BradyCNC
-
Posts
22 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by BradyCNC
-
This is EXACTLY what i needed to know and im happy i was right about most of it. With this i can make it. Thanks so much. Wish me luck haha
-
yeah basically, like i said my knowledge of this is SO limited, Its a .375 rectangular broach that puts keys into a bore, its one of those programs that "just works" at my shop but now i need to figure out how to alter it to fit a smaller bore and im at a loss or i need to figure out how to write new code
-
Title say it all i need to edit this program to run smaller for a different job, the guy who wrote it doesnt work here anymore and nobody here knows how. Finish sixe for the broach needs to be 3.925-3.930. This is a fix for a competitors part so i need to not screw this up haha i just havent messed with writing broaches before so im at a loss O0031.NC
-

Help! discrepancy between backplot & simulation
BradyCNC replied to BradyCNC's topic in Industrial Forum
Would something like CIMCO be sufficient for verification? -
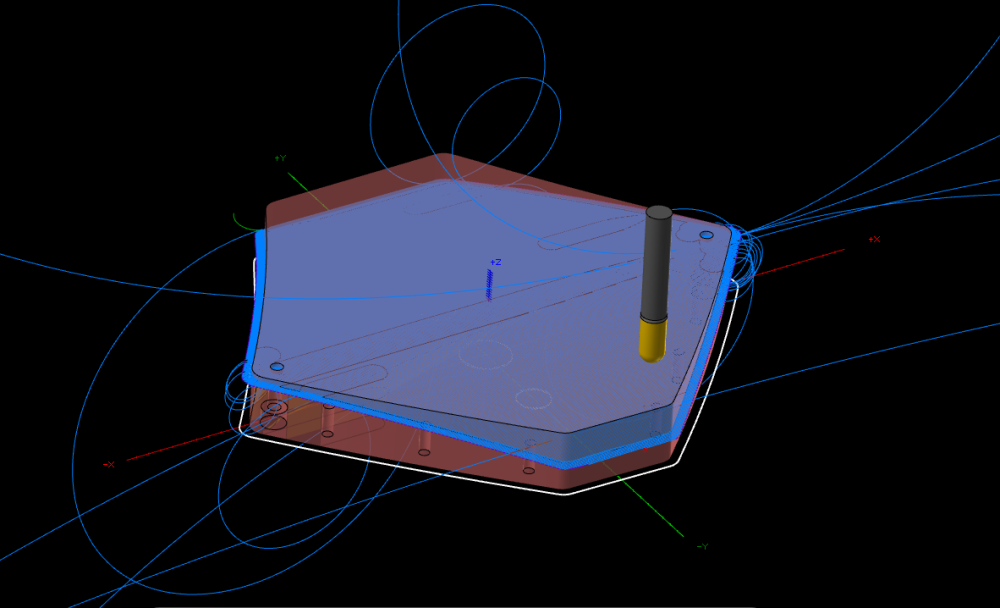
Just trying a standard raster, my backlot shows a smooth program but my simulation shows crazy moves. Who can i trust?
-
Just lookin for some criticism. Job cold roll nothin special. T375-SAP-03 BASE PLATE.MCAM-CONTENT
-
We're the same here. All tool and die, 2D, Cuts and Forms. Do you know of any resources I can use to learn? the one guy we have isn't super open to teaching lol so I'm trying to do it on my own as a backup in case the company ever needs it.
-
My shop currently has only one EDM wire guy so I've been thinking about learning myself on the side to be able to help out when necessary. Is there anyone on here that has done both? are they similar to program for or can I expect a learning curve? Do you have any reliable resources for learning?
-
Ok, so once again thanks go out to all of you for the info, i tracked down our refractometer and learned how to use that. Got the levels to the suggested amount. I was sitting at 1-3% and manufacturers recommended was 6-8% so i was a bit off. Now i know. I may still repaint just to set a new baseline standard for the shop. Keep things clean and well maintained. Huge shout out to you all. Thank you so much.
-
Do you think just painting the exposed areas where the paint has worn and then balancing my coolant levels would be ideal? I figure exposed metal on the interior isn't ideal and that would prevent me from having to paint the whole thing. As I chip away at what's rusted inside there isn't a huge amount of exposure. Luckily most of the rust is just metal that was aloud to sit and corrode on top of the painted surfaces. Separate question is how do i find the ideal balance of coolant to water? Can too much concentrate be as bad as not enough?
