





K20
-
Posts
11 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by K20
-
-
aekky-1992
Hello,Aekky, i dont have mastercam anymore. All was ok on 2017. When i tried to import to a newer mastercam, it got all f!@#$ up.
Didnt work more on this after the job. What are your issues? If i can give a hand. Keep me posted.
-
 1
1
-
-
ORVIE
-Copy your groove in an other level
-Cut the groove pattern in multi segment about the sise of scallop you want
-Use the same groove path tweaking the step over for finish scallops
-use stock
-In depth make 2 passe (seems it yont clear stock in 1 passe)
- Made a ZIP TO GO at the end.
Sheers
Rugh finish no air time
-
3 hours ago, K20 said:
Made several parts with this.................................... Kev
And never asked a dime for the work.
Maybe Colin Gilchrist could make us one No Charge.
I was juste trying to help.....
-
 1
1
-
-
17 minutes ago, Colin Gilchrist said:
Hello Collin, i know my way of making this post was UN ortodox but i hade to get code fast for a job.
This post is intended for one and only thing : Shape threading. I dont work post every day. But it was the simplest, fastest way i did it.
Thank you for the remarks.
And sorry getting myself in your expertise.
Kevin
QuoteMade several parts with this.................................... Kev
And never asked a dime for the work.
K20,
I appreciate that you've been able to hack the Post to get the output that you want. But using the "Dwell" parameter, is the wrong way to go about making this work. What you've done is to "break" the Dwell function, for any other section of the Post that would use it to output an actual "Dwell" command.
Here is the original Dwell Post Block:
pdwell1 #Dwell output gcode$ = four #for implied dwells pcan1, pbld, n$, *sgcode, *dwell$, strcantext, e$Here is the block that you've hacked to get the output you want for this specific task:
pdwell1 #Dwell output pbld, n$, "G32", *mr1$, psgcode, *mr2$, e$ #if gcode$ = four #pbld, n$, "G32", "mr1$","*mr2$", e$ #pbld, n$, "G32", "-"*dwell$, *pffr, e$ #pbld, n$, *psgfeed, e$ #pbld, n$, "G00", e$I don't want to discourage you from learning how to edit a Post, as that is something I think every serious CNC Programmer should learn how to do. But there is also a "right way", and a "wrong way" to make your edits. I consider any edits that "break" other functions in the Post to be the "wrong way" to edit a Post.
Also, do you realize you "broke" the Incremental Calculations for X and Z output?
Here is the original Format Assignment block:
fmt "N" 24 n$ #Sequence number fmt "X" 2 xabs #X position output fmt "Y" 2 yabs #Y position output fmt "Z" 2 zabs #Z position output fmt "U" 3 xinc #X position output fmt "V" 3 yinc #Y position output fmt "W" 3 zinc #Z position output fmt "C" 11 cabs #C axis position fmt "H" 14 cinc #C axis position fmt "C" 11 cout_a #C axis position fmt "H" 14 cout_i #C axis positionI put a carriage return after the "absolute" and "incremental" variables, to help you see that these 3 absolute variables (xabs, yabs, and zabs) and the three incremental variables (xinc, yinc, zinc), must remain in a "ordered list" (implied array of variables). When you move the variables out of position, or insert a new variable at the beginning, middle, or end of the list, you break any of the "vector math functions" that expect an ordered list of variables. Vector Add, and Vector Subtract functions use a single "input" variable, that indicates the beginning of a list of "3 ordered variables".
