





amw
-
Posts
64 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by amw
-
-
Hey guys ive been needing to drill and bore with same tool more and more lately and trying to find the best possible way to handle this. Any suggestions on which way to go?
Option 1 - Create two tools in tool library. One on center for drilling, and one off the edge and using different tool offset number for boring. This requires duplicate tools in library, two offsets in the lathe, and requires me to use offset number not equal to tool number. Right now I have post configured to force offset number to be the same as tool number to prevent accidents, would prefer to keep it that way if i can.
Option 2 - Use a single tool and program everything with the outside insert. Need to use a X offset in "Lathe Drill" toolpath to bring the tool back on center for normal drilling. Need to remember to touch the outside insert when loading tools instead of just setting on centerline. Im nervous about operators touching tool properly with this method.
Is there anyway to do an option 3 where I use a single tool and offset with tool set on centerline to drill AND bore? I feel like this would be the safest way to go, but not sure if its possible. Any suggestions?
-
Just had this happen today with MC 2024. Are there any other solutions for this? I dont really want to change my default printer. And I would like to keep using mastercam editor. Compatibility mode does not seem to fix it for me.
Is there a way to uninstall the update and block it from updating in the future?
-
28 minutes ago, JParis said:
Just me?
The tool change time "should" include your indexing time.....it's more akin to your chip to chip time
If you look at the screenshot posted above there is a blank for indexing time, time to the next pocket. Im thinking it should be able to add extra time here in case you change from tool 1 to say tool 12. That takes a lot of time on my machine. But its not showing up in the backplot time unfortunately.
Yeah we checked chip to chip time today and entered that value into mastercam.
-
23 minutes ago, AHarrison1 said:
I have no idea really, you mean not working in Mastercam or your machine?
The index time is not being added to backplot. Only the toolchange time is. I've tried the various indexing options in drop down but nothing makes any difference.
Machine works fine. Shes Just a little slow between pockets.
-
1 hour ago, AHarrison1 said:
Im not sure if this has an effect or not,
Goto Machine Definition, in machine Configuration expand Tool Changer Group
Right click on Automatic Tool Changer - Properties there are some time values that can be altered.
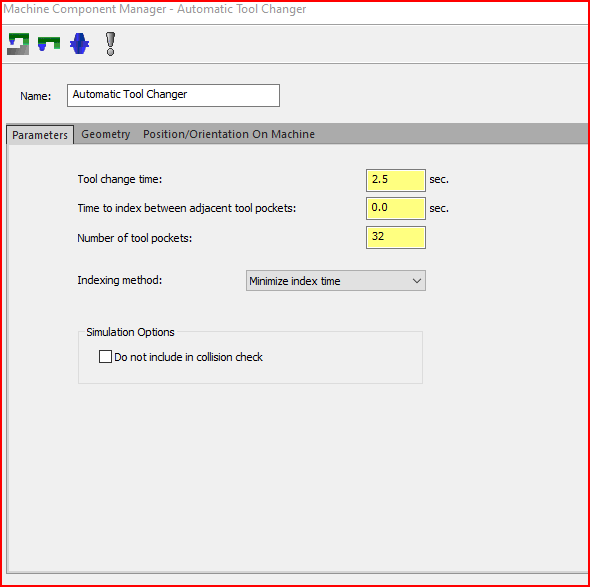
Awesome. I just played around with this and the tool change time entered is showing up in the backplot time. Thanks for posting!
For some reason the time to index between adjacent tool pockets does not seem to be changing estimated time. Shame i cant get this to work, this is a weak point on my machine. Very slow between pockets. Any idea why it would be not working?
-
Theres still no way to enter an average tool change time into the backplot time calculations is there?
-
1 hour ago, Tinger said:
I just bought mcam lathe earlier this year and it seems like it is 10-15 years behind the mill side of things. The tool library management sucks. (I could be doing it wrong)
Yes it is. And lathes are so much simpler then mills? Doesnt make any sense. For a small amount of effort they could really improve a few things.