-
I need to repaint the interior of my CNC mill, the person I replaced didn't take very good care of these machines and the rust problem is pretty bad. I found this article but its all way above me as to where id even order stuff like this. Anyone recently repaint that can pass on some knowledge? https://www.americanmachinist.com/archive/practical-ideas/article/21894214/covering-a-few-machinepainting-tips "Viper LG-1000AP"
-
https://www.linkedin.com/pulse/replace-solid-carbide-end-mills-indexable-inserts-really-mitchell Has anyone made the switch? What are the benefits? It is something I've been thinking about pitching at my shop but I'm curious if anyone else is mainly using inserts and what your experience has been like. We're Tool & Die so I'm unsure if its the best call for us.
-
I've scrounged the forums and haven't found anything conclusive. Its a shame its stuck with windows.
-
Has anyone ever managed to get Mastercam to run on a Linux system? I got a new small form handheld computer that I have running Linux which is a powerhouse and would be awesome to work on the go. I could put Windows on it but I love the open-source community too much to switch off. The freedom Linux offers is to great. Any luck?
-
SUCCESS!! The darn photo wont upload... but ive finished the first one with no issues.
-
So I've reached out to get specifics on the copper so I can make sure its disposed of properly, I've got a 3 flute 7/16 cutter so I can ramp those slots and its running now. Thank you all for your assistance. Lets see how it goes!
-
They're a amazing company to work for and would never knowingly put me in a bad situation, My predecessor was here for 20 years and was family to management so his sudden leaving left us picking up the pieces. My taking over of the department was very sudden and a lot of the information was held by the