refrain from personal attacks on the Company, some people really struggle with ADD and might consider your loose use of the term offensive.
-
3
-
-
To expand on what Ben suggests. Make sure your tolerances are loosened up, after all it's just rest material you're after, some of which will be filtered out using your 'adjustment to stock' in the rest toolpath. There isn't much difference between a rest toolpath using a stock model at .001 and a stock model at .01, other than more processing time! Keeping tolerances inline with parts size and complexity is implied here. Use stock model as a targeted tool. In addition to ensuring you only include toolpaths necessary for the desired rest material shape, try starting with a smaller initial stock shape. Isolate the initial stock shape to just the area you are interested in on these big jobs. For example, just create a block in the area you wish to rest and carve your toolpaths into that. I have also created solids using model prep to identify volumes I wanted to rest and used the solids as initial stock shape with not selected toolpaths for carving. Rest machining is just volume machining, it doesn't matter how you get the stock shape.
-
1
-
-
1) When surface shading is on, you can only select wireframe that's on outer edges of the part, since surfaces will always highlight first in the middle of the part. If you want to select a few wireframe entities that are not in a chain, without turning shading off do this:
- hold down the SHIFT key as though chain selecting (temporarily turns on a wireframe only mask)
- hover over the wireframe entity you want to select
- once that entity highlights, release the SHIFT key and without moving your mouse click the entity
Might sound finicky, but once you've done it a few times and get used to it, I find it to be helpful.
2) Use the right-click menu in fields in dialog boxes. For example, when Xform-Rotating, you can right-click in the angle field and click the angle sub-menu to get the angle from a line, two lines, or from points. You can also just type in the letter in the field and hit enter instead of right-clicking, ie. s=distance between points, l=length of an entity, r=radius, etc. I think almost all dialog boxes have this, including toolpaths. Wide range of uses for this one!
I'm guessing you are not running X9? Or you are using the 'shift' trick out of habit
.gif) X9 made major changes to selection sensitivity. The 'shift' is no longer needed to select wireframe within a surface or solid face's boundary. In X8 Sketch a rectangle with surface creation on then create a line within the surface edges, X8 will not select the line with shading turned on. Open this file in X9 and you should have no problem selecting the line.
X9 made major changes to selection sensitivity. The 'shift' is no longer needed to select wireframe within a surface or solid face's boundary. In X8 Sketch a rectangle with surface creation on then create a line within the surface edges, X8 will not select the line with shading turned on. Open this file in X9 and you should have no problem selecting the line. -
Use the 'ctrl' button to temporarily disable the autocursor when you simply don;t want it snapping to anything.
'Shift' click selects a chain of wireframe entities, but did you know it can also select a partial chain? Hold 'shift' select the first entity as if you were chaining to control the direction. While still holding 'shift' click on the last desired entity in your partial chain, release 'shift'.
Hold 'alt' to go into vector selection mode. Sketch a string of vectors, Mastercam will select anything they touch upon releasing 'alt'
When selecting solid faces in solid selection mode 'shift' will select all tangent faces.
-
 1
1
-
2
-
-
Silly trick, but mirroring a 2D Contour ramp in the right or front view about it's center will cut from bottom up.
-
We are considering bottom to top cut order for 2D Contour Ramp in 2018.
-
1
-
-
jlw - What you are using the stock models for? Why are you creating them?
-
Long, long shot here, but if you can make them work on your form the 'Wireframe' toolpaths, Swept, Loft, etc..will produce more accurate motion than any mesh machining or direct surface machining technologies can produce. We do have customers cutting lenses with the wireframe toolpaths, they produce the most pure motion. There is no ModuleWorks technology in our 3D High Speed Toolpaths past the Holder tilt.
-
4
-
-
I have no experience with this particular application but I can tell you to not use Surface Parallel for this. Surface High Speed Raster with no filter is well capable if everything else is inline, tool, holder, feeds etc...Yes CAMTool does machine the surface data direct but triangle machining (Mastercam, PowerMill, etc..) can produce the finish you are looking for. You can try Flowline on one of those faces if you want, it machines the surface data direct for comparison.
-
What's up Ron
Joining this party.... -
alright Picard, make it so, send your file along.
Stay hard inside boundary and approach stock from outside.
That is exactly what OptiRest does.
-
That's the difference that comes from people who machine for a living and those who do it in a lab with Aluminum.
-Tim Markoski
Ahhh assumption, that explains a lot. I have plenty of time on real machines making real parts.
So this is the second unprovoked insult slung my way while I'm trying to help bring understanding. Please excuse my silence moving forward as I gracefully exit this thread...I feel my time can be better spent elsewhere.
-Colin - you're still alright at least you are capable of articulating what is needed....and it is coming
-
2
-
-
Dave,
I think an easy solution would be to allow the algorithm to simply apply a separate "offset" value from the Drive and Check surfaces. I think that is the key behavior that is missing from the selection. What I believe most users want is the ability to leave a certain amount of stock (offset from the drive surfaces), but also be able to leave a different offset amount from the "check" surfaces. Essentially two groups of surfaces, each with a separate offset value.
Guys, am I misreading the behavior you are looking for in the software? How do you expect it to treat a check surface? Is this a surface that you absolutely do not want the toolpath to even touch? (In other words, if I select a "check" surface, and it is partially extended into the "stock" volume, what should happen?)
I think a "check" surface should be handled a little differently than how you are currently doing it. Take the surface, create a 2D boundary (Z depth determined by the lowest point on the surface), and project that 2D "check" boundary until it intersects the Material Boundary. Then trim away the "check" portion of that boundary. When you use +- controls on the Check offset, it would essentially end up being a 2D offset of the Check boundary, and then the "volume" of stock would be trimmed away. (Generate no cut motion "above" or "below" wherever the check surface(s) reside in relationship to the stock volume.
Stay tuned.....
-
I get what your saying about check, in roughing it's basically all check.
You must not machine much, that would make a 2 hour path become a 16 hour path if you use "stay inside" because instead of making contour paths it goes right into trochoidal moves. I would like to get the path of "from outside" to adhere to my hard bnoundaries, then I'd be good. Stay inside changes the path.
I machine plenty.
You are mixing up two concepts. The concept of roughing without telling mastercam the stock shape and the concept of rest roughing when you do tell mastercam the stock shape. Two very, very different worlds, you can't apply the same thinking to both as you are trying to do.
What you are explaining above can be provided through rest roughing. I am more than happy to confront all your questions live in a gotomeeting...
Face - Dynamic Mill Help
in Industrial Forum
Posted
At least we know why the nub is there.gif ";)")