Matthew
-
Posts
677 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Matthew
-
I was trying to get a machine setup in Machsim this morning. I decided that I needed to spend more time exporting my STL files so I exited machsim and did that, then tried to go back into Machsim and it won't let me start it up. Nothing shows up. If I hover over the X7 icon on my taskbar I see this: I tried delete the mwMachSim.ini file, I renamed my entire Mymcamx7 directory so Mastercam would recreate it, none of it worked. Anybody have any thoughts? Matt.

-
I like the idea of the Machsim to check for travel limits, and pre-verify of the toolpath. I'll take a look at that. Is this something that you guys setup yourself? Thanks, Matt.
-
Mick, I started writing an email back but wanted to review it to make sure I cover all my thoughts, and I've had some distractions here today. I'll reply back in the morning. thanks, Matt.
-
Mick, I did check inhouse's web page for Vericut. They don't advertise it, only verisurf. I'll see what response I get from my request on cgtech's website. Greg, I was trying to avoid the machine sim. The end goal here is a third-party verification, so I didn't want too spend much time on the machine sim. I had a little experience with it when we got our trunnion on the vf3 and I didn't find it worked that well. Matt.
-
Goode, did you buy the entire package from Icam, or just the post? I'm curious because if you still run the Icam code through vericut then what is the point of spending the money on the Icam solution? I could see if you just bought the post. about the Mr1, I believe you are referring to the misc reals in the misc page on the toolpaths? Ours is setup to control supernurbs. what causes the unwinds? Is this because the table can't go anymore in the direction it's going? Greg, in house As our reseller is our closest solution. We looked at camplete which is also local and heavily used on the Matsuura machines, but they haven't done a post for okuma yet, so I believe we are going to look elsewhere. icam is the next closest, but they are about 6 hours away. I've emailed vericut looking for a reseller. Hopefully I'll hear from them tomorrow. I was unable to find a "where to buy" page on their website. How long does it usually take to get vericut up and running? Forgive me if some of these questions seem basic, I've been doing 5 axis work for a few years now but mostly 3+2 on our haas with a trunnion. Not breaking any speed records on that machine so I'm able to catch a lot of movements in the machine that don't seem right. Unfortunately, I don't have that luxury with the okuma. Most of our work can be handled with 3+2, but this one part is very large with small rads so I will probably need to surface it. The convert to 5 ax toolpaths looks good to tilt the toolholder away from the walls. I'll post up a picture of it tomorrow. Might not be big by some standards, but for us it's one of the largest parts we will machine so far. Thanks for for all the advice. Matt.
-
Good morning all. We recently purchased an Okuma MU400VA. I'm trying to determine what will be the best post/verification solution for us. Currently I'm running a trial on the Mastercam post from our reseller which is working well. Verify is matching what is output, but so far mostly 3+2. I am currently programming a part that I've used a Surface Highspeed OPTI Rest toolpath and then using Convert to 5ax. Verify looks great. No gouges. However when I post it gives me unwind/retract warnings. I'm apprehensive about this after reading about some issues with this here. We have looked at ICAM. It looks very good, but I've also read here that it doesn't solve all the problems. There seem to be lots of positive comments about Vericut. I haven't had a chance to look at that yet but I think I will try to find a reseller on my area and try to have a demo of this. Can anyone offer opinions or advice in this respect? Anyone else using Mastercam with an Okuma MU400VA? What verification/post setup are you using? Thanks,
-
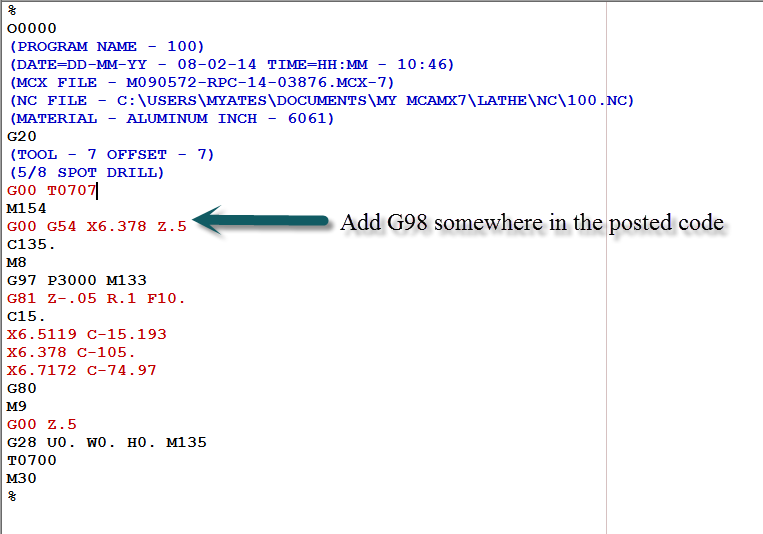
I found it and added the G98 into the post. Thanks for the tip! Matt.