man who left and I never got to learn it. So management is learning right along with me now that we're without his knowledge. I work in tool and die so I'm the only one here who knows CNC and I'm ALWAYS learning and looking to improve the Dept. Its why I lean on these forums so often. All of your info is greatly appreciated. I would've gone into this assuming copper is copper so I'm definitely glad I reached out here. Now I can approach it safely.
-
So once machined the coolant will need disposed of differently? can anyone link specifics so I can inform my management team? Or can I just look up the SDS on it? Once again apologies for my ignorance but I'm solo here and I've inherited the department with a pretty low skill ceiling. I'm learning on the job haha.
-
The material is round stock, 14in diameter, 2in thick. Paperwork says class 3 copper.
-
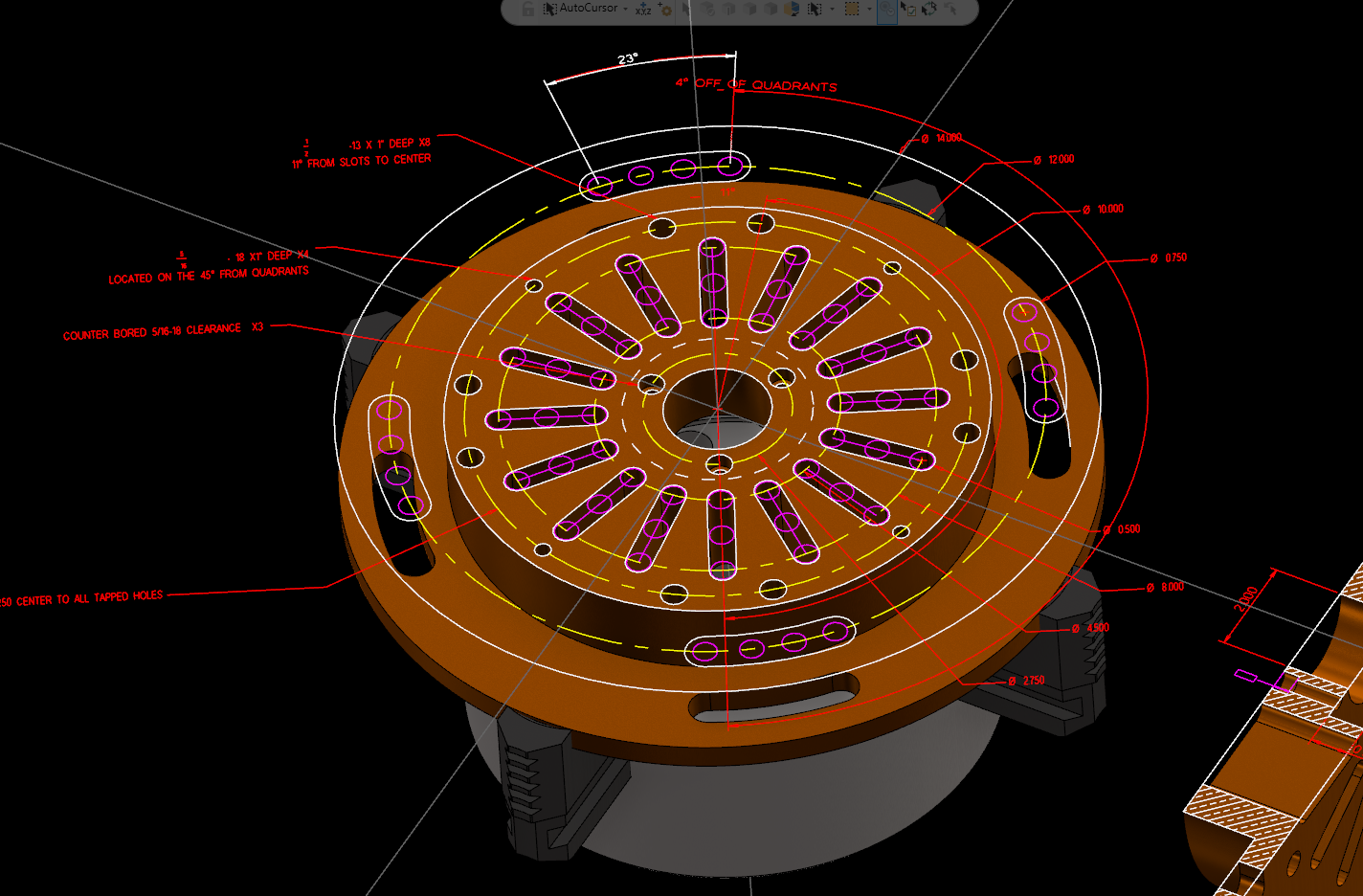
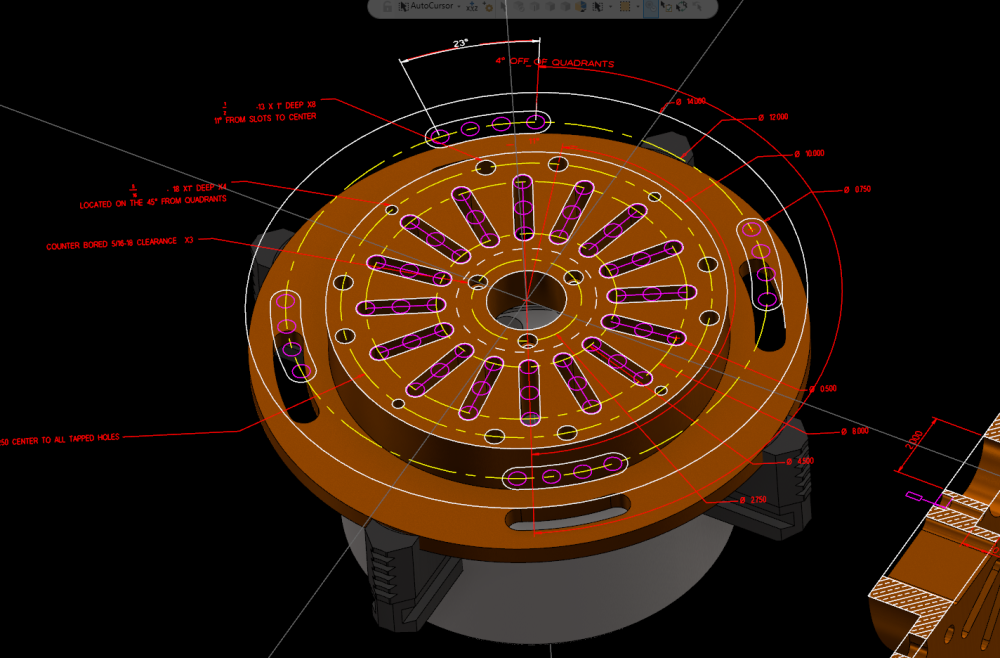
I only have 3 to make, Say I drill out the bulk of the slots and holes so my actual cuts are .03-.05 a side, would that reduce chip load enough to get away with my current tooling? For most of the perimeter cuts ill be using a 2 inch insert shoulder mill so that's no problem. just worried mostly about my cutter blowing up mid slot, The picture below shows my holes.
-
All my endmills are carbide 4 flute, and pardon my ignorance but could i get by with those or will i have to order 3 flute? https://www.osgtool.com/exocarb-wxl-3670?page=offering_details&number=36702611&combination=21190 Here is what we use at the moment.
-
So I've been primarily machining A-2, 4140, D-2, etc. but I have a 14 inch wide 2 inch thick plate that needs a ton of milling. Any starting points for someone new to the material? I linked the file for what I'm making. Its expensive material and I'm trying not to mess it up. EXAMPLE.mcam