CNC-ERIC
-
Posts
72 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by CNC-ERIC
-
Hi, there, can anyone help me introduce a quality oriented Swiss lathe machine shop? if it is BC, that will be convenient. we have many jobs suit to Swiss lathe machining. quantity from prototype(about 10 pcs) to hundreds, material are plastic (PEEK 30% GF, Torlon, Teflon, etc), Aluminum, SST. most are different plastic. thank you! Eric
-
thank you!
-
Hi, there, I have a gear part, but don't know any gear machine shop. material is 11 gauge 304-2B finish SST, Module is 0.8mm, pressure angle is 20 degrees, pitch Dia is 259.2mm. attached is the solidworks Model. can you please give a contact if you know any gear shop? thank you very much. Eric Gear 08-20-259.SLDPRT
-
the thumb picture did not show the slot frame line clearly, so I attached another one in which I draw the slot section lines, now you can see the slot side surfaces are tapered, not parallel. thanks Eric
-
sorry forgot the picture.

-
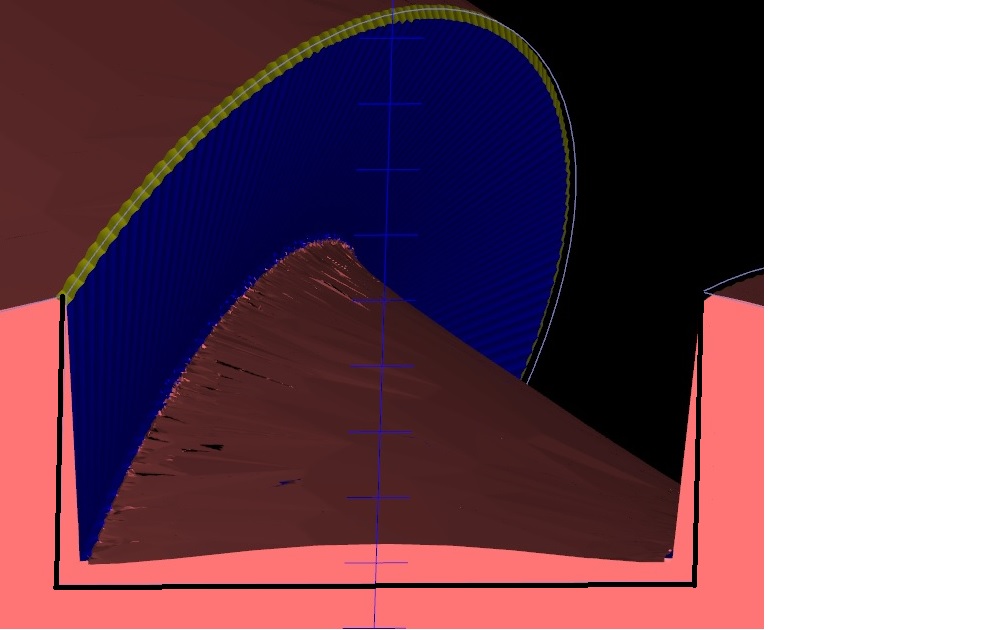
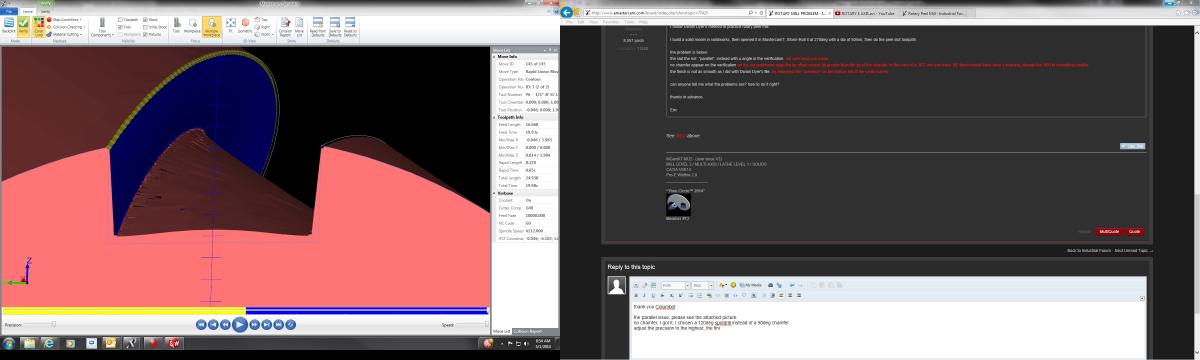
thank you Columbo! the parallel issue, please see the attached picture. no chamfer, I got it, I chosen a 120deg spotdrill instead of a 90deg chamfer. adjust the precision to the highest, the finish still not smooth. see the attached picture. but in Dwain Dyer's file, the verification finish is very smooth, even the precision setup in the middle. the link is Dwain Dyer's video and post. http://www.emastercam.com/board/index.php?showtopic=77157 thanks again Eric
-
Hi, there, I follow Dwain Dyer's method to practice rotary peel mill. I build a solid model in soildworks, then opened it in Mastercam7, Xform-Roll it at 270deg with a dia of 50mm, then do the peel slot toolpath. the problem is below: the slot the not "parallel", instead with a angle in the verification. no chamfer appear on the verification the finish is not as smooth as I did with Dwain Dyer's file. can anyone tell me what the problems are? how to do it right? thanks in advance. Eric HELIX SLOT.MCX-7
-
thank you guys. I will check Thinbit or Iscar holder. Eric
-
Hi, there, we just bought a HAAS st-10 lathe. I am looking for small groove tool holder, I only found the holder size such as 16mmx16mm, or 0.625"x0.625" , there is no 0.75" for st-10. can you please tell me where you guys get the 0.75" holder? or you make some shim pad to put under the 16mm size holder. thank you in advance Eric