-
Good morning All. I need to make an edit to my Generic Haas SL 4X MT_Lathe post. For face drilling using live tooling I need to output a G98 into the code. Can someone point me in the direction of where I might add this to the post? Thanks. Matt.

-
In X6 when I imported operations it would assign tools already in the tool library that matched the imported operations, and then tools that didn't match it would assign as the next available tool number. One of the first things I noticed in X7 when importing tools was that it would create an indentical tool even if there was already a matching tool in the library, and tools that weren't in the library were added but using the tool numbers they were saved with in the operations library. For example, if I have the first 8 tools defined, with 8 being a spot drill, and imported 3 operations, a spot drill (T8), tap (T16), and a drill (T17), it won't assign the spot drill as tool 8 even thought it matches an already exisiting tool, and then then tap and drill will import at T16 and T17 instead of T9 and T10. In X6 it would assign T8 as the spot drill without adding a duplicate tool, and the tap and drill were renumber to the next available tool numbers T9 and T10. Has anyone else experienced this? Thanks, Matt.
-
Thanks for the replies. I appreciate everyone's candor. Anyone care to share experiences with Matsuura MX520? This is another one I am looking at. Haven't been out to see one yet, maybe next week, but the specs on the machine seem more than adequate for what we do. Thanks, Matt.
-
Brewster - What kind of issues are you having with it? Millman - They have one in their technology center locally, but they didn't have a demo running when we went to see it. I saw it running at CMTS in September, but it was rocking a lot, I'm assuming it wasn't levelled properly. I'm really hoping to get into a place that has one to see it run in a job shop environment. I'm not sure if the salesman is too keen to do that without some kind of committment from us to purchase. But this is something I'm going to ask of anyone that wants to sell us a machine. Does any here think this is an unusual request? Matt.
-
Yes, I do like the y axis mounting. It's also good that they offset it 2" in the x+ direction so there is 12" of x travel on the left side of the trunnion, and 8" on the right. This is a benefit over our current setup where the TR-210 is in the center of the table on the VF3 so we are only able to move 10" either side. Matt.
-
Good morning All. We are looking for another 5 axis machine. Currently we have a VF3 with a TR-210 Trunnion. We haven't looked at a whole lot yet, but the first we looked at was the Mazak VCU 400 or 500 5X. The price is very attractive to management. I was curious if anyone has one of these machines and can offer some insight and possibly answer some questions we have. I'd also be interested if anyone in the Southern Ontario area has one that we could see in action and talk to the programmer/operator of the machine. Thanks, Matt.
-
Is there a tutorial for using the tool manager? I messed around with it a little bit but haven't had a lot of success. I created a tool, created a holder, but how to I assemble them together? Matt.