Here is your Format Assignment section:
fmt "N" 4 n$ #Sequence number fmt "X" 2 xabs #X position output fmt "Y" 2 yabs #Y position output fmt "Z" 2 zabs #Z position output fmt "Z" 2 zinc #Z position output fmt "U" 3 xinc #X position output fmt "V" 3 yinc #Y position output fmt "W" 3 mr1$ #Z position output fmt "I" 3 iout #Arc center description in X fmt "J" 3 jout #Arc center description in Y fmt "K" 3 kout #Arc center description in Z fmt "R" 2 arcrad$ #Arc RadiusBy moving "zinc" above "xinc", and adding your own new Format Assignment for MR1, you've changed the way that the Incremental values will be calculated. The most dangerous part of this, is the fact that 'zinc' will never get its value set by this code:
#Incremental calculations ps_inc_calc #Incremental calculations, start xia = fmtrnd(xabs) yia = fmtrnd(yabs) zia = fmtrnd(zabs) xinc = vsub (xia, prv_xia) #This line calculates all three incremental variables: xinc, yinc, and zinc, with Vector Subtract!By editing the placement of your variables in the "ordered list", that function will now set: xinc, yinc, and mr1$. (So, zinc never gets set!)
You could do the following, which would at least not "break" the incremental functions:
