david
-
Posts
86 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by david
-
Replace the "G80" with a "G0". That what we use after every drill cycle. Here is a piece of a file that I am running right now. IF[VTLCN EQ 7] N190 T7 M06 ( 7/16 CARBIDE DRILL) N190 M01 (MAX - Z.7792) (MIN - Z-1.3438) S1311 M3 G15 H2 G56 H7 CALL OO88 PX=VC10 PY=VC11 PZ=VC12 PA=-25. PC=270. PH=2 PP=52 G00 G17 G90 A-25. C270. X-.7598 Y.1699 T60 Z.7792 M51 M279 G94 G71 Z.7792 G81 Z-1.3438 R.1792 F9.18 M53 G0 ----------------------------- here is the G0 G30 P2 G56 H7 CALL OO88 PX=VC10 PY=VC11 PZ=VC12 PA=0. PC=0. PH=2 PP=52 G00 A0. C0. X-.3125 Y-.5098 Z.7 G71 Z.7 G81 Z-1.215 R.1 F9.18 M53 G0 ---------------------------- here is the G0 M205 M5 G30 P2 M278 G90 A0 M404 C0 Y20. M02
-
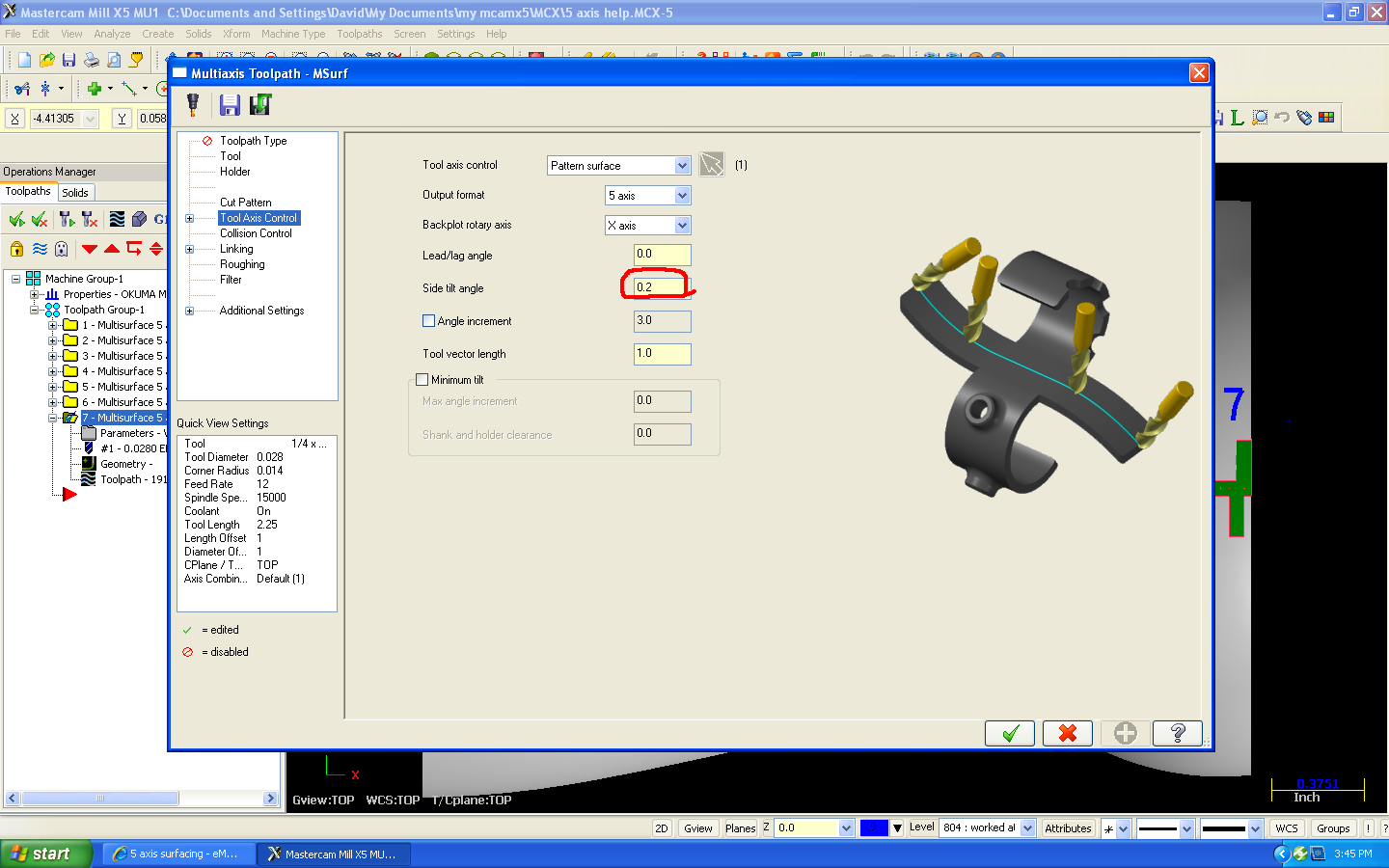
Greyman, thanks for responding. If I did it right there is screen shots from top, right, and front. I tried to attach the file but got a message it was to big. Also there is a screen shot of a parameter page. By breaking the toolpaths into 7 operations and tweeking the side tilt angle by .2 I was able to get a nc file without the warning message. Is this what has to be done when you do this sort of operation?