-
I'm having trouble with some Optirest toolpaths going dirty from subsequent operations. I'll program a typical part for an "OP-10". This will consist of Opticore, Optirest, Horizontal, Waterline and various drilling toolpaths. I'll then create a new toolpath group call "OP-20", either a new toolpath group, or a new machine group, doesn't matter I still have the same issue. I'll use a few stock models to rotate my stock model to an "OP-20" position (as described in a previous post about rotating stock models from Josh). Then I'll start create operations to machine the second side of the part. I'll use Opticore, Optirest, Horizontal and Waterline toolpaths to get the part mostly completed. The problem I'm finding is that creating some of these operations will cause OptiRest toolpaths in the OP10 group to go dirty, thereby making my stock models dirty. This will happen most times I make a change to some of these OP20 toolpaths. Currently the best way I've found around this is to create all my OP10 toolpaths, get my program to a point where I'm ready to program OP20 with my stock models repositioned for that operation, then I resave my file as an OP-20 file, delete all the OP10 toolpaths (which fortunately does not dirty the necessary stock models) and then program my OP20 from there. Does anyone else notice this happening and have a way around it with having to break up the files? Thanks, Matt.
-
So I used the update folder utility to create an X7 tool library from my X6 Tool library. It appears tools that were listed as "HSS" in X6 are now "Carbide" in X7. Has anyone encountered this? Matt.
-
I have a couple questions about verify in X7 SP2. 1. Is there a way to set defaults for when I enter verify? For example - Stop Conditions, I would like it to always have "Operation Change" and "Collision" by default. Currently there are no stop conditions set when I enter verify for the first time using Mastercam. They will stay until I shutdown Mastercam. I believe this could also go with defaults for Collision Checking and Material Cutting, although they seem to default to settings I like (can't remember if I set them or if they were default with the new installation) 2. There are check boxes to show Stock, Initial Stock, Fixtures, Workpiece. I believe stock is setup from the Backplot/ Verify options button in the operations manager, but what about the fixtures, initial stock and workpiece? How do I define which modes represents these? 