-
Where I can buy this switch for CQ6230 lathe
CNC-ERIC replied to CNC-ERIC's topic in Industrial Forum
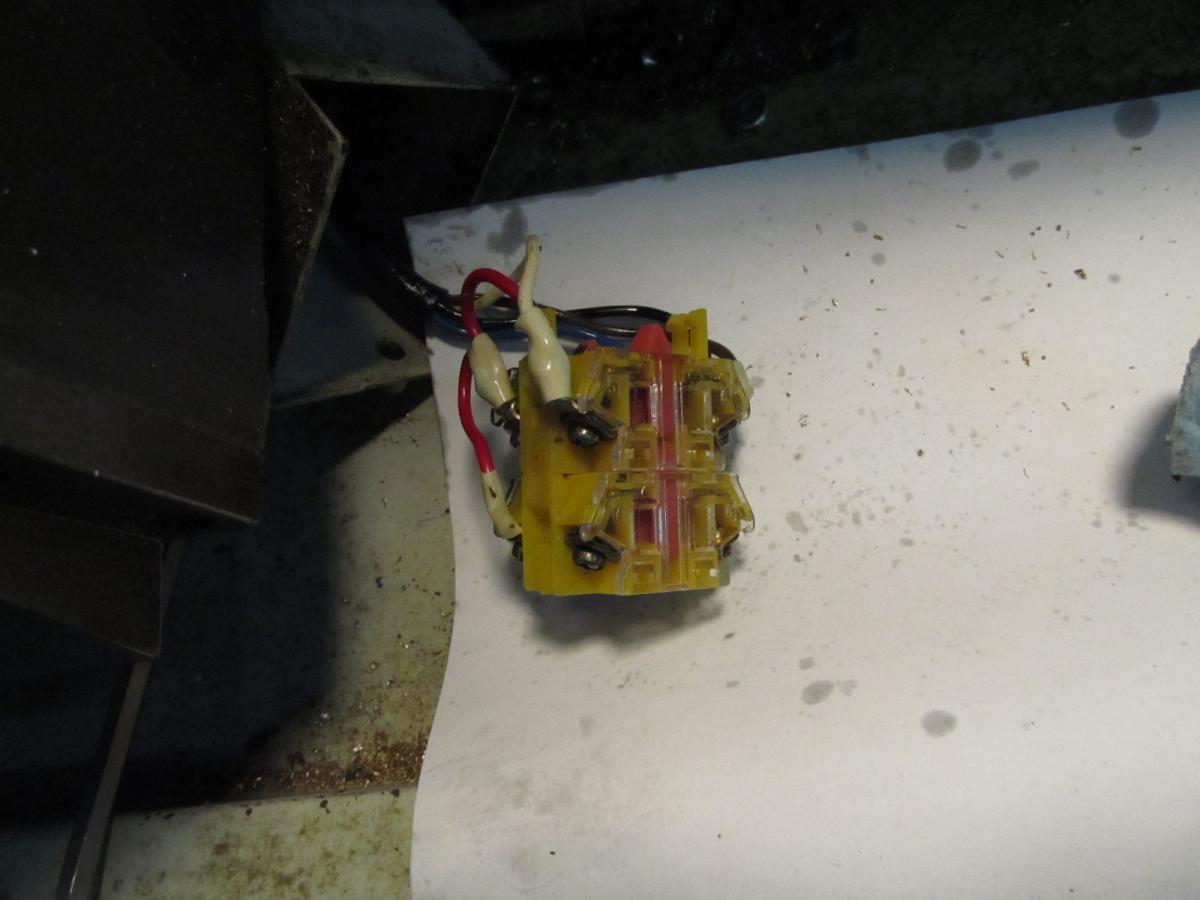
Hi, Dimensional Machine, that switch is connect to the rod(lift up/down) to control spindle clockwise or countclockwise. thanks Eric -
HI, there, Our CQ6230 lathe switch broken last week, I have no source to get it so far, there is no manufacture information on it, and none of my colleagues know where the machine came from, I phoned several loca dealers, sent pictures to them, no luck. the attachment are the switch and the lathe looks like. Can anyone please tell where I can get the switch to make the lathe alive. thank you very much. Eric


-
HI, there, I bought a chip-clearing drill bit (1/8" x8.7", did not find 3.4mm long drill, told to the customer) from Mcmaster. results are good. only thing made me headache was handling with the drill bit whirling by reducing rpm manually, restore the rpm when close to the predrilled depth. first drill to 1.4" deep, second drill to 3.0" deep third drill witht the long drill, rpm825 feed 2.3ipm peck0.25" at the mouth, dia is about 0.002" bigger than 0.125", could not check the straightness. thanks for your input. Eric
-
HI, there, can you please help me out for the job? what kind drill is suitablt to this job?how to remove the chips?rpm? peck? feed? I have job which is brass 110 with 11 blind holes, holes are 3.4mm by 204mm deep,dia tolerance is 0~0.15mm. we have a HAAS VF-2 mill center no through coolant. thanks very much Eric
-
SKETCH--SPLINE--EQUATION DRIVEN CURVE--Y:SIN(X), X:0, 2*PI
-
Is it possible to drill 0.16mm hole 1.6mm deep on HAAS VF2?
CNC-ERIC replied to CNC-ERIC's topic in Industrial Forum
.5in per minute my bad thanks -
Is it possible to drill 0.16mm hole 1.6mm deep on HAAS VF2?
CNC-ERIC replied to CNC-ERIC's topic in Industrial Forum
thanks for your inputs. pecking is 0.0025", I made a wrong typing. the drill bit flute is about 0.050", shaft is 0.125", hold with ER 16 holder drill bits were still broken after cutting both the feed to 0.5in/sec, looked like it broken at the last pecking. checked the failed part under microscope, all the holes looked like concentric, I am not sure is if I can the 0.5mm drill as a center drill. the solidcarbide drills are for circurt board, is this the reason? I also thought the carbide drill too ridgit, I change both drill bits from carbide to HSS, same RPM and FEED, still no luck on this job. HSS drill bits are 1.0mm shaft, also holding with ER collet. any ideas? or what are the proper equipments or device for this kind of micro holes? I may have many job like this coming soon. I feel a lit headache. thanks again. Eric -
