1320feet
-
Posts
26 -
Joined
-
Last visited
Recent Profile Visitors
891 profile views

1320feet's Achievements
")





-
I get it now, thanks.
-
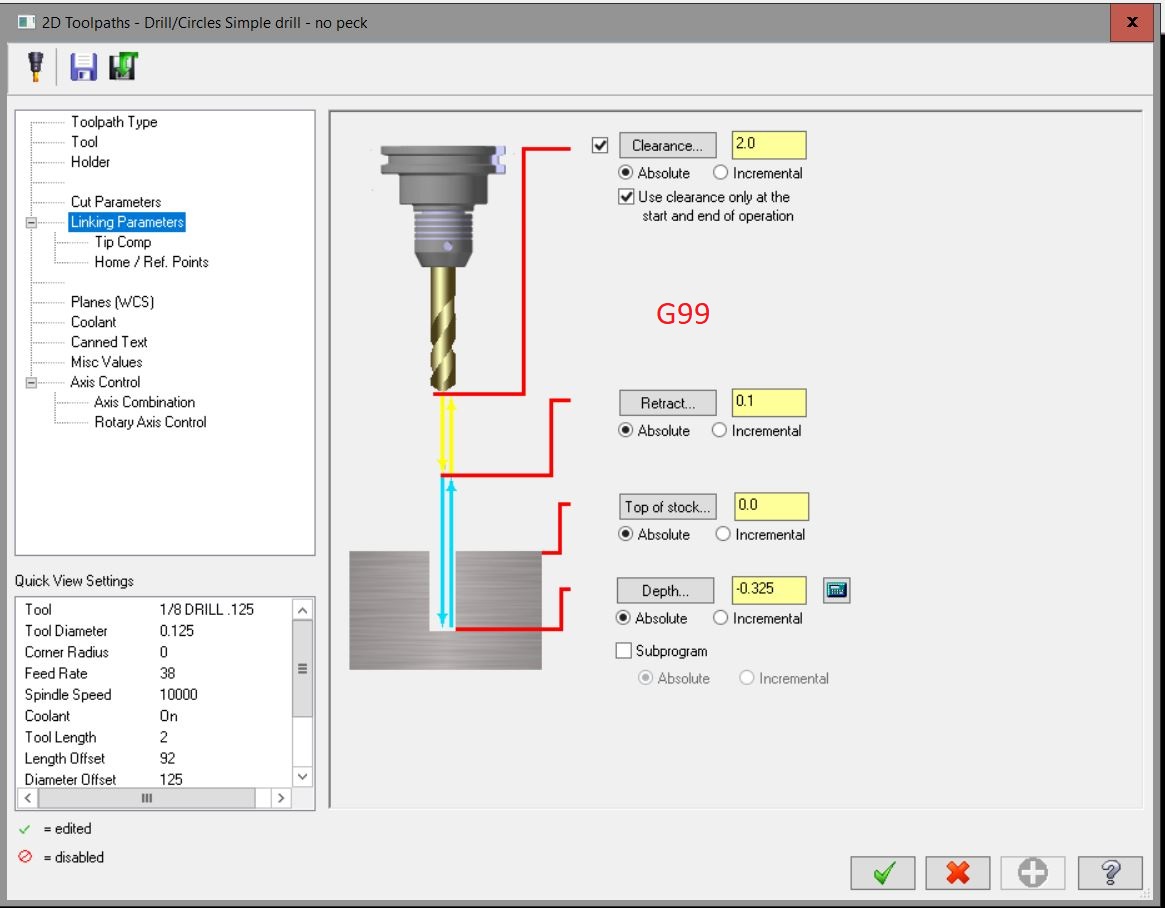
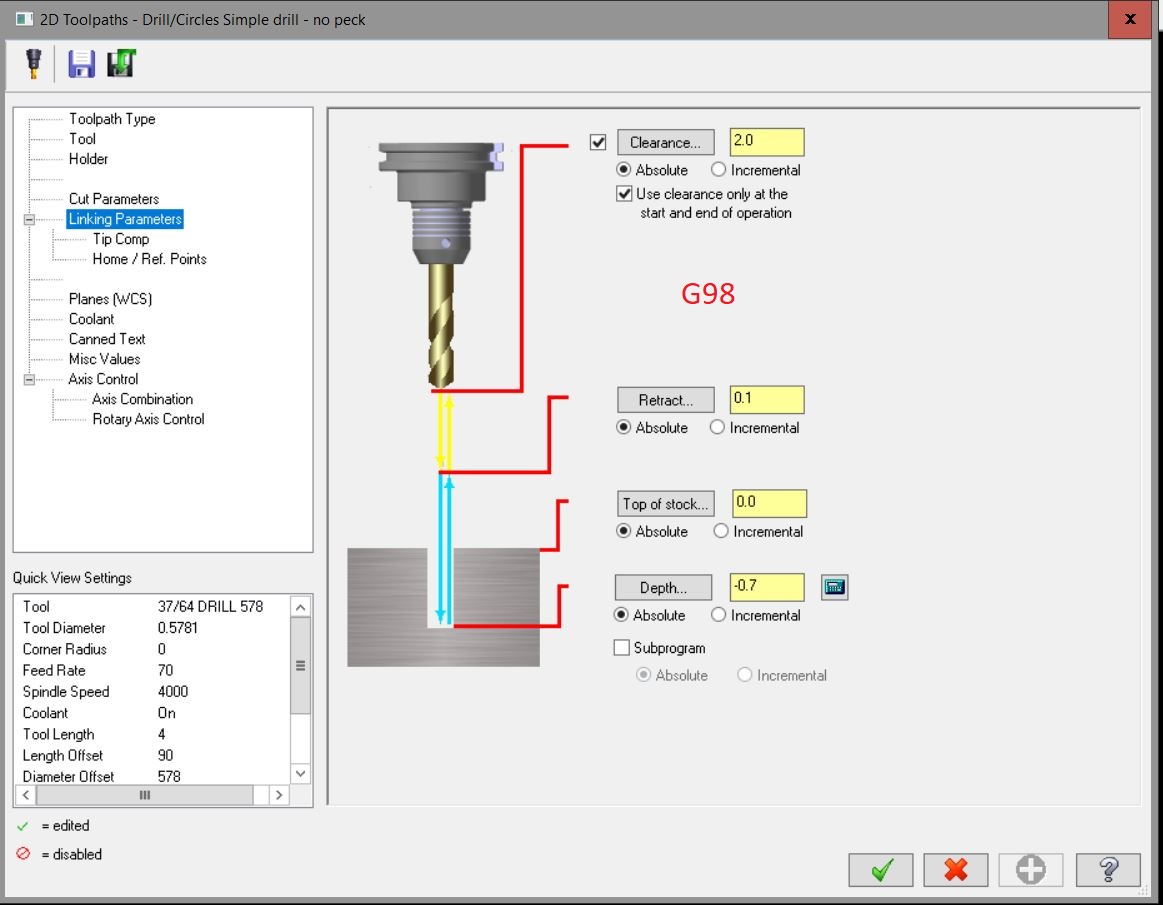
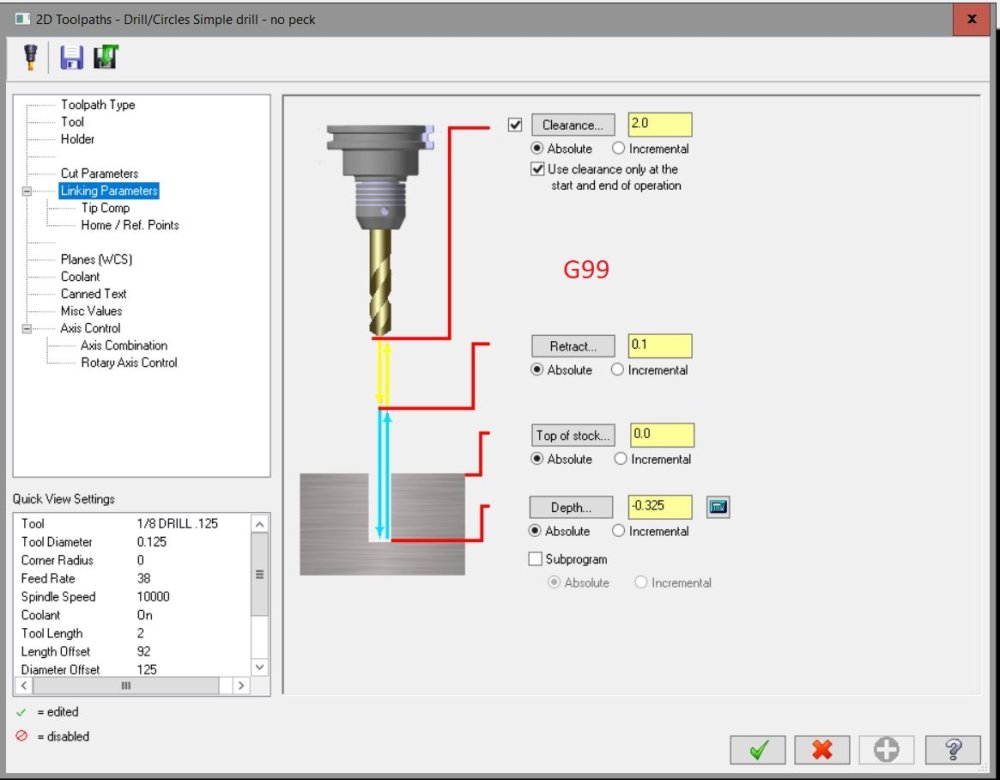
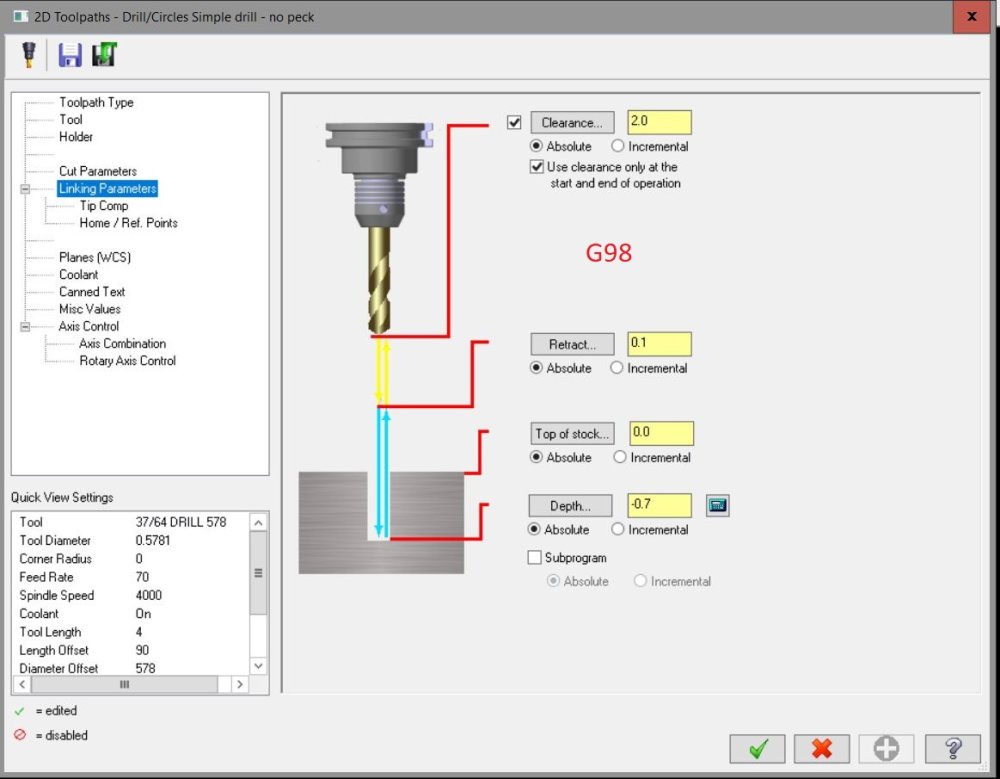
Yes, all 4 are the same. X5 and Generic Fanuc 4X Mill.
-
The G98 has one point and the G99 has four.
-
I get G99 most of the time. I do however get G98 about 15% of the time. I have attached two screen shots of the parameters page from two different drills.
-
Why the discrepancy between smart dimension and analyze?
1320feet replied to 1320feet's topic in Industrial Forum
Thanks taperlenght. I guess when I mirrored the top to the bottom I missed the center line ever so slightly. Thank you also gcode and JParis. -
Why the discrepancy between smart dimension and analyze?
1320feet posted a topic in Industrial Forum