fmt "N" 4 n$ #Sequence number fmt "X" 2 xabs #X position output fmt "Y" 2 yabs #Y position output fmt "Z" 2 zabs #Z position output fmt "U" 3 xinc #X position output fmt "V" 3 yinc #Y position output fmt "Z" 2 zinc #Z position output fmt "W" 3 mr1$ #Z position output fmt "I" 3 iout #Arc center description in X fmt "J" 3 jout #Arc center description in Y fmt "K" 3 kout #Arc center description in Z fmt "R" 2 arcrad$ #Arc RadiusAgain, I'm not trying to discourage you from making Post Edits that serve your needs, but I'm very worried with this statement you made: "I can also edit Posts for other controls". By making the edits the way that you are, you're honestly causing more harm than good.
-
Vinux Did you copy the text of lmd :Right click" copy all tex from post" etc ?
-
No this guy, wants $$$ for the post
-
 1
1
-
-
i CAN ALSO EDIT POST TO OTHER CONTROLS
-
52 minutes ago, JParis said:
I'll bite...whatcha' got?
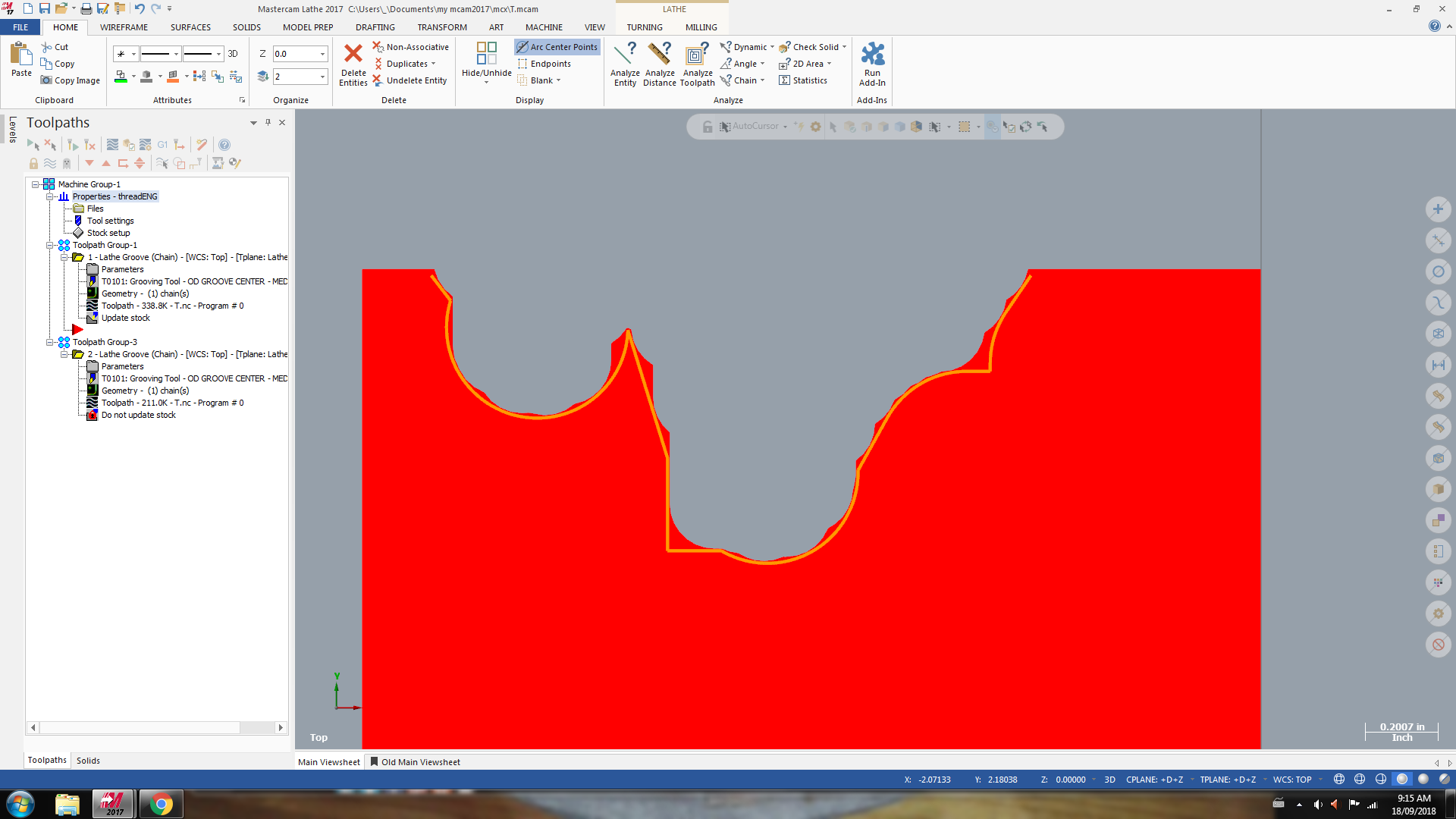
You need to put dwell on
the lenght and pitch are in the misc
Control depth of pass in peck and depth of cut
To finish give only one passe in peck and depth of cut but change the whith of pass from % to step amount
Always keep dwell to 1 or more
and unselect finish
I dont have an nc simulator but the code is tested
Do you know a good freeware to test nc codes?
Give me feedback
NOW IN ENGLISH
-
 1
1
-
-
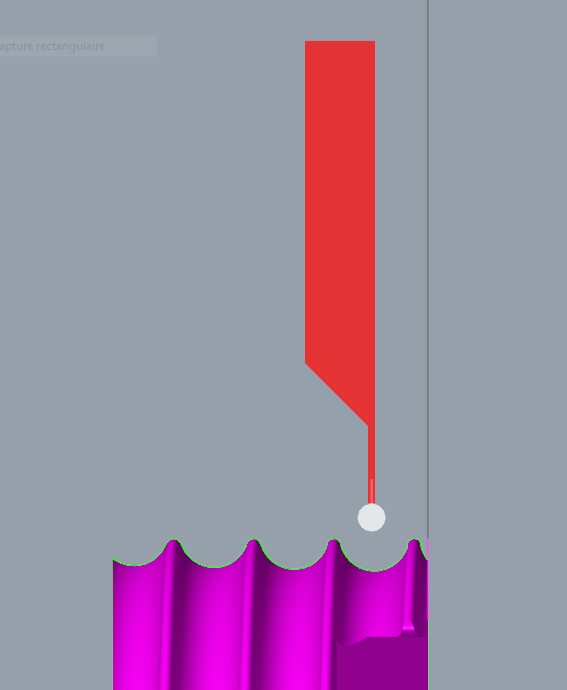
All youhave to do is to lock your spindle,programme a slot with an endmill the same size of the broach and(transform) (rotate) the plane of work
you can control the depth of pass and the with an length of the rectangle.