HI, there, I have a job, material is SST 316, need drill 0.16mm and 0.26mm hole on it with depth of 1.6mm. machine is VF2 with 10000 rpm spindle. my question is can I make it on this machine or not. my procedure: face the surface as a reference, use 0.5mm solidcarbide drill as a center drill to drill down to -.006" 0.16mm solidcarbide drill drill down -0.008" ,rpm10000, feed 0.99in/sec 0.16mm solidcarbide drill peck drill to -0.047"( the flute is 0.05"), rpm10000, feed0.99in/sec, peck0.025" tried twice, both failed. Can I ask you advice on the job? thanks very much MMC-1556B TEST.MCX-5
-
HI, there, it is "metafile.dll" in chooks. thanks very much for inputs. eirc
-
thanks keith, "screen print" will copy all the stuff on the screen, I just want the contents be copied such as the customised tool profile. Eric
-
Hi, there, can you please tell what CHook I can use to copy screen to other files? I forgot this, did not use it for long time. thanks ERic
-
HI, mig, I dont think the bull endmill can generate the "flat" surface by rotating. am I right. Eric
-
Please check the countour radius to see if a saw work or not.
-
Hi, there, we are looking for a lathe which can machine different type of small parts. those parts are not very high volume, but every month there need 200 to 500 piecec or so. those part's features are as below: thin short (2.5mm diameter, 0.9mm thick) thin long (95mm long, 3.2 diameter, some need drill 1.6mm through hole) tiny parts (6mm long, 3mm diameter) parts diameter less than 15mm, length around 50mm Material: glass filled peek, sst the machine sales distributor suggested swiss style lathe, such as Citizen brand. I am wondering if you ever machined those kind of parts, what kind of lathe do you use? or any advice, input to help us to get more infor. thanks very much Eric
-
yes, I just tried. there is not any mini cutter like this on their web. thanks Eric
-
Hi, there, I hava a mill job, there is a 0.9mm wide 0.5mm deep groove at the blind bore which the dia is 8.1mm, the bore depth is 20.5mm. can anyone tell me where I can buy the cutter. thanks in advance. Eric