Why the discrepancy between smart dimension and analyze? This is in MC5. When I created this geometry, I made it .451 -
I've never tried Cimco. I was using CNC Syntax editor and it started to open slow. I thought I would try x editor. I like it. Why do you guys like Cimco so much?
-
Found out how. Open 2 or more programs and then hit the lower restore down button in the top right corner.
-
When I open a 2nd file it closes the first one. I would like to have 2 or more files open at the same time. How do I go about this?
-
Both of these controls will start the spindle and move x and y at the same time. G0 G90 G54 X6.665 Y-.529 S5800 M3
-
I like that the spindle is slowing down on its way for a tool change, saves a few seconds on a tool change.
-
I have an fanuc 0i-mb control that stops the spindle while traveling to Z0 for a tool change. I also have a fanuc 18i control that does not stop the spindle until Z0 is reached. Is there a parameter for this? Thanks Howard
-
deleting duplicate entities automatically on start-up
1320feet replied to 1320feet's topic in Industrial Forum
Thank You Very Much -
I have this problem where X5 is deleting duplicate entities automatically on start-up. I have many parts as an assembly, each part on its own level. Two adjoining parts have there own line but are the same as each other in space. I would like to turn off this feature on start-up. Please help.
-
I have a Awea 1000 VMC that has a fanuc 0iMB control. The spindle is a 10000 rpm 15hp unit. I can only push my 3 inch Ingersol face mill at 45 ipm 3800 rpm .100 deep 2.3 wide in 6061. This shows 160% load. The spindle will start to loss rpm at 175%. I also slot in 6061 with a 1/2 inch 2 flute HSS end mill at 5300 rpm .500 deep by .500 wide at 65 ipm at 160% load. I had a Cincinnati arrow 500 with a 7.5 hp 6000 rpm spindle that would run the same 3 inch face mill at 80ipm with the same rpm, depth and width as above and it showed 120% load. What should I be looking for?