-
Hi everyone. I have a task of enrgrving a round cavity that is not a cylinder. I would like to have the tool stay perpendicular to the area being cut. My math data has an extruded cut of .014". For lack of experience with 5 axis toolpaths I am asked for assistance. When I try to post a nc file using Flow 5 Axis, I get several "WARNING - INCREMENTAL C-AXIS MOTION OF (c angle values) DUE TO VERTICAL TOOL (ADJUST TOOLPATH TO AVOID THIS)". This message makes me nervous that a crash is on the way. I was hoping someone could point me in the right direction. I sucessfully cut with "Morph between to curves" yesterday, trouble with that is it left area's in the middle that needs cut. I have an Okuma MU-400 if that matters. Thank you in advance.
-
Greg, Judging by your posts, which by the way are very detailed and appreciated, it appears that this is what I am dealing with. Thanks very much. I post back when I get confirmation from Okuma.
-
Thanks for the response Greg. When I am on the zero set page and try to calibrate "B" at a value I get the following "5209 input data overflow error". When I run the test program I get the alarm "2232 alarm B bad value of system variable 30D40". The 2232 alarm happens when it reads VZOFB[1]=20. I will get the data management card out. What do I look for on it?
-
For any Okuma users, if I rotate "B" to 45 degree and try to calibrate "B" axis to zero I get an alarm. If I try to set "B" at the zero offset page to any number, it will not change the value. In a test program I put "VZOFB[1]=20" and get an alarm. Is this because this machine does not have that option or is there a parameter setting that needs to be set? The machine is Okuma MA-50HB with a OSP-U100M. What I would like to accomplish is rotate the "B" axis to for example 45 degree, then calibrate work offset #1 for the "B" axis to zero. Any help would be appreciated.
-
I am looking for help converting an Okuma vertical mill defintion and control file and post file from an vertical mill to an Okuma horizontal mill. We got a newer set of files from our resller for Mastercam X5 and I was wanting to replace the definition and control and post for the horizontal we have had since Mastercam version 7. Hopefully it is a matter of changing a few switches in the post and redefining axis movements in the machine definition file. Any help is appreciated. Thanks in advance.
-
Using a.5 dia CBN coated cutter and cutting .045 deep to cut threads in a bore, what kind of feed rates would be appropiate? Speeder head with 51,000 rpm is used. Material is S7 @ 52-54 rockwell. Can this setup cut all .045 in one pass at a slower feedrate? Bore is 1.37". Any help will be appreciated. Thanks in advance.
-
Little early, Have a great day everyone
-
Stefan, you are my hero. That did the trick. Now if you would be so kind, what happened to those files to make them corrupt? Thank you very very much. Have a great dat everyone.
-
Update uninstalled ver 9 deleted mcam9 folder in C drive spent 29.95 for ccleaner/pccleaner ran it reinstalled version 9 GET THE SAME ERROR how frustrating Any other thoughts? I hope this isn't a sign of how this week is going to be.
-
Yes that is working okay. When I go through start, all programs, mcam9 .... I can see the serial # and all that info. I was wondering if XP sp3 maybe doesn't want to play with mcam9? I am not sure how long sp3 has been on my computer.
-
I forgot to mention this comptuer has Windows XP home edition with service pack 3. Thanks to all in advance.