The lathe tool library is a mess. Take some time and carefully setup your own library and it will work better. Im slowly getting mine setup
-
I guess its official, no useful features at all have been added to mastercam lathe in over 10 years. Sad.
Im sure my sales guy told me about this advanced drill being on lathe. I talked about how we had a job on the lathe a while ago where we could have used it.
-
Trying to program a lathe part here tonight and was looking forward to finally using the advanced drill cycle. But I dont see it in lathe?
Whats going on here? Please dont tell me that this feature still hasnt been added to mastercam lathe.
-
14 hours ago, Matthew Hajicek - Singularity said:
With regards to the higher RPM with reduced radial engagement, here's how I think of it. If you're doing full slotting, the cutting edge is spending 50% of the time heating up in the cut, and 50% cooling down, so you need a low RPM to keep the heat down. At 50% stepover, it's 25% of the time heating up in the cut, 75% cooling off. At about 15% stepover, it's 1/8 of the time in the cut, and 7/8 of the time cooling down. This dramatically reduces the temperature of the cutting edge in the cut.
Exactly, that's how I look at it too. This also explains why drills run slowest of all, heating up 100% of the time.
I usually choose an RPM around 1.5X higher then standard feeds/speeds listed for slotting, seems to work ok for us. What do you guys think of this? Sound about right or are you guys usually higher/lower then this?
-
 1
1
-
-
Can you guys explain the differences in 3/5 axis engine? We only do 3/4 axis work. Whould there be any help to use 5 axis setting?
-
I think I may have found a fairly easy fix for this. Its not too much trouble to just create a new control def, import old settings and then overwrite the old one. I got rid of the extra posts anyway, hopefully I didn't create any new problems. If anybody else wants to get rid of the extra post you can try this:
1. Backup all your existing files in case something gets messed up.
2. Start mastercam, click machine, control definition
3. Click New, and Save as a temporary name.
4. Click one of the "control topics", for example Tolerances. Right click on gray area and choose import, all pages, select the machine definition/post you want to import settings from.
5. Click Post processor, then add the post you want to use.
6. Choose the post you added from the drop down menu, then hit save.
7. Click save as and overwrite the old control file that has multiple posts.
-
24 minutes ago, Chris In-House Solutions said:
In-House Solutions sets up their posts with an Axis combination for RAH support. If you got the post from another developer they might do it differently (misc. value perhaps)? The post has the kinematics in it so adding an aggregate to your tool page wont work. As said above you need likely need to add logic to the post to support RAH.
@amwno Mill Default and mpmaster do not support RAH's
How about the IKE Posts? IKE Mill Fanuc? Are there any free posts that will run a RAH?
This is not something we do much at all, but we are a job shop so never know when a job could come in. Even if the start/end code isnt right might still be able to work with it for an occasional job once every couple years or so.
-
Dont mean to hijack the thread but can the Mill Default or MPmaster free posts be used with a RAH on a normal 3 axis mill?
-
7 hours ago, JParis said:
The above will REMOVE the reference to that post in the control def....after you make the change you will have to reload the control def into the file.
This is not working unfortunately. The extra posts that I want to get rid of have no reference to that control file.
-
1 hour ago, JParis said:
First thing I am going to say is make a backup of your post.....
Second thing I'll say, if you don't do this VERY CAREFULLY you WILL hose your post, be certain not to change the formatting...
Third thing is if you don't need to do this, DO NOT DO THIS......
If you have a Control Def that has multiple posts in it and you want them gone, it "can" be done inside the post....see my 3 warnings to start.....
Open the post, go down to the bottom where the control section begins..
# -------------------------------------------------------------------------- # POST TEXT # -------------------------------------------------------------------------- [CTRL_TEXT_XML_BEGIN] # All post text edits must be made through Control Definition Manager <?xml version="1.0" encoding="UTF-8"?> <mp_xml_post_text xml:space="preserve">
Every control def is defined with the tags
<control>
</control>
Everything between a single set of those control codes is a control definition.....