3. Compare - Probably along the same lines of questions #2, is can show the stock of the model, but where to set the model? 4. Sectioning the verified results - Often times I would use this to show the insides of a specific feature, say and groove that has tapered lead-in and lead-out on a bore. I would pick a point and pick the side to keep and 80% of the time I would get the results I wanted. Now I have 4 options of where to section the results. Can I change this position so it intersects a specific feature? Thanks, Matt.
-
Thank-you for letting me know. Matt.
-
I am just starting to use X7 and have run into this same issue. Does anyone has a fix for this? Thanks, Matt.
-
First 5-axis machine - opinions?
Matthew replied to Marshal's topic in Machining, Tools, Cutting & Probing
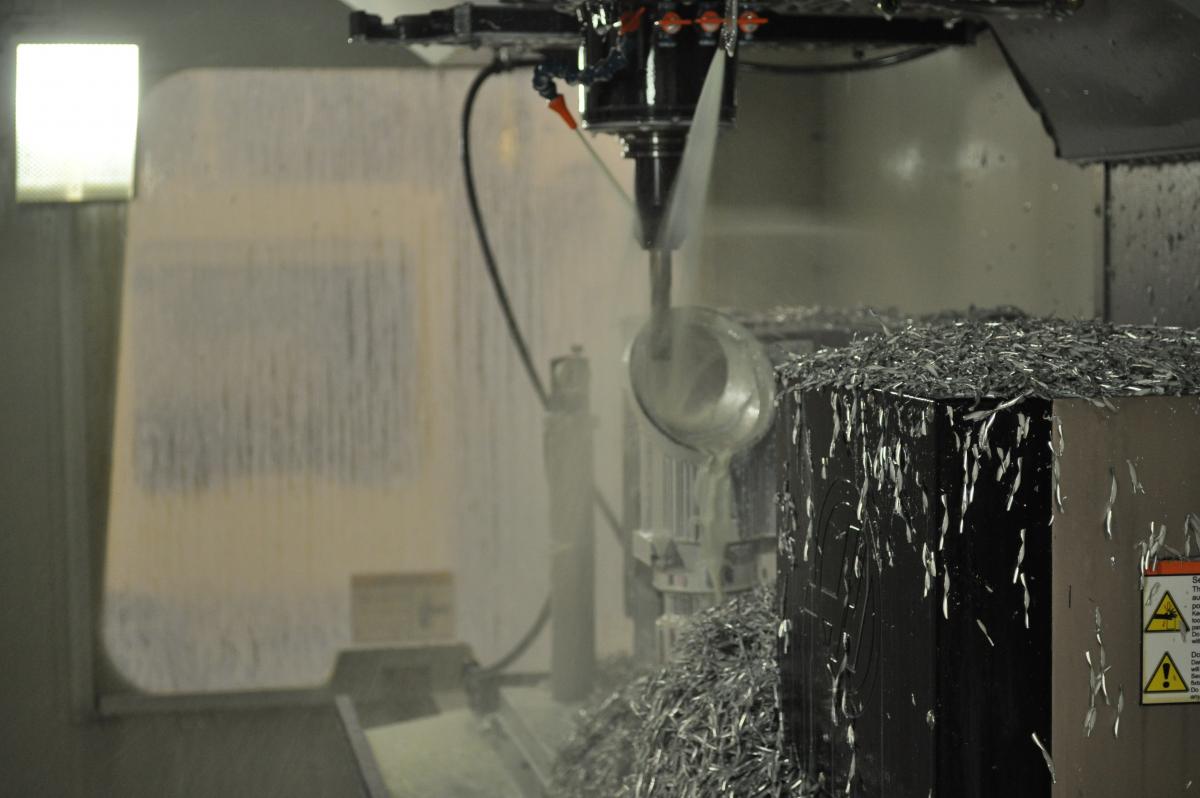
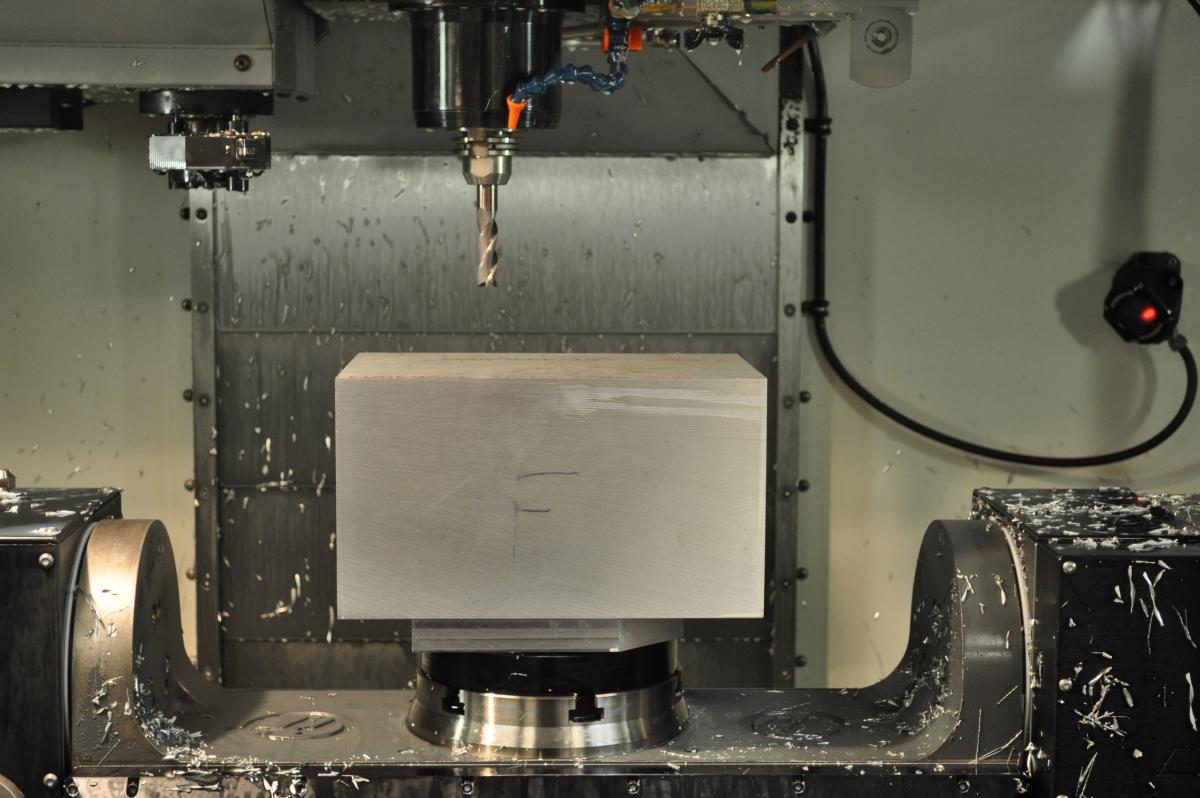
I use a vf3 with a trunnion for our 5 axis work. This works great for our prototyping services. The biggest part I put on here if I remember correctly was 16 x 16 x 3" thick. I had to move the a axis in order to rotate the b axis without crashing but it worked. I have a small adapter plate that will accept a raptor work holding fixture, or a vise if I need to do plain 3 axis work on this machine. Anything larger usually requires some kind of fixture plate. The raptor is programmed from center of rotation. We have a template file with the raptor modelled onto the sub plate in the right position relative to center of rotation. We have 24" bars of various sizes of aluminum prepped for the raptor fixture. The raptor fixture has a dovetail and a pin to locate and hold the material. We cut off in 1" increments only and have the stock prepped with slots every 1/2". This allows the stock to always be in the center. All the standard stock is also all drawn up in solid works in 1" increments from 2" to 10" and we import the proper stock size for the workpiece. This comes into mastercam in the proper position on the raptor fixture. When we import the part we rotate and position it inside the stock and start making the toolpaths. Here is a picture of a prototype part I did a couple weeks ago. This is after it was roughed out. This part was too big for the raptor fixture so I had to make a fixture plate and prep the stock with tapped and dowel holes to hold it for the first op. after I cut off the excess stock at the bottom