-
I have some files on my home computer that were created for a friend with mastercam 9 shortly before christmas last year. Before any one says upgrade keep in mind that my friend has 1 older cnc mill and does well with the setup he has. Where I have my full time job we are using mastercam 4 with the latest service packs. I have always had his version 9.1 mr0304 and plug his simm into my computer when he needs help and have always had the latest mastercam with service pack up to date on the same computer. That being said, my problem is when I try to start Mastercam9 I come up with a window with "Mill9.exe has encountered a problem and needs to close. We are sorry for the inconvenience." and would I like to send microsoft a report. My question is, would the latest and greatest of X4 be conflicting with X9?
-
Tried to edit but it didnt work so here is additional lines. This was determined by a technical support member of Shopware Inc after he accessed my computer with the "goto meeting" software and verified settings and went through the process of opening the file for hiself. With the file sent to him for opening he had no issues on his comptuer. After uninstalling all versions and any files associated with Mastercam and deleting files out of the registery( this was done with tech help from shopware), then reinstalling X4 and only MU2, I still have the same issues.
-
According to CNC software and Shopware Inc., as of 12-04-09 this is a bug. I have the same issue bringing in a solidworks file or a pro-e file. To get around this issue use the Regenerate Display List after you open the file or save the file then open the file with the same session of mastercam. We did not have this issue before MU2 but with MU1 we could not open Solidworks file 2010. I understand that Solidworks is ready or almost ready to release service pack 1. Maybe it will not create any issues with Mastercam, we can only hope.
-
Being new to the 5 axis world I was wondering how to compensate feed rate for "C axis" feeding. For example, cutting with a tool feeding at 15 ipm linear would not equal to 15 ipm on the C axis. On our 5 axis 15 ipm on the C axis is real close to 1 revolution. Thanks in advance
-
This was in my post also # -------------------------------------------------------------------------- scc0 # cutter compensation state not changed sg40 G40 # cancel cutter compensation # David 1-26-09 sg41 G41 # cutter compensation left sg42 G42 # cutter compensation right sg140 G40 # last linear move --> cancel cutter comp # David 1-26-09 sccomp fstrsel scc0 ccomp$ sccomp 5 -1 Hope this helps you
-
Check in your post for the following pccomp # Cutter comp output if ccomp$ = 2, sccomp, tloffno$ if ccomp$ = 3, sccomp, tloffno$ sccomp # Insert this line if it is not there I put it in our post to take care of the same thing Always backup your post before modifications in case something goes wrong Mastercam 8 through X4
-
Thanks guys On the parts that I am tring to duplicate from a jig grinder, the jig grinder makes one rev at the maximum Z depth then helixs out of the bore. They will rough in the bore with a coated wheel within .001". Then they will switch to a stone. They do this so that the bottom corner of the stone stays as sharp as possible. The bore is actually a c-bore with a very small radius at the bottom. I am using the helix bore toolpath currently but I was wondering if I could eliminate the pass from top to bottom. Have a great day everyone, David
-
Happy fathers day all. I am using "helix bore" as a jig grinding operation and was wondering is it possible to have the tool make one rev. at the final depth then helix to the top of the bore instead of helixing from the top of the bore to the bottom. Thanks, David Mastercam X3 MU1 Level 3 with Solids and 5 Axis
-
How difficult is programming a 5 axis to keep a cutter perpendicular to the helix, or to produce a part with bores at various angles from a given plane. I currently run a Okuma horizontal with a B axis( index of 1 degree increment only). At times it is nessecary to program from center of rotation and I have that down pat. Would programing a 5 axis be the same concept?
-
Thanks for the reply htm01. I forgot to mention that the profile of the cutter is the same as the finished thread. With that in mind the centerline of the cutter must be perpendicular with the helix of the thread at all times. We currently cut these on a modified manual mill with a special spindle cocked at whatever the helix of the thread is and use a rotary to go up and down in Z whatever the pitch might be.
-
Hi to all, Our company is inquiring about a 5 axis Okuma mill to cut threads on neck inserts for blow molds. I was wondering if anyone uses this process and how complicated the programing end of it might be. Any advise would be very much appreciated. David Mcam X3 Mill 3 w/solids
-
Thank you in advance for any input. Is it possible in McamX2 with the solids option to create raised lettering on a face of a solid that is not co-planar? For example a customer logo on a panel of a oval shaped blow mold so that the finished bottle has a recessed logo on it.