See the attache mcx file
Cheers
-
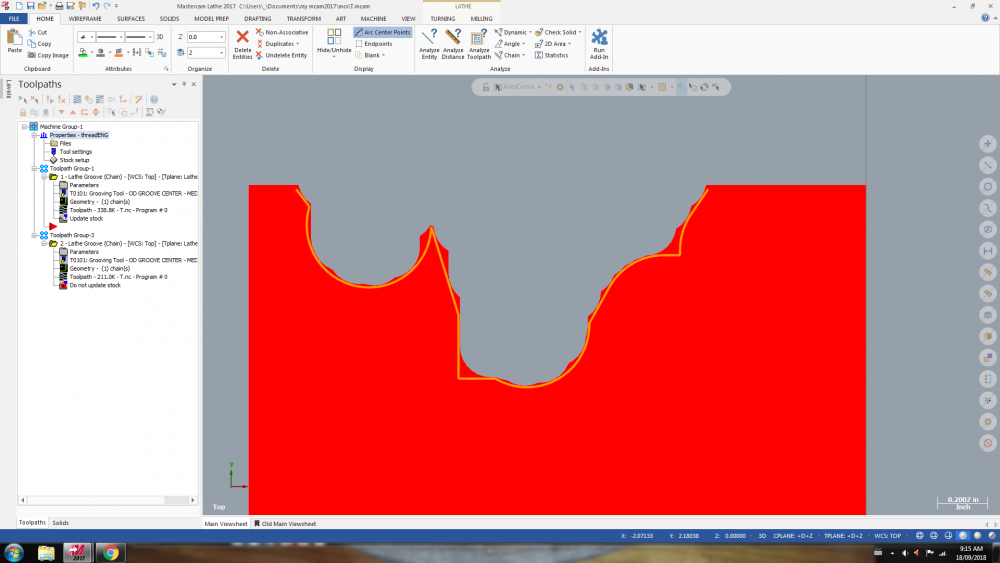
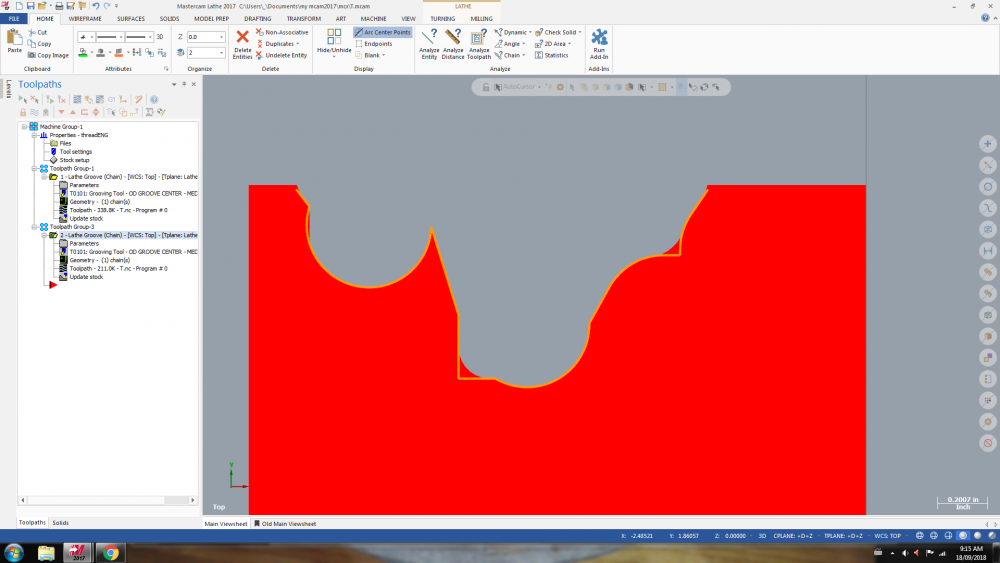
Hi all,
i juste made a post that converts any grooves to thread.
So you can make ,buttrest, acme, round or any form of thread with a grooving tool.
Really easy to use.
Contact me if you need it
Cheers
-
1
-
usinage vis sans sur tour cn
in Industrial Forum
Posted
Programme une groove avec peck .
Prend editeur de code et avant chaque g0 ajoute un g32 et ton point darriver en z
FAit find replace.
Verifie tes retracts
Et sim sur machine avant de machiner.