I used this cut off as a fixture to hold the part for the second operation. I had to go down 10" into the part to finish a 3" bore to .004" tolerance. Not too tight, but considering the size of the part, thin walls, and length of the tool I held this to .002". I used a 2" diameter sandvik 790 with capto mount and an extension to achieve this. The 3/4" cutter in the picture roughed out most of this part. While this machine is probably not great for production, it works well for our prototypes. Matt.


-
Surface High Speed (General) not found in your operation defaults file
Matthew replied to Matthew's topic in Industrial Forum
It affected me trying to import the ops from an MCX-5 file. It would stop importing once it hit an op that gave it a problem. Maybe once I get into X6 for a bit and am no longer working with X5 files at all then it will probably cease to exist. Thanks for the replies. Matt. -
Surface High Speed (General) not found in your operation defaults file
Matthew replied to Matthew's topic in Industrial Forum
If there isn't a general, why do I keep getting this error and is there a way to get rid of it? Thanks, -
Surface High Speed (General) not found in your operation defaults file
Matthew replied to Matthew's topic in Industrial Forum
I knew about editing the op defaults but I never added a toolpath to it by right clicking and selecting the path and didn't know that was there. Thanks! However, I cannot find find a 'Surface High Speed (General)' toolpath in the right click menu. I've looked in MCX 5 since this part was originally created in X5 but I can't find a (General) toolpath there either. Matt. -
I'm trying to import some toolpaths from an MCX-6 file that was originally created in MCX-5. When I select all the operations and click import I get the error in the attached file: 'Surface High Speed (General)' not found in your operation defaults file. I can't find this operation anywhere, in X5 or X6 defaults files. What can I do to fix this? Thanks, Matt.

-
Importing SLDPRT into MCX-5
Matthew replied to Matt L's topic in Mastercam C-Hook, NET-Hook and VBScript Development
When I first installed X6 I used the X5 version of this chook and it worked. When you updated the chook for X6 replaced the X5 one with the new one and it didn't work. I tried going back to the X5 version of the chook and it doesn't work anymore either. Do I need to try removing Mastercam and reinstalling? Matt.