In this example I'll use the CTRL_MILL|DEFAULT as the example....
Find everything between the control codes
and delete it....
DO NOT, I REPEAT DO NOT DELETE THE NEXT <control>
as that is the beginning of the next control definition with which that post is associated.
Again, reread my 3 missives at the top and proceed at YOUR OWN CAUTION!!!!!
JParis, I really appreciate the detailed response. But I cant seem to get this to work either. The issue is the control is referencing multiple posts, not the other way around. So im not sure exactly how an edit in the post could fix it? But the control does get info from post file so i guess anything is possible.
My MPmaster post had the mill default control listed in the bottom a couple of extra times. I deleted those. But no mention of the other machines that im trying to get rid of within the MPmaster post.
-
10 minutes ago, gcode said:
When editing Machine or Control Definitions, I have always followed this routine.
From the Ribbon Bar
1. Open the Machine Def and make required edits
2. From the Machine Def, open the Control Def and make required edits
3. Save the edited Control Def, then Save the edited Machine Def.
I agree that you should be able to just open the Control Def and make required edits
but it doesn't seem to work
I started doing it per the steps shown above and have never had a problem.
Yes this is the way it should work. But I follow this procedure and it does not get rid of the other posts. They are still stuck there. Just doesnt work in 2024.
-
3 hours ago, jpatry said:
Yeah, I noticed this too.
Can't purge the stock post from the control def, it's annoying but not fatal
This is a serious issue, not just annoying. I dont want extra posts showing up as an option once we select a machine! This is very easy way to cause a huge crash and all sorts of damage or even injuries. Its not safe!
Plus another big problem now is that I can no longer use the MD_CD_PST rename utility. It gives an error now since there are multiple posts under one machine definition. So if i need a slight modification to post in the future I cant do it?
Being able to manage these files properly is an essential part of mastercam. We need this fixed. Anybody else here agree with me on this?
-
I noticed today that update 3 is out, and according to the PDF this has not been fixed. And worse still update 3 requires a more recent maintenance date.
This is a serious safety issue! If the wrong post gets used by mistake we can end up with a lot of damage, or even worse somebody could get hurt. This should have been fixed in update 3 and it should have been available to everyone using 2024!
-
3 hours ago, jpatry said:
So far as I know, there is no ability to batch edit a group of tools for a given attribute, neither in the internal tool manager, nor in the standalone tool manager.
And it would be very useful to have, so it will probably never happen.
There Is a way to do it! I had no idea there was a standalone tool manager but found out about this today and gave it a try. You can highlight a bunch of tools and make edits to multiple tools at once by entering new values on the right side of screen.
For example I selected all my drills and entered a new SFM. Then I highlighted the smaller drills which exceeded max spindle speed, and entered my max RPM. Got a full library of tools updated for Aluminum in 3-4 hours. Worked great.
-
2
-
-
Im looking at making extra libraries for different materials now too. Is there any way to modify a batch of tools to a new SFM or do i need to do each tool individually? Going to take a long time to do all the drills.
Anybody willing to share libraries? Be great to have one with standard drills at suitable speed/feeds for Aluminum, steel and stainless.
-
You could transform the toolpath if you really want the exact same motion repeated over and over.
For this example dynamic would be better. Or just chain the straight section for roughing, and then use the full thing for finish.
-
I had same problem. Have a look at this:
-
Most of the retracts are right at the top. Usually you can fix this by apply depth limits. Just set the minimum depth to be a thou or 2 deep, then all the mess at the top is gone.
-
2
-
3D Lathe Tool File location?
in Industrial Forum
Posted
Curious how these 3d lathe tools are saved. Does a copy of the step file get saved with the tool in the library? Or does it still reference the original step file you used to create it.
I made some custom mill tools before and they got messed up over the years with broken file paths. Wondering if this is still an issue or not.